刷丝毛尖端溶蚀成型方法与流程
- 国知局
- 2024-07-11 17:13:29
1.本发明涉及刷丝深加工技术领域,具体为刷丝毛尖端溶蚀成型方法。背景技术:2.聚乳酸是以乳酸为主要原料聚合得到的聚酯类聚合物,是一种新型生物可降解材料,其又名聚丙交酯,有较好的抗溶剂性,可用多种方式进行加工,如挤压、纺丝、双轴拉伸,注射吹塑,且聚乳酸产品除能生物降解外,生物相容性、光泽度、透明性、手感和耐热性好。3.在现有技术中将聚乳酸制备生产成刷丝,被广泛的应用于牙刷制造行业,但是在现有技术中刷丝生产结束后端面为钝头,直接焊接在牙刷上使用时刷丝不易作用于牙齿的细缝内,造成刷牙不彻底存在死角,口腔的卫生死角会滋生大量的细菌严重的影响口腔和消化道的健康,且刷丝在裁断后截面位置存在不规则尖锐的形状,容易损伤牙龈造成出血,如图5所示。技术实现要素:4.(一)解决的技术问题5.针对现有技术的不足,本发明提供了刷丝毛尖端溶蚀成型方法,解决了刷丝头为钝头,在刷牙时存在死角的问题。6.(二)技术方案7.为实现以上目的,本发明通过以下技术方案予以实现:刷丝毛尖端溶蚀成型方法,溶蚀成型包括如下具体操作步骤:8.步骤一.将纯聚乳酸材料进行纺丝,得到较长的刷丝,通过设备将刷丝进行定长切割;9.步骤二.通过将长条金属夹夹持刷丝的钝端,并将刷丝需要溶蚀的一端暴露在外;10.步骤三.将夹持好的刷丝需要溶蚀的一端放入溶蚀池内,通过溶蚀池内的溶蚀溶液对其进行溶蚀,且在溶蚀过程中需要将刷丝的毛尖往溶蚀池内按压;11.步骤四.溶蚀结束后将毛尖位置的溶蚀液沥干后放入清洗池内将溶蚀溶液清洗干净后烘干;12.步骤五.烘干结束后在每个长条形金属架位置抽样部分刷丝进行显微镜放大检测,检测合格后将溶蚀完成的刷丝入库准备进行下一道工序。13.优选的,步骤一中对刷丝进行定长切割的角度为3.18-4.0厘米,正常情况下牙刷毛固定在牙刷柄位置时的长度为3.18-3.5厘米,为刷在固定时预留长度。14.优选的,步骤二的长条形金属夹的夹臂内侧设置有橡胶软垫,且刷丝夹持后暴露在金属夹外侧的部分长度为2.0-2.5厘米,使得刷丝充分的浸入溶蚀池内,被充分的溶蚀,且夹持在金属夹位置的刷丝呈单层设置铺设均匀,单层铺设使得每一根牙刷毛在溶蚀槽内均被溶蚀呈较尖的圆弧形毛尖,在无死角清理口腔的同时不会损伤口腔。15.优选的,步骤三中所述溶蚀池包括溶蚀池主体,所述溶蚀池主体上表面位置开设有若干均匀分布的溶蚀槽,若干所述溶蚀槽呈直角梯形设置,且溶蚀槽内壁位置贯穿开设有若干均匀分布的溶蚀溶液贯穿孔,且溶蚀池主体内设置有超声波发声装置,通过设置呈直角梯形使得刷毛毛尖变尖,且溶蚀过程中反应较为缓慢,使得溶蚀的尖端比较的圆润,不会损伤口腔。16.优选的,步骤三中将刷丝往溶蚀池内按压的力度不能造成刷丝弯曲为佳,保持力道使得在充分溶蚀的同时避免刷丝弯曲损坏,且刷丝在溶蚀池内浸泡溶蚀的时间为8-10分钟。17.优选的,所述溶蚀溶液为丙酮。18.优选的,步骤三中刷丝在放入溶蚀池内时需要将刷丝紧贴溶蚀槽直角板一侧往下按,且溶蚀槽的直角边长度为1.5-1.8厘米。19.(三)有益效果20.本发明提供了刷丝毛尖端溶蚀成型方法。具备以下有益效果:21.本发明将定长切割后的刷丝先进行溶蚀,使得刷丝毛尖位置更加的细腻,同时缓慢溶蚀可以使得刷丝毛尖位置变得圆润,使得刷丝支撑的牙刷在使用时可以清理牙缝等清理死角,且不会损伤口腔,有效地保障口腔卫生。附图说明22.图1为本发明刷丝毛尖端溶蚀成型方法的工艺流程结构示意图;23.图2为本发明刷丝毛尖端溶蚀成型方法的溶蚀池结构示意图;24.图3为本发明刷丝毛尖端溶蚀成型方法的溶蚀池局部侧面剖视图;25.图4为本发明刷丝溶蚀后毛尖位置显微镜放大图;26.图5为现有技术中牙刷的刷丝毛尖位置显微镜放大图;27.图6为使用本发明刷丝的牙刷后牙缝采样菌落培养情况;28.图7为使用传统刷丝的牙刷后牙缝采样菌落培养情况。29.其中,1、溶蚀池主体;2、溶蚀槽;3、溶蚀溶液贯穿孔。具体实施方式30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。31.实施例一:32.如图1-4示,本发明实施例提供刷丝毛尖端溶蚀成型方法,溶蚀成型包括如下具体操作步骤:33.步骤一.将纯聚乳酸材料进行纺丝,得到较长的刷丝,通过设备将刷丝进行定长切割,刷丝进行定长切割的角度为3.18厘米;34.步骤二.通过将长条金属夹夹持刷丝的钝端,并将刷丝需要溶蚀的一端暴露在外,长条形金属夹的夹臂内侧设置有橡胶软垫,且刷丝夹持后暴露在金属夹外侧的部分长度为2.0-2.5厘米,且夹持在金属夹位置的刷丝呈单层设置铺设均匀;35.步骤三.将夹持好的刷丝需要溶蚀的一端放入溶蚀池内,通过溶蚀池内的溶蚀溶液对其进行溶蚀,且在溶蚀过程中需要将刷丝的毛尖往溶蚀池内按压,溶蚀池包括溶蚀池主体1,溶蚀池主体1上表面位置开设有若干均匀分布的溶蚀槽2,若干溶蚀槽2呈直角梯形设置,且溶蚀槽2内壁位置贯穿开设有若干均匀分布的溶蚀溶液贯穿孔3,且溶蚀池主体1内设置有超声波发声装置;36.将刷丝往溶蚀池内按压的力度不能造成刷丝弯曲为佳,且刷丝在溶蚀池内浸泡溶蚀的时间为8-10分钟,溶蚀溶液为丙酮,刷丝在放入溶蚀池内时需要将刷丝紧贴溶蚀槽2直角板一侧往下按,且溶蚀槽2的直角边长度为1.5-1.8厘米;37.步骤四.溶蚀结束后将毛尖位置的溶蚀液沥干后放入清洗池内将溶蚀溶液清洗干净后烘干;38.步骤五.烘干结束后再每个长条形金属架位置抽样部分刷丝进行显微镜放大检测,检测合格后将溶蚀完成的刷丝入库准备进行下一道工序。39.实验例:40.连续两天晚上,同一检测对象,在进食后一小时分别使用本发明刷丝制得的牙刷和传统刷丝制得的牙刷清理口腔,清理口腔后在牙齿缝位置进行采样,并在相同环境下进行菌落培养,培养结果如图6和图7所示,由图可知本发明刷丝制得的牙刷可以有效地清理牙缝的口腔细菌,可以有效地保障口腔卫生。41.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。技术特征:1.刷丝毛尖端溶蚀成型方法,其特征在于,溶蚀成型包括如下具体操作步骤:步骤一.将纯聚乳酸材料进行纺丝,得到较长的刷丝,通过设备将刷丝进行定长切割;步骤二.通过将长条金属夹夹持刷丝的钝端,并将刷丝需要溶蚀的一端暴露在外;步骤三.将夹持好的刷丝需要溶蚀的一端放入溶蚀池内,通过溶蚀池内的溶蚀溶液对其进行溶蚀,且在溶蚀过程中需要将刷丝的毛尖往溶蚀池内按压;步骤四.溶蚀结束后将毛尖位置的溶蚀液沥干后放入清洗池内将溶蚀溶液清洗干净后烘干;步骤五.烘干结束后在每个长条形金属架位置抽样部分刷丝进行显微镜放大检测,检测合格后将溶蚀完成的刷丝入库准备进行下一道工序。2.根据权利要求1所述的刷丝毛尖端溶蚀成型方法,其特征在于,步骤一中对刷丝进行定长切割的角度为3.18-4.0厘米。3.根据权利要求1所述的刷丝毛尖端溶蚀成型方法,其特征在于,步骤二的长条形金属夹的夹臂内侧设置有橡胶软垫,且刷丝夹持后暴露在金属夹外侧的部分长度为2.0-2.5厘米,且夹持在金属夹位置的刷丝呈单层设置铺设均匀。4.根据权利要求1所述的刷丝毛尖端溶蚀成型方法,其特征在于,步骤三中所述溶蚀池包括溶蚀池主体(1),所述溶蚀池主体(1)上表面位置开设有若干均匀分布的溶蚀槽(2),若干所述溶蚀槽(2)呈直角梯形设置,且溶蚀槽(2)内壁位置贯穿开设有若干均匀分布的溶蚀溶液贯穿孔(3),且溶蚀池主体(1)内设置有超声波发声装置。5.根据权利要求1所述的刷丝毛尖端溶蚀成型方法,其特征在于,步骤三中将刷丝往溶蚀池内按压的力度不能造成刷丝弯曲为佳,且刷丝在溶蚀池内浸泡溶蚀的时间为8-10分钟。6.根据权利要求1所述的刷丝毛尖端溶蚀成型方法,其特征在于,所述溶蚀溶液为丙酮。7.根据权利要求1所述的刷丝毛尖端溶蚀成型方法,其特征在于,步骤三中刷丝在放入溶蚀池内时需要将刷丝紧贴溶蚀槽(2)直角板一侧往下按,且溶蚀槽(2)的直角边长度为1.5-1.8厘米。技术总结本发明提供刷丝毛尖端溶蚀成型方法,涉及刷丝深加工技术领域。该刷丝毛尖端溶蚀成型方法,溶蚀成型包括如下具体操作步骤,将纯聚乳酸材料进行纺丝,得到较长的刷丝,通过设备将刷丝进行定长切割,通过将长条金属夹夹持刷丝的钝端,并将刷丝需要溶蚀的一端暴露在外,将夹持好的刷丝需要溶蚀的一端放入溶蚀池内,通过溶蚀池内的溶蚀溶液对其进行溶蚀,且在溶蚀过程中需要将刷丝的毛尖往溶蚀池内按压,溶蚀结束后将毛尖位置的溶蚀液沥干后放入清洗池内将溶蚀溶液清洗干净后烘干。本发明将刷丝进行溶蚀使得刷丝毛尖位置更加的细腻,且刷丝端面位置更加的圆润,保证口腔清理死角被充分的洗刷,避免死角细菌滋生,同时圆润的截面不会损伤口腔。损伤口腔。损伤口腔。技术研发人员:韩国平受保护的技术使用者:江苏三笑集团有限公司技术研发日:2022.08.31技术公布日:2022/12/29
本文地址:https://www.jishuxx.com/zhuanli/20240615/83014.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
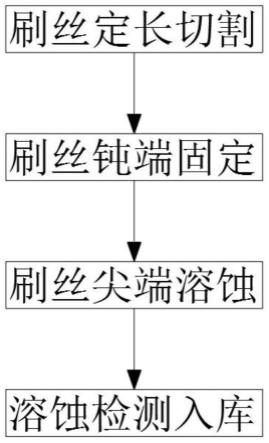
返回列表