一种基于心脏线的热磨机磨片及其设计方法
- 国知局
- 2024-07-05 16:17:25
本发明涉及热磨机磨片的,更具体的,涉及一种基于心脏线的热磨机磨片及其设计方法。
背景技术:
1、纤维板因其材料均质,纵横强度差小,不易开裂等优点,被广泛应用于家具、包装等行业,目前对其需求非常旺盛。目前热力机械法是最常用的纤维分离方法,将原料用热水或饱和蒸汽处理,使纤维胞间层软化或部分溶解,在常压或高压条件下经热磨机分离成纤维。木片受到相对转动的一副相对转动的磨片的剪切力时会发生解离现象,随着分离的持续进行,最终会解离为木纤维。木纤维解离所用切削方式为滑切,即切削速度与切削力存在一定的夹角(即滑切角),此方式能降低能耗。热磨机磨片为分离纤维的关键部件,对分离质量和能耗影响重大。
2、目前有关热磨机磨片的专利以申请号为cn201210437023.x的中国发明专利“一种圆环分区大径级热磨机磨片齿形结构的设计方法”、申请号为cn201910891957.2的的中国发明专利“一种热磨机磨片齿形结构设计方法”为代表,将磨片分为破碎区、粗磨区、精磨区等区域,根据热磨原料并设定了各区的参数,在一定程度上改善了分离质量,降低了能耗。然而,这些现有专利的滑切角恒定,与实际需求不完全契合;各区有独立结构参数,结构表达较为繁冗。
技术实现思路
1、本发明为了将热磨机磨片的磨齿轮廓设计为曲线函数,便于设计表达,便于齿刃受力数学分析,而提供一种基于心脏线的热磨机磨片及其设计方法。
2、为解决上述技术问题,本发明的技术方案如下:
3、本发明提供一种基于心脏线的热磨机磨片,包括所述热磨机磨片的齿刃轮廓为心脏线,
4、所述热磨机磨片的心脏线方程为:
5、ρ=a·(1-cosθ)
6、其中,ρ为心脏线上任意一点到心脏线原点的距离,即极径;a为心脏线的参数,代表心脏线的形状;θ为心脏线上任意一点的极角,即该点处极轴与x轴的夹角;
7、所述热磨机磨片的齿刃轮廓组成的心脏线上的点的横坐标和纵坐标为:
8、x=a·(1-cosθ)·cosθ
9、y=a·(1-cosθ)·sinθ
10、其中,x和y分别为心脏线上的点的横坐标和纵坐标;a为心脏线的参数,代表心脏线的形状;θ为心脏线上任意一点的极角,即该点处极轴与x轴的夹角。
11、进一步,所述极角θ满足θ∈(θ1,θ2),θ1为心脏线起始点的极角,θ2为心脏线终止点的极角;其中,所述心脏线起始点的极角θ1的范围为28°到60°。
12、本发明还提供一种基于心脏线的热磨机磨片的设计方法,包括以下步骤:
13、s1、确定热磨机磨片的内圆半径r1和外圆半径r2;
14、所述外圆半径r2的范围为400-2000mm,所述内圆半径r1的表达式为:
15、r1=c1·r2 (1)
16、其中,c1为常数,c1的范围为0.4-0.6;
17、s2、确定心脏线的原点为热磨机磨片的圆心o;
18、s3、定义心脏线上的任意一点p、磨齿起始点p1、磨齿终止点p2、磨齿起始点所在的回转半径ρ1、心脏线上的任意一点的滑切角α、心脏线上的任意一点的极角θ;
19、所述心脏线上的任意一点p为心脏线与热磨机磨片半径所在的直线的交点;
20、所述磨齿起始点p1为心脏线与热磨机磨片内径的交点;
21、所述磨齿终止点p2为心脏线与热磨机磨片外径的交点;
22、所述磨齿起始点所在的回转半径ρ1的表达式为:
23、ρ1=r1 (2)
24、所述心脏线上的任意一点的滑切角α为该点处的极轴与该点处的切线之间的夹角,心脏线起始点的滑切角用α1表示,心脏线终止点的滑切角用α2表示,所述心脏线起始点的滑切角α1的范围为14°到30°;
25、所述心脏线上的任意一点的极角θ为该点处的极轴与x轴之间的夹角,心脏线起始点的极角用θ1表示,心脏线终止点的极角用θ2表示;
26、s4、求得热磨机磨片的心脏线方程;
27、所述热磨机磨片的心脏线方程为ρ=a·(1-cosθ),θ∈(θ1,θ2);
28、其中,ρ为心脏线上任意一点到心脏线原点的距离,即极径;a为心脏线的参数,代表心脏线的形状;θ为心脏线上任意一点的极角,即该点处极轴与x轴的夹角;θ1为心脏线起始点的极角;θ2为心脏线终止点的极角。
29、进一步,步骤s4具体包括:
30、s41、设心脏线的参数方程;
31、心脏线参数方程为:
32、ρ=a·(1-cosθ) (3)
33、x=a·(1-cosθ)·cosθ (4)
34、y=a·(1-cosθ)·sinθ (5)
35、s42、计算心脏线起始点的极角θ1;
36、分别求式(4)和式(5)对极角θ的导数,得式(6)和式(7);
37、
38、
39、求y对x的导数,y对x的导数等于心脏线上极角θ所对应的切线斜率,如式(8):
40、
41、由式(8)得:
42、
43、根据式(9)及心脏线起始点的滑切角α1的范围为14°到30°,得到心脏线起始点的极角θ1的范围为28°到60°;
44、s43、求得a值;
45、设:
46、a=c2·r2 (10)
47、联立式(1)、(2)、(3)、(10),得:
48、c1·r2=c2·r2·(1-cosθ1) (11)
49、得:
50、
51、由c1的范围为0.4到0.6以及极角θ1范围为28°到60°,得到c2max及c2min:
52、
53、
54、则c2的范围为0.8到5.0,将其带入式(10)得到a值;
55、s44、求心脏线终止点的极角θ2;
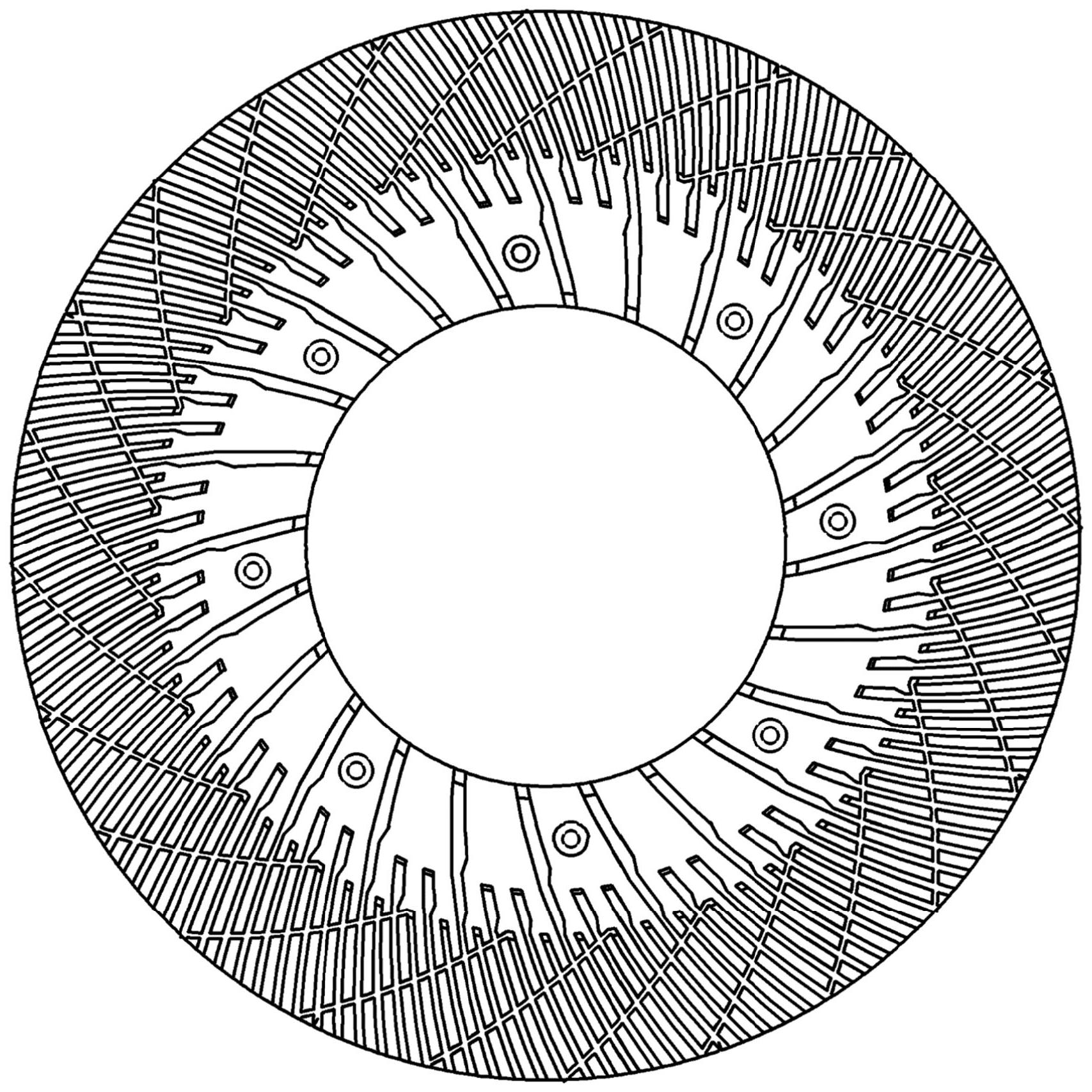
56、由下式
57、r2=a·(1-cosθ2) (13)
58、得到:
59、
60、得到热磨机磨片的心脏线方程,热磨机磨片的心脏线方程为:
61、ρ=a·(1-cosθ),θ∈(θ1,θ2) (15)
62、其中,ρ为心脏线上任意一点到心脏线原点的距离,即极径;a为心脏线的参数,代表心脏线的形状;θ为心脏线上任意一点的极角,即该点处极轴与x轴的夹角;θ1为心脏线起始点的极角;θ2为心脏线终止点的极角。
63、进一步,所述磨齿起始点p1和所述磨齿终止点p2形成的心脏线线段p1p2为热磨机磨片的磨齿轮廓。
64、进一步,将所述心脏线线段p1p2进行圆周阵列,得到完整的热磨机磨片。
65、与现有技术相比,本发明技术方案的有益效果是:
66、本发明提供了一种基于心脏线的热磨机磨片及其设计方法,本发明提供的基于心脏线的热磨机磨片由内圆至外圆,逐渐增加的滑切角与逐渐增加的切削速率相匹配,逐渐增加的滑切角与逐渐减小的切削力相匹配,从而提高纤维分离质量、降低能耗、延长刀具寿命;热磨机磨片的磨齿轮廓设计为曲线函数,便于设计表达,便于齿刃受力数学分析。
本文地址:https://www.jishuxx.com/zhuanli/20240617/41597.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表