一种基于生物基锦纶的军用混纺纱、其纺纱加工方法及应用与流程
- 国知局
- 2024-07-05 16:21:13
本发明涉及一种基于生物基锦纶的军用混纺纱、其纺纱加工方法及应用,属于纺织。
背景技术:
1、半精纺的产品性质和质量介于精纺和粗纺之间,粗纺的成品纱线质量较精纺的成品纱线质量要低一些,但相对的精纺工艺流程更长,生产成本更高。半精纺的工艺流程上是将毛纺的工艺流程和精纺的工艺流程相结合,毛纺的合毛工序加上精纺的梳理、并条、粗纱、细纱、自络工序,不采用精梳这一工序的原因是化学纤维不像棉,原料基本没有短绒,且纺纱过程中基本不会产生短绒。采用半精纺这种纺纱方式的主要原因是成本低,成纱质量较好,多种纤维混纺时能够充分混合均匀。
2、环锭纺纱是由锭子和钢领、钢丝圈进行加捻,由罗拉进行牵伸的一种机械纺纱的方法。传统环锭纺纱线的断裂强力上限已经不能满足军用纱线的强力要求,从质量指标方面来看,传统环锭纺纱线的断裂强力、条干和毛羽值已经不如紧密纺纱线、包覆纱、复捻纱等新型纱线。
3、紧密纺是在改进的环锭纺细纱机上进行纺纱的一种纺纱技术,其主要技术点是在环锭细纱机牵引装置前增加了一个纤维凝聚区,基本消除了前罗拉至加捻点之间的纺纱加捻三角区。纤维须条从前罗拉前口输出后,先经过异形吸风管外套网眼皮圈,须条在网眼皮圈上运动,由于气流的收缩和聚合作用,通过异形管的吸风槽使须条集聚、转动,逐步从扁平带状转为圆柱体,纤维的端头均捻入纱线内,因此成纱非常紧密。采用紧密纺的主要原因是为了提高纱线的断裂强力和条干不匀率,且纱线有着外观光洁、毛羽少的优点。
4、包覆纱又称包缠纱,是一种新型结构的纱线,它是以长丝或短纤维为纱芯,外包另一种长丝或短纤维纱条。外包纱按照螺旋的方式对芯纱进行包覆。其特点为条干均匀、膨松丰满、纱线光滑而毛羽少、强力高、断头少。
5、复捻纱是一种将丝与丝或者丝与纱线进行初捻和复捻的纺纱方法,丝主要采用锦纶长丝、粘胶长丝、涤纶长丝等,纱线种类无特殊要求,但纱线断裂强力不能过低,否则在纺纱过程中容易发生纱线断裂。复捻纱的工艺流程主要有络丝、初捻和复捻,络丝是将一根或者两根丝均匀缠绕到满足后工序加工的工字管上,初捻是将工字管的丝进行加捻,复捻是将两根经过初捻的丝再次进行合股加捻。
6、现有方法制备的混纺纱的强度、条干、毛羽等性能指标难以满足军用纱线的要求,急需一种强度高、条干好、毛羽少的混纺纱以满足军用纱线的要求。
技术实现思路
1、针对现有技术存在的不足,本发明提供一种基于生物基锦纶的军用混纺纱、其纺纱加工方法及应用。本发明方法所得混纺纱强度高、条干好、毛羽少,能够满足军用混纺纱的要求。
2、本发明的技术方案如下:
3、一种基于生物基锦纶的军用混纺纱,所述军用混纺纱包括两根紧密纺纱线和两根生物基锦纶长丝;一根紧密纺纱线和一根生物基锦纶长丝经初捻得到初捻纱;两根初捻纱经复捻得到军用混纺纱。
4、根据本发明优选的,紧密纺纱线由莱赛尔纤维和维纶纤维组成,莱赛尔纤维和维纶纤维的质量比为30-60:20-40;紧密纺纱线线密度10-100tex,细纱捻系数350-450,细纱捻系数偏高设计保证纱线强力,捻向为s向或z向。
5、根据本发明优选的,生物基锦纶长丝选用全拉伸丝(fdy),细度为40d-100d,孔数1f-24f,孔数越小手感越硬。生物基锦纶是一种以天然的生物质即高粱、玉米和小麦等为原料,通过微生物、物理和化学方法制备,环保、性能佳、能提高织物的舒适性;它的吸水率、强度、柔软度、吸湿性、回弹性、染色性能都优于市面上常用的锦纶6和锦纶66。
6、根据本发明优选的,初捻和复捻的捻向相反,即初捻为z向则复捻为s向,或者,初捻为s向则复捻为z向;优选的,紧密纺纱线的捻向和初捻的捻向相反。
7、根据本发明优选的,初捻捻系数为300-400;复捻捻系数为320-450。为保证纱线强力,捻系数要偏高设计。
8、根据本发明优选的,军用混纺纱中,紧密纺纱线和生物基锦纶长丝的质量比为70-80:20-30。
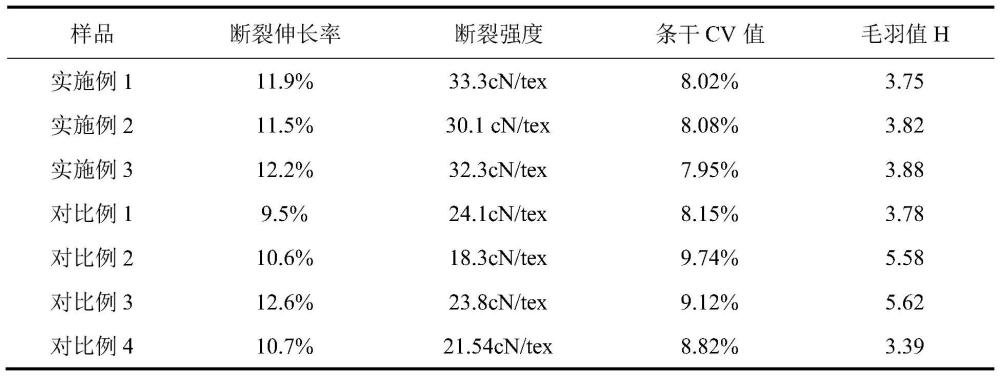
9、根据本发明优选的,军用混纺纱的断裂伸长率为9-12.5%,断裂强度为24-35cn/tex,条干cv值为7.5-8.2%,毛羽值h为3.7-3.9;优选的,军用混纺纱的断裂伸长率为11.5-12.2%,断裂强度为30.1-33.3cn/tex,条干cv值为7.95-8.08%,毛羽值h为3.75-3.88。
10、上述基于生物基锦纶的军用混纺纱的纺纱加工方法,包括步骤:一根紧密纺纱线和一根生物基锦纶长丝经络丝、初捻得到初捻纱;两根初捻纱经复捻得到军用混纺纱。
11、根据本发明,络丝是将生物基锦纶长丝和紧密纺纱线均匀缠绕到下道工序所用的工字管上;优选的,络丝车速控制在250-550米/分钟;在络丝的同时对生物基锦纶长丝进行加网操作,每米网络节点数量为80至120个。在络丝设备上通过加装喷嘴用0.2mpa的气压喷气对生物基锦纶长丝进行加网操作,保证后道工序生物基锦纶长丝的弹性以及生物基锦纶长丝和紧密纺纱线之间不会滑脱,有利于下道工序的加工。
12、根据本发明优选的,紧密纺纱线以莱赛尔纤维和维纶纤维为原料,经合毛、梳理、并条、粗纱、细纱、自络得到紧密纺纱线。
13、优选的,紧密纺纱线原料选用维纶纤维保证纱线的保暖性和耐磨性,选用莱赛尔纤维保证纱线强力;莱赛尔纤维是以天然植物纤维为原料,是一种绿色纤维,用这一纤维制成的衣物不仅光泽自然、手感滑润、强度高、基本不缩水,而且透湿性、透气性好;维纶吸湿性大,其性能接近于棉花;莱赛尔纤维或维纶纤维的纤维长度为38mm或51mm,纤维长度过长会导致在并条、粗纱、细纱工序出现牵伸不匀的问题;莱赛尔纤维线密度为1.1-2.2dtex,维纶纤维线密度为1.1-2.2dtex。
14、优选的,使用合毛机开松合毛1-3遍。
15、优选的,梳理工艺参数如下:使用盖板式梳理机,梳棉定量18-23克/5米,为保证梳理效果梳理机的锡林-盖板隔距用12-15千分之英寸,给棉板-刺辊隔距9-12千分之英寸,刺辊转速350-450r/min,锡林转速300-450r/min,道夫转速23-28r/min。梳理工序将经过合毛后的混合纤维束梳理成单纤维状态,使混合纤维变得伸直且纤维与纤维之间互相平行,制成一定规格和质量要求的均匀棉条并有规律地圈放在棉条筒中,且有一定的除杂效果。
16、优选的,并条工艺参数如下:并条工序包括一并和二并,二并用自调匀整机台保证并条的条干不匀率合格;一并是将6-8根梳棉生条并合制成一根棉条,降低条子不匀率,使纤维进一步伸直平行,并且使条子中的各种纤维成分混合均匀;一并的条子的定量为18-24克/5米,一并的牵伸倍数6-9倍,一并的罗拉中心距54*60mm或62*68mm,车速260-330米/分钟;二并是将6-8根梳棉生条并合制成一根棉条,二并的条子的定量为18-24克/5米,二并的牵伸倍数6.5-7.5倍,二并的罗拉中心距54*60mm或62*68mm,车速260-330米/分钟;二并条的条子重量不匀率要小于1.0%,条干不匀率小于3.5%。
17、优选的,粗纱工艺参数如下:粗纱的定量为5-11克/10米,牵伸倍数4-8倍,粗纱的罗拉中心距用54*60mm或62*68mm,粗纱捻系数控制在60-100,车速800-1000r/min。粗纱工序是将并条抽长拉细并使纤维进一步甚至平行,由于并条经粗纱机牵伸后强力较低,所以需加上一定的捻度来提高粗纱强力,以避免卷绕和退绕时的意外伸长,然后将加捻后的粗纱卷绕在筒管上,制成一定形状和大小的卷装。
18、优选的,细纱工艺参数如下:细纱线密度10-100tex,细纱捻系数350-450,偏高设计保证纱线强力,捻向s向或者z向,牵伸倍数20-40倍,前罗拉转速100-180r/min。细纱工序是采用紧密纺的纺纱方法,将粗纱均匀地抽长拉细到所需要的线密度,然后经过异形吸风管外套网眼皮圈,须条在网眼皮圈上运动,由于气流的收缩和聚合作用,通过异形管的吸风槽使须条集聚、转动,逐步从扁平带状转为圆柱体,然后给牵伸后的须条加上适当的捻度,给单纱一定的强度、弹性和光泽等物理机械性能,然后将细纱卷绕成管纱供自络使用。
19、优选的,自络工艺参数如下:使用自动络筒机,自络筒重1.0-1.5公斤,自络车速800-1000米/分钟,筒装成品,用自动络筒机成型好。自络工序是用自动络筒机将细纱生产的管纱退绕然后卷绕成容量大且能符合后续加工要求的筒纱,切掉纱线上的部分疵点杂质。
20、上述混纺纱在军用混纺纱中的应用。
21、本发明的有益效果如下:
22、本发明方法所得混纺纱强度高、条干好、毛羽少,能够满足军用混纺纱的强度要求,同时透气性、保暖性较好,所用原料均为绿色纤维,易降解,可回收。
本文地址:https://www.jishuxx.com/zhuanli/20240617/41970.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表