瓦楞芯材连续生产线的制作方法
- 国知局
- 2024-07-05 16:27:27
本技术属于瓦楞芯材设备领域,特别是一种瓦楞芯材连续生产线。
背景技术:
1、现有的瓦楞芯材生产线一般是使用手摇转轴放卷机放置原材料,使用时需人工操作放料,然后通过瓦楞机制作成瓦楞芯材,再由人工收卷,收卷完毕后,最后人工进行裁剪,存在的问题,人工操作多,不但浪费劳动力,而且生产效率低,并且人工放料容易造成放卷不同步,容易导致原材料偏摆,严重时甚至导致原材料掉落从而造成安全事故。
技术实现思路
1、本实用新型针对现有技术中存在的问题,提出一种瓦楞芯材连续生产,实现了瓦楞芯材的自动化生产,人工干预少,避免了放卷不同步,生产效率高。本实用新型所要解决的技术问题是通过如下技术方案实现的:
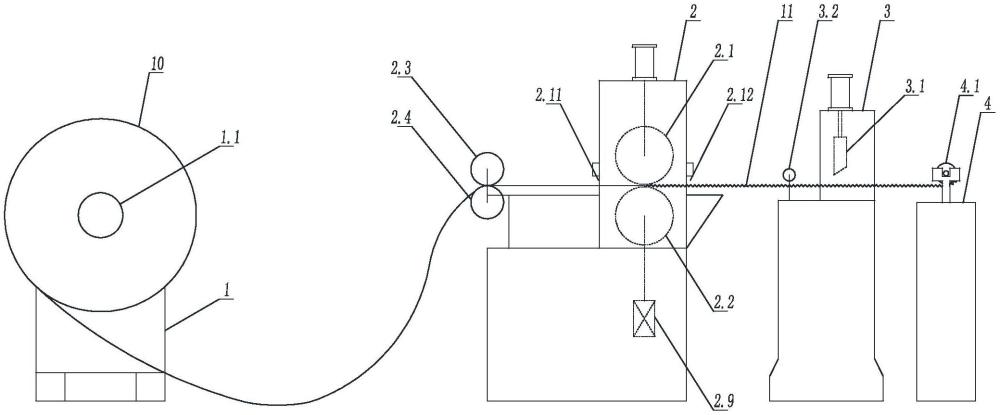
2、一种瓦楞芯材连续生产线,包括沿生产线前后方向依次设置的放料装置、瓦楞装置和剪板装置,瓦楞装置包括上下对应设置的第一压辊和第二压辊,在第一压辊和第二压辊的前方设置第一夹送辊和第二夹送辊,第一压辊、第二压辊的外表面均设有挤压槽,第一压辊通过第一电机和第一气缸、第二气缸驱动,第二压辊通过第二电机驱动;剪板装置包括切刀和防偏辊,防偏辊设置在所述切刀的前方,切刀通过第三气缸和第四气缸驱动。
3、进一步地,放料装置同步可收放卷辊、第三电机、计长编码器和支架,同步可收放卷辊通过轴承与第三电机连接,计长编码器设置在同步可收放卷辊的辊轴上,第三电机与支架固定连接。
4、进一步地,轴承为滚筒轴承,同步可收放卷辊与滚筒轴承连接,第三电机通过皮带与滚筒轴承连接。
5、进一步地,还包括自动控制系统,控制系统分别与第一电机、第二电机、第三电机、第一气缸、第二气缸、第三气缸和第四气缸连接。
6、具体地,瓦楞装置还包括第一机架,第一压辊和第二压辊设置在第一机架内,在第一机架的一侧设置进料口,在第一机架的另一侧设置出料口,第一夹送辊和第二夹送辊设置在进料口的前方,第一气缸和第二气缸与第一机架固定连接,第一压辊、第二压辊、第一夹送辊和第二夹送辊的两端分别通过轴承与第一机架连接。
7、具体地,剪板装置还包括第二机架,切刀设置在所述第二机架内,第三气缸和第四气缸与第二机架固定连接,防偏辊的两端通过轴承与第二机架连接。
8、具体地,在第二机架的一侧设置复位开关和指示灯,复位开关和指示灯与自动控制系统连接。
9、更好地,还包括卷料装置,卷料装置包括卷料辊,卷料辊设置在第三机架上,卷料辊的两端通过轴承与第三机架连接,卷料辊通过第四电机驱动。
10、更好地,第四电机与自动控制系统连接。
11、更好地,挤压槽的深度为6mm-12mm,挤压槽的波峰间距为16mm-27mm。
12、本实用新型实现了瓦楞芯材的自动化生产,人工干预少,避免了放卷不同步,生产效率高。
技术特征:1.一种瓦楞芯材连续生产线,其特征是,包括沿生产线前后方向依次设置的放料装置、瓦楞装置和剪板装置,所述瓦楞装置包括上下对应设置的第一压辊和第二压辊,在所述第一压辊和第二压辊的前方设置第一夹送辊和第二夹送辊,所述第一压辊、第二压辊的外表面均设有挤压槽,所述第一压辊通过第一电机和第一气缸、第二气缸驱动,所述第二压辊通过第二电机驱动;所述剪板装置包括切刀和防偏辊,所述防偏辊设置在所述切刀的前方,所述切刀通过第三气缸和第四气缸驱动。
2.根据权利要求1所述的瓦楞芯材连续生产线,其特征是,所述放料装置包括同步可收放卷辊、第三电机、计长编码器和支架,所述同步可收放卷辊通过轴承与第三电机连接,所述计长编码器设置在同步可收放卷辊的辊轴上,所述第三电机与支架固定连接。
3.根据权利要求2所述的瓦楞芯材连续生产线,其特征是,所述轴承为滚筒轴承,所述同步可收放卷辊与滚筒轴承连接,所述第三电机通过皮带与滚筒轴承连接。
4.根据权利要求1或2所述的瓦楞芯材连续生产线,其特征是,还包括自动控制系统,所述自动控制系统分别与第一电机、第二电机、第三电机、第一气缸、第二气缸、第三气缸和第四气缸连接。
5.根据权利要求1所述的瓦楞芯材连续生产线,其特征是,所述瓦楞装置还包括第一机架,所述第一压辊和第二压辊设置在第一机架内,在所述第一机架的一侧设置进料口,在所述第一机架的另一侧设置出料口,所述第一夹送辊和第二夹送辊设置在所述进料口的前方,所述第一气缸和第二气缸与第一机架固定连接,所述第一压辊、第二压辊、第一夹送辊和第二夹送辊的两端分别通过轴承与第一机架连接。
6.根据权利要求1所述的瓦楞芯材连续生产线,其特征是,所述剪板装置还包括第二机架,所述切刀设置在所述第二机架内,所述第三气缸和第四气缸与第二机架固定连接,所述防偏辊的两端通过轴承与第二机架连接。
7.根据权利要求6所述的瓦楞芯材连续生产线,其特征是,在所述第二机架的一侧设置复位开关和指示灯,所述复位开关和指示灯与自动控制系统连接。
8.根据权利要求1所述的瓦楞芯材连续生产线,其特征是,还包括卷料装置,所述卷料装置包括卷料辊,所述卷料辊设置在第三机架上,所述卷料辊的两端通过轴承与第三机架连接,所述卷料辊通过第四电机驱动。
9.根据权利要求8所述的瓦楞芯材连续生产线,其特征是,所述第四电机与自动控制系统连接。
10.根据权利要求1所述的瓦楞芯材连续生产线,其特征是,所述挤压槽的深度为6mm-12mm,所述挤压槽的波峰间距为16mm-27mm。
技术总结本技术属于瓦楞芯材设备领域,特别是一种瓦楞芯材连续生产线,包括沿生产线前后方向依次设置的放料装置、瓦楞装置和剪板装置,瓦楞装置包括上下对应设置的第一压辊和第二压辊,在第一压辊和第二压辊的前方设置第一夹送辊和第二夹送辊,第一压辊、第二压辊的外表面均设有挤压槽,第一压辊通过第一电机和第一气缸、第二气缸驱动,第二压辊通过第二电机驱动;剪板装置包括切刀和防偏辊,防偏辊设置在所述切刀的前方,切刀通过第三气缸和第四气缸驱动。本技术实现了瓦楞芯材的自动化生产,人工干预少,避免了放卷不同步,生产效率高。技术研发人员:胡敬营受保护的技术使用者:佛山市三水区拓普邦建材有限公司技术研发日:20230727技术公布日:2024/5/10本文地址:https://www.jishuxx.com/zhuanli/20240617/42651.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表