一种薄型防火板贴铝蜂窝板饰面原纸生产工艺及其生产方法与流程
- 国知局
- 2024-07-05 16:49:28
本发明涉及原纸生产,具体是一种薄型防火板贴铝蜂窝板饰面原纸生产工艺及其生产方法。
背景技术:
1、原纸生产是指将纤维原料经过一系列工艺步骤加工成最初的纸张产品,这个过程包括纸浆制备、湿部成型、脱水处理、干燥和卷取等工序,但是,现有的薄型防火板贴铝蜂窝板饰面原纸生产工艺在生产过程中存在填料保留率较低的现象,易导致纸张表面的填料含量不均匀或减少,影响纸张的表面光泽和质感,同时生产后的纸张性能指标较差。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本申请的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、鉴于上述或现有技术中存在填料保留率较低的现象,易导致纸张表面的填料含量不均匀或减少,影响纸张的表面光泽和质感,同时生产后的纸张性能指标较差。
3、为实现上述目的,本发明提供如下技术方案:
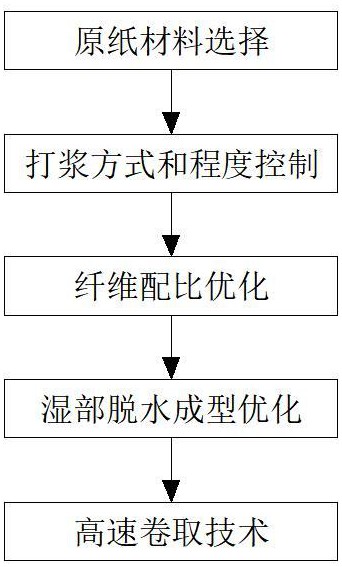
4、一种薄型防火板贴铝蜂窝板饰面原纸生产工艺及其生产方法,所述薄型防火板贴铝蜂窝板饰面原纸生产工艺由原纸材料选择、打浆方式和程度控制、纤维配比优化、湿部脱水成型优化以及高速卷取技术组成,所述生产工艺所需要的材料包括木浆纸、竹浆纸、水、脱水设备、真空装置以及高速卷取设备。
5、作为本发明再进一步的方案:所述在原纸材料选择阶段,需要选择木浆纸,并确保其具有较高的强度和耐水性。
6、作为本发明再进一步的方案:所述在打浆方式和程度控制阶段,其具体操作步骤如下:
7、准备原纸材料:收集纤维素原纸木浆纸作为基材;
8、切割纸张:将纤维素原纸切成小块,以便更好地进行打浆处理;
9、加水与湿化:将适量的水加入到打浆机中,再将切割后的纤维素原纸放入水中,充分浸泡,进行湿化,湿化时间为15-30分钟,并使纸张充分吸水软化;
10、打浆处理:将湿化好的纤维素原纸放入打浆机中,并启动打浆机进行机械搅拌,搅拌过程中,纤维素原纸会在水中充分分散和剥离,形成纤维及细小纤维束;
11、控制程度:在搅拌过程中,通过控制搅拌的时间、速度和机械力,调整打浆的程度以控制纤维的分散度和剥离度。
12、作为本发明再进一步的方案:所述在纤维配比优化阶段,收集高质量的木浆纸和竹浆纸作为基材,将木浆纸和竹浆纸分别进行单独的打浆处理,以确保纤维在水中充分分散和剥离,按照70%/30%的比例,将打好浆的木浆纸和竹浆纸进行混合,可以在一个混浆槽中进行,混浆时间在10-20分钟,设备采用纸浆混浆机r3500,其混浆速度为500rpm。
13、作为本发明再进一步的方案:所述在湿部脱水成型优化阶段,将湿纸浆送入脱水装置,通过网纹进行布料,打开真空装置,大气压差会通过网纹或滚筒吸附纸浆上方的水分,促使纸浆向内部渗透,从而实现脱水的目的,通过真空装置的作用,纸浆中的水分会被脱去,被真空源抽走,经过脱水后,湿纸浆逐渐变为纸张,固体成型。
14、作为本发明再进一步的方案:所述在湿部脱水成型优化阶段还包括在纸浆中添加填料悬浮剂和树脂,其添加比例分别为总量的5%和3%,还包括调整网纹的开孔率,其开孔率为10%,网纹深度为30μm。
15、作为本发明再进一步的方案:所述在高速卷取技术阶段,采用xyz-3000高速卷取机,其具体步骤如下:
16、确保卷取机的设备和辅助设施正常运行,卷芯、纸芯管等物料准备充足;
17、根据纸张的规格和要求,调整卷取机的参数设置;
18、将纸张端部对齐并逐一安装到卷取设备上,确保纸张张力适当,并正确装配纸芯管;
19、启动卷取机,确保设备运行平稳;
20、卷取机能够根据设定的参数进行自动纸张卷取,纸张顺着卷芯管不断地卷绕起来,形成纸卷;
21、操作人员需要密切监控卷取过程,确保纸张的卷取质量和稳定性;
22、达到预设的纸卷直径或完成卷取任务后,停止卷取机。
23、与现有技术相比,本发明的有益效果是:
24、1、本发明通过优化湿部工艺和增加填料保留率可以改善纸张的表面平整度、光泽度和质感,使其更具吸引力和竞争力,通过调整纤维配比、打浆方式和程度等工艺控制措施,可以优化纸浆中纤维和填料的分散均匀性,从而提高纸张的强度、抗张力和耐磨损性等性能指标,通过提高填料保留率,能够有效降低填料的消耗量,减少成本,并且能够最大限度地利用原料资源,减少浪费,通过稳定车速、真空度和运动部件抽吸力的优化,可提高生产设备的运行稳定性,降低生产变异性,进而提高纸张生产的效率和连续性。
技术特征:1.一种薄型防火板贴铝蜂窝板饰面原纸生产工艺及其生产方法,其特征在于:所述薄型防火板贴铝蜂窝板饰面原纸生产工艺由原纸材料选择、打浆方式和程度控制、纤维配比优化、湿部脱水成型优化以及高速卷取技术组成,所述生产工艺所需要的材料包括木浆纸、竹浆纸、水、脱水设备、真空装置以及高速卷取设备。
2.根据权利要求1所述的一种薄型防火板贴铝蜂窝板饰面原纸生产工艺及其生产方法,其特征在于:所述在原纸材料选择阶段,需要选择木浆纸,并确保其具有较高的强度和耐水性。
3.根据权利要求1所述的一种薄型防火板贴铝蜂窝板饰面原纸生产工艺及其生产方法,其特征在于:所述在打浆方式和程度控制阶段,其具体操作步骤如下:
4.根据权利要求1所述的一种薄型防火板贴铝蜂窝板饰面原纸生产工艺及其生产方法,其特征在于:所述在纤维配比优化阶段,收集高质量的木浆纸和竹浆纸作为基材,将木浆纸和竹浆纸分别进行单独的打浆处理,以确保纤维在水中充分分散和剥离,按照70%/30%的比例,将打好浆的木浆纸和竹浆纸进行混合,可以在一个混浆槽中进行,混浆时间在10-20分钟,设备采用纸浆混浆机r3500,其混浆速度为500rpm。
5.根据权利要求1所述的一种薄型防火板贴铝蜂窝板饰面原纸生产工艺及其生产方法,其特征在于:所述在湿部脱水成型优化阶段,将湿纸浆送入脱水装置,通过网纹进行布料,打开真空装置,大气压差会通过网纹或滚筒吸附纸浆上方的水分,促使纸浆向内部渗透,从而实现脱水的目的,通过真空装置的作用,纸浆中的水分会被脱去,被真空源抽走,经过脱水后,湿纸浆逐渐变为纸张,固体成型。
6.根据权利要求5所述的一种薄型防火板贴铝蜂窝板饰面原纸生产工艺及其生产方法,其特征在于:所述在湿部脱水成型优化阶段还包括在纸浆中添加填料悬浮剂和树脂,其添加比例分别为总量的5%和3%,还包括调整网纹的开孔率,其开孔率为10%,网纹深度为30μm。
7.根据权利要求1所述的一种薄型防火板贴铝蜂窝板饰面原纸生产工艺及其生产方法,其特征在于:所述在高速卷取技术阶段,采用xyz-3000高速卷取机,其具体步骤如下:
技术总结本发明涉及原纸生产技术领域,且公开了一种薄型防火板贴铝蜂窝板饰面原纸生产工艺及其生产方法,薄型防火板贴铝蜂窝板饰面原纸生产工艺由原纸材料选择、打浆方式和程度控制、纤维配比优化、湿部脱水成型优化以及高速卷取技术组成,所述生产工艺所需要的材料包括木浆纸、竹浆纸、水、脱水设备、真空装置以及高速卷取设备。该薄型防火板贴铝蜂窝板饰面原纸生产工艺及其生产方法,通过优化湿部工艺和增加填料保留率可以改善纸张的表面平整度、光泽度和质感,使其更具吸引力和竞争力,通过调整纤维配比、打浆方式和程度等工艺控制措施,可以优化纸浆中纤维和填料的分散均匀性,从而提高纸张的强度、抗张力和耐磨损性等性能指标。技术研发人员:郑国荣,余卫峰,徐增样,熊绍勇,张朝国,王忽忠受保护的技术使用者:浙江夏王纸业有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240617/44569.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表