一种法兰橡胶垫圈加工装置的制作方法
- 国知局
- 2024-07-08 10:45:16
本技术属于阀门法兰橡胶垫圈加工,特别涉及一种法兰橡胶垫圈加工装置。
背景技术:
1、阀门法兰橡胶垫圈加工时,一般都是先用划规在橡胶板上划好圆弧线,之后再利用刀具沿着划好的圆弧线进行切割加工的方式,该方式的弊端,一是需要提前划好圆弧线,费工费时;二是刀具沿着圆弧线切割时由于手的抖动容易使切割偏离圆弧线,造成加工的垫圈形成废料,加大了施工成本。
技术实现思路
1、本实用新型的目的在于提供一种法兰橡胶垫圈加工装置,解决了用刀具切割费时且易形成废料的问题。将加工装置放在橡胶板上,之后以立轴为中心松动螺钉移动套管,使套管下面的切割刀与立轴之间的距离满足垫圈内半径或外半径要求,然后紧固螺钉,并操作手柄向下用力同时旋转摆杆,在橡胶板上切割出垫圈的内圆弧或外圆弧,以此方式将橡胶垫圈切割加工完。
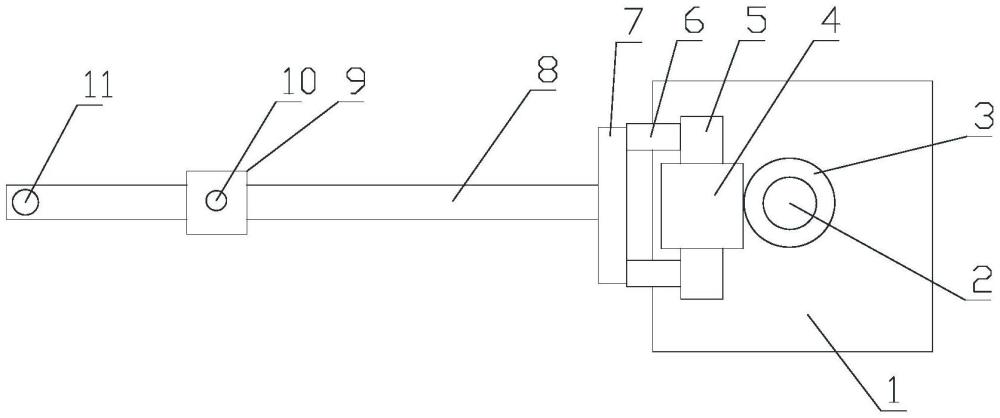
2、一种法兰橡胶垫圈加工装置,包括底座1、立轴2、主滑滚3、侧滑滚4、侧滚轴5、连接杆6、固定杆7、摆杆8、套管9、螺钉10、手柄11、切割刀12,组合使用;立轴2和主滑滚3组成滚动系统,主滑滚3以立轴2为中心转动;立轴2与底座1中部垂直焊接;侧滑滚4和侧滚轴5组成滚动系统,侧滑滚4以侧滚轴5为中心转动;侧滑滚4与主滑滚3侧面垂直焊接;两个连接杆6分别与侧滚轴5两端垂直焊接;固定杆7两端与两个连接杆6另一端焊接;摆杆8一端与固定杆7中部垂直焊接;套管9穿过摆杆8并用螺钉10紧固;切割刀12与套管9下面垂直焊接;手柄11与摆杆8另一端垂直焊接。
3、所述的底座1为30mm厚的钢板,加工而成,尺寸(长*宽)300*300mm。
4、所述的立轴2直径30mm,长200mm;主滑滚3外径80mm,内径70mm;侧滑滚4外径60mm,内径25mm;侧滚轴5直径25mm,长150mm;螺钉10直径10mm,长50mm;切割刀12长130mm。
5、所述的连接杆6和固定杆7为直径20mm的圆钢,加工而成,长度分别为60mm和130mm。
6、所述的摆杆8为直径30mm的圆管,加工而成,长300-1000mm。
7、所述的套管9为直径40mm的圆管,加工而成,长100mm。
8、所述的手柄11为直径25mm的圆管,加工而成,长150mm。
9、使用时,将加工装置放在橡胶板13上,之后以立轴2为中心松动螺钉10移动套管9,使套管9下面的切割刀12与立轴2之间的距离满足垫圈内半径或外半径要求,然后紧固螺钉10,并操作手柄11向下用力同时旋转摆杆8,在橡胶板13上切割出垫圈的内圆弧或外圆弧,以此方式将橡胶垫圈切割加工完。
10、本实用新型的优点在于,该加工装置组装简单,操作方便,既避免了圆规划线,省工省时,又保证了垫圈加工精度,降低了施工成本。
技术特征:1.一种法兰橡胶垫圈加工装置,其特征在于,包括底座(1)、立轴(2)、主滑滚(3)、侧滑滚(4)、侧滚轴(5)、连接杆(6)、固定杆(7)、摆杆(8)、套管(9)、螺钉(10)、手柄(11)和切割刀(12);立轴(2)和主滑滚(3)组成滚动系统,主滑滚(3)以立轴(2)为中心;立轴(2)与底座(1)中部垂直焊接;侧滑滚(4)和侧滚轴(5)组成滚动系统,侧滑滚(4)以侧滚轴(5)为中心;侧滑滚(4)与主滑滚(3)侧面垂直焊接;两个连接杆(6)分别与侧滚轴(5)两端垂直焊接;固定杆(7)两端与两个连接杆(6)另一端焊接;摆杆(8)一端与固定杆(7)中部垂直焊接;套管(9)穿过摆杆(8)并用螺钉(10)紧固;切割刀(12)与套管(9)下面垂直焊接;手柄(11)与摆杆(8)另一端垂直焊接。
2.根据权利要求1所述的加工装置,其特征在于,所述的底座(1)为30mm厚的钢板,尺寸300*300mm。
3.根据权利要求1所述的加工装置,其特征在于,所述的立轴(2)直径30mm,长200mm;主滑滚(3)外径80mm,内径70mm;侧滑滚(4)外径60mm,内径25mm;侧滚轴(5)直径25mm,长150mm;螺钉(10)直径10mm,长50mm;切割刀(12)长130mm。
4.根据权利要求1所述的加工装置,其特征在于,所述的连接杆(6)和固定杆(7)为直径20mm的圆钢,长度分别为60mm和130mm。
5.根据权利要求1所述的加工装置,其特征在于,所述的摆杆(8)为直径30mm的圆管,长300-1000mm。
6.根据权利要求1所述的加工装置,其特征在于,所述的套管(9)为直径40mm的圆管,长100mm。
7.根据权利要求1所述的加工装置,其特征在于,所述的手柄(11)为直径25mm的圆管,长150mm。
技术总结一种法兰橡胶垫圈加工装置,属于阀门法兰橡胶垫圈加工技术领域。加工装置包括底座、立轴、主滑滚、侧滑滚、侧滚轴、连接杆、固定杆、摆杆等;立轴和主滑滚组成滚动系统,立轴与底座中部垂直焊接;侧滑滚和侧滚轴组成滚动系统,侧滑滚与主滑滚侧面垂直焊接;两个连接杆分别与侧滚轴两端垂直焊接;固定杆两端与两个连接杆另一端焊接;摆杆一端与固定杆中部垂直焊接;套管穿过摆杆并用螺钉紧固;切割刀与套管下面垂直焊接;手柄与摆杆另一端垂直焊接。优点在于,组装简单,操作方便,既避免了圆规划线,省工省时,又保证了垫圈加工精度,降低了施工成本。技术研发人员:肖俊才,王放,张国庆,焦立国,毛云飞,李琛宇受保护的技术使用者:北京首钢建设集团有限公司技术研发日:20231031技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240617/50139.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表