一种骨传导振子弹片的冲压成型工艺及其制得的骨传导振子弹片的制作方法
- 国知局
- 2024-07-08 10:53:52
本发明涉及耳机配件,尤其公开了一种骨传导振子弹片的冲压成型工艺及其制得的骨传导振子弹片。
背景技术:
1、骨传导耳机是一种通过将声音振动传递到人的头骨的发声装置,其核心部件是为位于耳机壳体内的振子,振子接收音频信号后会产生微小的振动,这些振动通过直接接触用户头骨传递到内耳,激发听觉神经,产生听觉感知。弹片作为其中的重要部件,在使用过程中作为振子振动恢复的支撑部件,安装在壳体上用于实现振子的振动复位。
2、因此,影响振子发声品质的很大部分因素取决于弹片的质量,而弹片的质量除了由其自身的结构设计之外,其加工制造的工艺、过程也最终决定了弹片的弹性力、强度、使用寿命等;现有技术中的弹片由于硬度较低、抗腐蚀能力弱,使得在长期使用过程中容易出现断裂的现象;另外,由于弹片结构多为不规则形状,使得其在加工制造过程中需要选择使用的工件毛坯在后期加工时废料去除较为严重,加工材料浪费较为严重。
技术实现思路
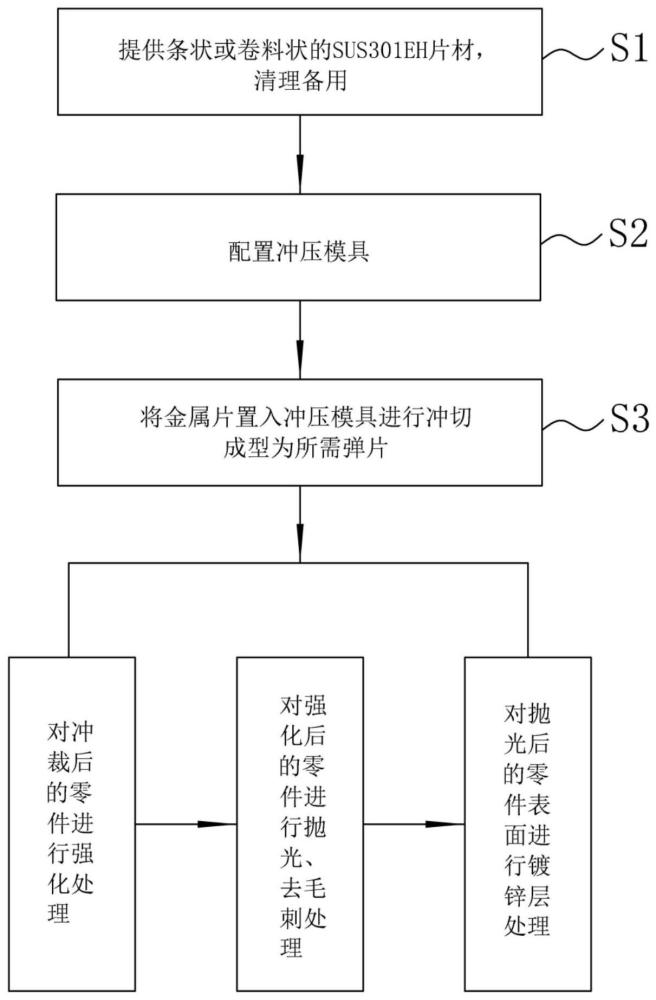
1、为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种骨传导振子弹片的冲压成型工艺及其制得的骨传导振子弹片,包括如下步骤:
2、s1:提供条状或卷料状的金属片;
3、s2:配置冲压模具,该冲压模具包括用于限位金属片的上模与下模、用于对上模与下模所限位的金属片进行冲切冲切且活动设置的冲刀;
4、s3:将金属片置于冲压模具内进行冲切,冲刀具有突伸出上模或下模的内弧部、设置在内弧部外侧的外弧部,内弧部冲切金属片形成内环架体,外弧部冲切金属片形成外环架体,内环架体和外环架体之间形成弹性臂,具有内环架体、外环架体、连接在内环架体和外环架体之间的弹性臂的金属片为弹片。
5、进一步的,所述s1步骤包括:金属片为sus301eh材质,金属片的厚度范围在0.1mm和0.2mm之间。
6、进一步的,冲刀还具有围设在外弧部外侧的环形部,环形部对金属片冲切形成毛坯件,冲切后的毛坯件位于上模和下模之间,毛坯件以外部分落料至外界废料回收装置;
7、外弧部具有向内弧部延伸设置的隔断部,内弧部、外弧部的数量均为两个,两个内弧部、两个外弧部分别沿冲压模具的中心轴线对称设置,隔断部位于两个内弧部之间;冲刀的环形部、内弧部以及外弧部冲切毛坯件将毛坯件成型为具有内环架体、外环架体、连接在环体之间的弹性臂的弹片。
8、进一步的,对毛坯件的冲切还包括以下步骤:
9、冲刀的外弧部和环形部之间具有多个第一冲孔部,第一冲孔部对外环架体冲切形成多个第一定位孔,第一定位孔用于和振子的壳体配合安装;
10、冲刀的两个内弧部之间具有第二冲孔部、第三冲孔部,第二冲孔部、第三冲孔部对内环架体冲孔形成第二定位孔以及电极孔,振子单元借助第二定位孔与内环架体通过销孔配合的方式连接,电极孔用于容设振子单元中线圈的正负极端子。
11、进一步的,骨传导振子弹片的冲压成型工艺还包括以下步骤:对成型后的弹片进行强化处理,强化处理步骤包括:
12、(a)用防止冲切后的弹片与相邻设置的物体粘合的材料涂覆冲切后的弹片;
13、(b)将冲切后的弹片加热至退火温度;
14、(c)冷却加热后的弹片。
15、进一步的,骨传导振子弹片的冲压成型工艺还包括以下步骤:当所需弹片经由强化步骤处理后,对弹片进行表面处理,改善材料的表面质量和外观。
16、进一步的,所述表面处理步骤包括:
17、(a)对强化处理后的弹片的边缘进行去毛刺处理;
18、(b)对去毛刺处理后的弹片进行抛光处理。
19、进一步的,骨传导振子弹片振子单元的冲压成型工艺还包括以下步骤:对表面处理后的弹片进行镀层处理,增加弹片的耐腐蚀性能。
20、进一步的,所述镀层处理步骤包括:
21、(a)使用溶剂或酸性清洗剂去除弹片振子单元表面的杂质;
22、(b)利用酸性活化剂对弹片振子单元进行活化处理;
23、(c)将活化处理后的弹片振子单元浸入含有锌盐的电镀槽中,在弹片振子单元表面沉积一层锌形成镀锌层。
24、进一步的,所述镀层处理还包括以下步骤:将表面镀锌处理后的弹片振子单元浸入浓度为5%-10%的氯化钠溶液实验48小时以上。
25、一种骨传导振子弹片,包括内环架体,外环架体以及连接在内环架体和外环架体之间的弹性臂;所述内环架体外环架体以及弹性臂所构成的弹片至少具有两条对称轴线,所述弹性臂至少具有一个折弯部;所述外环架体上设有用以与骨传导耳机振子壳体配合安装的第一定位孔,所述内环架体上设有用以与振子的磁路机构配合安装的第二定位孔以及电极孔。
26、本发明的有益效果:
27、(1)选用301不锈钢作为弹片制作的原材料,通过强化处理形成厚度为0.15mm,公差不超过0.02mm厚的金属片,将金属片放入提前制好的冲压模具中进行冲裁处理形成雏形弹片;使得弹片具有较高的屈服强度和抗拉强度,使其能够在振动过程中承受较大的负载,不容易发生形变或断裂,提升了弹片的整体结构强度。
28、(2)对冲切后的雏形弹片进行化学抛光、去毛刺处理;显著提高了弹片的表面光滑度,减少了弹片表面的摩擦阻力,有助于提升振子的振动传递效率;降低了振子和弹片的磨损率,对提升弹片的耐久性和使用寿命有明显提升。
29、(3)通过在弹片表面电镀锌形成环保镀锌层,并借助5%浓度的氯化钠溶液实验48小时以上,评估合格后作为完成品使用;有助于防止弹片表面因潮湿、酸性或碱性环境而产生的氧化、腐蚀和锈蚀;显著提升了弹片的抗腐蚀性能,增加弹片的使用寿命,优化成本。
技术特征:1.一种骨传导振子弹片的冲压成型工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种骨传导振子弹片的冲压成型工艺,其特征在于:所述步骤s1中的金属片为sus301eh材质,金属片的厚度为0.1mm-0.2mm。
3.根据权利要求1所述的一种骨传导振子弹片的冲压成型工艺,其特征在于:
4.根据权利要求3所述的一种骨传导振子弹片的冲压成型工艺,其特征在于:
5.根据权利要求4所述的一种骨传导振子弹片的冲压成型工艺,其特征在于:所述步骤s3中,在冲刀冲切金属片形成弹片(100)后,对弹片(100)进行强化处理,所述强化处理包括:
6.根据权利要求5所述的一种骨传导振子弹片的冲压成型工艺,其特征在于:所述弹片(100)经由强化步骤处理后,对弹片(100)进行表面处理,所述表面处理包括:
7.根据权利要求6所述的一种骨传导振子弹片的冲压成型工艺,其特征在于:对表面处理后的弹片(100)进行镀锌层处理,增加弹片(100)的耐腐蚀性能。
8.根据权利要求7所述的一种骨传导振子弹片的冲压成型工艺,其特征在于:所述镀锌层处理包括:
9.根据权利要求8所述的一种骨传导振子弹片的冲压成型工艺,其特征在于:镀层处理还包括将表面沉积锌层后的弹片(100)浸入氯化钠溶液内进行抗腐蚀性测试。
10.一种根据权利要求1—9任一项所述的骨传导振子弹片的冲压成型工艺制成的骨传导振子弹片,其特征在于:包括内环架体(1),外环架体(2)以及连接在内环架体(1)和外环架体(2)之间的弹性臂(3);所述内环架体(1)外环架体(2)以及弹性臂(3)所构成的弹片(100)至少具有两条对称轴线,所述弹性臂(3)至少具有一个折弯部;
技术总结本发明涉及耳机配件技术领域,尤其公开了一种骨传导振子弹片的冲压成型工艺,包括如下步骤:提供条状金属片,清理备用;配置冲压模具,该冲压模具包括上模、下模、活动设置在上模上用于冲切金属片的冲刀;冲刀具有内弧部、设置在内弧部外侧的外弧部,内弧部冲切金属片形成内环架体,外弧部冲切金属片形成外环架体,内环架体和外环架体之间未被冲切部分形成弹性臂,具有内环架体、外环架体以及弹性臂的金属片为弹片;之后,对冲切后的弹片进行强化处理提升其结构强度;对强化后的弹片进行抛光处理提升其表面平滑度;在抛光后的弹片表面锌,提升其抗腐蚀性能。通过该工艺制成的弹片在骨传导耳机工作过程中稳定性强、发声品质优良且耐腐蚀性能好。技术研发人员:肖顺,田小胜,曾鸿受保护的技术使用者:东莞市猎声电子科技有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240617/50853.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表