一种桥梁工程焊接作业系统及方法与流程
- 国知局
- 2024-07-09 16:49:16
本发明涉及桥梁工程,尤其涉及一种桥梁工程焊接作业系统及方法。
背景技术:
1、近年来预制拼装桥面板受到广泛关注,其具有质量可控,全寿命费用低,现场安装快速,需要较少工人现场作业等显著优势,常用于新桥的快速建造与旧桥的改造更新等工程。预制梁是指采用工厂预制,再运至施工现场按设计要求位置进行安装固定的梁。预制拼装桥面板接缝作为主要连接部位,其施工速度很大程度上决定预制拼装桥面板的施工速度;此外,接缝处刚度和构造不连续,在荷载作用下易出现开裂渗水等问题,造成桥面板性能劣化,耐久性和使用寿命降低。常见预制拼装桥面板接缝型式主要包括干接缝与湿接缝两种。湿接缝现场浇筑量小,施工容差大,整体性能好,逐渐成为预制拼装桥面板普遍采用的接缝型式。湿接缝的施工过程包括钢筋焊接、模板安装及混凝土浇筑。
2、cn214089514u公开一种预制梁湿接缝施工作业平台,包括主梁、吊杆和底座,两根主梁平行设置,吊杆分别设置于底座两侧,主梁下表面焊接有吊环,且吊杆顶部设置有与吊环卡扣连接的吊扣。本技术公开的预制梁湿接缝施工作业平台,将主梁安置到湿接缝施工位置,在主梁下表面焊接吊环,将下部整体底座吊装到主梁下方,使吊扣与吊环对应,作业人员将吊扣与吊环紧密连接,将焊接吊杆的底座通过吊杆与吊环进行连接以达到主梁吊起底座的目的,作业人员即可到底座上进行施工,通过设置长于预制梁湿接缝的槽钢连接下方吊篮,来提供预制梁湿接缝作业人员的安全施工作业平台,从而以安全方便的形式完成对预制梁湿接缝施工。
3、cn105088956a公开了一种市政工程桥梁湿接缝钢筋焊接焊渣承接装置及施行方法,为了解决市政高架桥等工程中,箱梁后浇湿接缝钢筋焊接施工时,焊渣火花掉落的问题,包括具有长方形底板的承接盘,其特征是所述的承接盘设有≤30mm的边框,在承接盘底板长度向的偏离中心部位设有操作杆;操作杆为u形杆件,操作杆的一侧设有挂钩;承接盘底部设有若干条沿长度方向分布的沉槽。
4、现有的预制梁之间的湿接头和/或湿接缝的钢筋焊接过程大多仍采用人工焊接的方式,其中,若派遣较多工人同时进行焊接作业,不仅会耗费更多的人力资源,增加焊接资质评估等环节,增加高空作业危害发生的概率,还会使得一联梁中的各个湿接缝的焊接质量得不到统一,对桥梁的整体质量造成影响;若派遣少量工人,甚至仅派遣一个工人来完成全部的焊接作业,此方法的焊接效率过低,与利用预制梁实现现场快速安装的初衷相悖。而现有技术中也较少地将自动焊接应用于施工现场中,不仅由于焊件无法通过传送带等设备运送到焊接设备的工作范围内,还由于施工现场情况复杂,现有的自动焊接设备难以应对具体的焊接情况,并及时调整焊接参数。
5、此外,一方面由于对本领域技术人员的理解存在差异;另一方面由于申请人做出本发明时研究了大量文献和专利,但篇幅所限并未详细罗列所有的细节与内容,然而这绝非本发明不具备这些现有技术的特征,相反本发明已经具备现有技术的所有特征,而且申请人保留在背景技术中增加相关现有技术之权利。
技术实现思路
1、为了提高轨道交通施工的焊接效率,现有技术已经出现通过图像采集的方式来实现机器设备自动焊接的技术方案。例如,公开号为cn114654138a的专利文献公开了一种接触轨自动焊接系统,该系统设置在移动小车上,通过移动小车带动系统在轨道上移动,通过图像检测单元检测移动小车的位置,完成对移动小车的初定位,并通过机器人抓取图像检测单元中的激光检测头和3d视觉相机以获取待加工焊缝的三维位置坐标,以实现对接触轨上待加工焊缝的精准定位,从而实现对自动化焊接过程的监控和精确的位置控制。该技术方案通过控制指令实现系统内各个单元的协调,保证了焊接的效率以及质量的稳定性,有助于轨道交通施工由人工或半机械化施工向智能建造方向迈进。然而,该技术方案中针对施工现场的焊接场景是通过预先的设置来实现定位的,即相应的作业位置是预先确定的,并不存在进行实时作业位置检测的需要,此种设置方式对于施工现场临时焊接场景发生改变时的准确位置识别过程来说是不利的,极易造成移动小车无法按照预设的位置进行准确移动,进而导致自动化焊接作业效率的降低。此外,该技术方案中的图像检测单元均设置在移动小车上,只能用于对当前待加工焊缝的状态信息进行检测,无法完成全局施工环境的检测、施工位置信息的识别以及焊接作业设备的路径规划等处理过程,只能在完成当前焊接任务之后再次进行焊接路线的规划与调整,由此同样显著降低了桥梁连续焊接作业的施工效率。
2、针对现有技术之不足,本发明提供了一种桥梁工程焊接作业系统及方法,以解决上述至少部分技术问题。
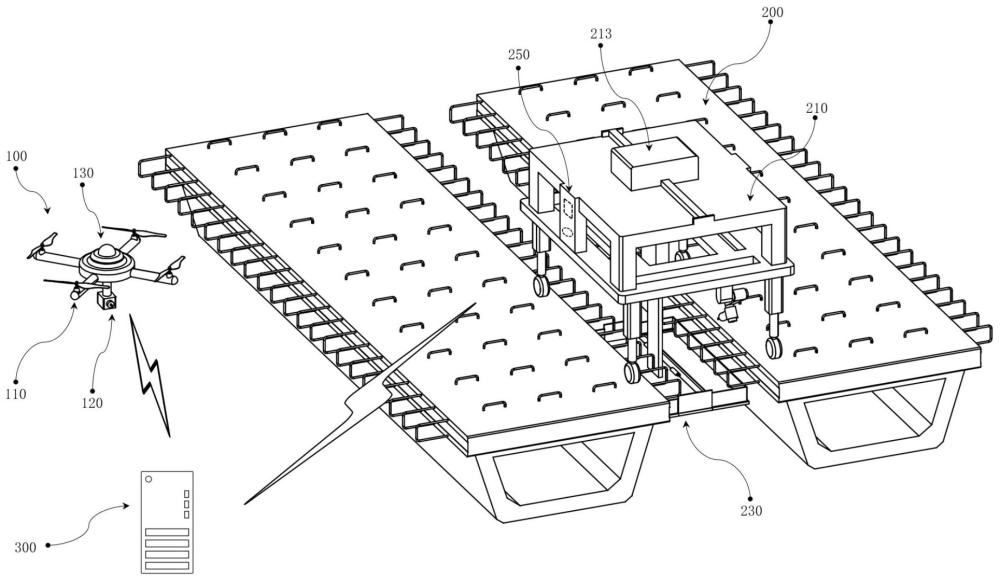
3、本发明公开了一种桥梁工程焊接作业系统,其包括:第一作业单元,用于执行焊接作业的准备工作;第二作业单元,用于执行焊接作业的焊接操作;处理单元,用于接收第一作业单元和/或第二作业单元上传的数据信息并生成对应的控制信号。第一作业单元的第一移动部件能够带动第一采集部件在施工现场的指定范围内移动至少两次,以分别获取第一图像信息和第二图像信息,其中,获取第二图像信息的二次移动路径能够由第一控制部件根据第一图像信息确定的该指定区域内的预制梁的安装方式及预制梁之间的湿接缝和/或湿接头的位置信息生成,处理单元根据第一采集部件获取的第二图像信息分析指定区域内的各条湿接缝和/或湿接头的参数信息,以确定第二作业单元的建议作业参数。
4、与现有技术不同的是,本发明的桥梁工程焊接作业系统能够通过用于执行焊接作业准备工作的第一作业单元对施工现场指定范围内的区域执行多次图像采集过程,并能够通过处理单元基于所采集的图像信息进一步分析指定区域内的焊接参数信息,以确定用于执行焊接操作的第二作业单元的建议作业参数,在此过程中,初次采集获取的图像信息能够为后续图像信息采集过程的移动路径提供生成依据。基于上述区别技术特征,本发明要解决的问题可以包括:如何根根据施工现场的实时信息确定待施工区域内的焊接施工参数,以便于及时调整相应的作业参数而提高焊接作业的效率和质量。具体地,现有技术通常将图像检测设备直接设置在焊接操作设备上,从而通过将焊接操作设备首先移动至预定的作业位置来实现待焊接参数的检测,以便于焊接操作设备能够准确输出相应的焊接作业参数。然而,此种设置方式只关注当前焊接区域内的焊接参数是否准确,无法对后续或全局的焊接作业进行准确检测,由此只能在焊接操作设备完成当前焊接作业之后才能移动到下一作业位置再次进行焊接参数的检测与识别,此时的焊接操作设备只能等待分析出具体的焊接参数时候才能进一步执行焊接作业,由此显著增加了焊接操作设备的等待时间,进而降低了焊接作业的效率。相反地,本发明能够将焊接参数的检测设备设置在与焊接操作设备相对独立设置的第一作业单元上,从而将焊接参数的检测过程与焊接作业的执行过程进行分离,以根据第一作业单元的实时焊接参数检测分析结果直接对第二作业单元的作业参数进行调整,能够在减少作业等待周期的同时提高焊接作业的质量。进一步地,现有技术难以将自动焊接应用于施工现场中,不仅由于焊件无法通过传送带等设备运送到焊接设备的工作范围内,还由于施工现场情况复杂,现有的自动焊接设备难以应对具体的焊接情况,并及时调整焊接参数。本发明利用第一作业单元获取施工现场的图像信息,使得处理单元基于第一作业单元生成的图像信息来确定可执行焊接操作的第二作业单元的包含作业顺序在内的建议作业参数,以完成将待焊接的焊件“运送”到焊接设备的工作范围内的目的,并且第二作业单元也可根据处理单元生成的建议作业参数和实时焊接过程中获取的监测信息来调节相应的操作参数,从而保证焊接质量。
5、根据一种优选实施方式,第一移动部件在沿二次移动路线移动时能够以靠近预制梁的方式使得所述第一采集部件获取相比于第一图像信息更清晰的第二图像信息,其中,所述处理单元能够通过分析第二图像信息以确定各条湿接缝和/或湿接头的参数信息,进而生成所述第二作业单元的第二移动部件的移动路线。
6、与现有技术不同的是,本发明的第一移动部件能够根据第一采集部件获取的第一图像信息调整进一步获取第二图像信息的移动路线,并能够通过处理单元对所获取的第二图像信息进行焊接参数分析以生成第二作业单元的移动路线。基于上述区别技术特征,本发明要解决的问题可以包括:如何根据施工现场的实际焊接参数信息同时调整第一作业单元以及第二作业单元的移动路径,以提高整体焊接作业系统的作业效率及作业精度。具体地,第一移动部件可带动第一采集部件以快速扫略的方式获取指定区域内的预制梁的第一图像信息,以使得接收到第一采集部件获取的第一图像信息的第一控制部件可以确定该指定区域内的预制梁的安装方式及预制梁之间的湿接缝和/或湿接头的位置信息。进一步地,第一控制部件可根据该指定区域内的预制梁的安装方式判断预制梁之间的湿接缝和/或湿接头的拼接顺序,确定第一移动部件的二次移动路线,以根据湿接缝和/或湿接头的拼接顺序依次获取各条湿接缝和/或湿接头的具体信息。在获取到更清晰的第二图像信息后,处理单元可以通过生成第二移动部件的移动路线来确定第二作业单元的作业顺序,从而使得第二作业单元可以基于处理单元生成的控制信号而沿着规划的移动路线自动完成焊接操作。
7、根据一种优选实施方式,所述第二移动部件包括工作台和设置于所述工作台一侧的若干滚轮,其中,所述工作台能够以跨设于待焊接的湿接缝和/或湿接头之上的方式使得设置于所述工作台两侧的所述滚轮分别放置于该待焊接的湿接缝和/或湿接头两侧的预制梁表面上。
8、根据一种优选实施方式,所述第二作业单元配置的操作部件包括若干铰接的支撑杆和设置于所述支撑杆的末端的焊枪,其中,所述支撑杆能够通过转台活动连接于所述工作台。
9、如此设置使得第二移动部件能够在预制梁表面沿湿接缝和/或湿接头延伸方向移动,既避免了第二移动部件在移动过程中掉入湿接缝和/或湿接头中的情况,也使得第二作业单元的操作部件可以更灵活地从适合的角度执行相应的焊接操作。
10、根据一种优选实施方式,所述第二移动部件的所述工作台上设置有能够在移动方向上进行往复运动的配重件,第二控制部件能够通过调节所述配重件的位置使得所述第二移动部件以所述滚轮不同时全部悬空的方式跨越湿接头和/或湿接缝,以到达该湿接头和/或湿接缝的相对另一侧的预制梁之间的湿接缝和/或湿接头之上。
11、与现有技术不同的是,本发明的第二控制部件能够通过调节工作台上配重件的移动位置来完成第二移动部件在不同预制梁之间的湿接缝和/或湿接头的位置调整。基于上述区别技术特征,本发明要解决的问题可以包括:如何确保第二移动部件在跨越不同湿接头和/或湿接缝的过程中其滚轮能够保持悬空状态且不发生下坠,以提高第二作业单元作业位置移动时的安全性。具体地,本发明通过调节配重件的位置使得第二移动部件在移动时可基本维持水平状态,当第二移动部件准备跨越湿接头和/或湿接缝时,第二控制部件可根据各滚轮与预制梁表面的相对位置调节滚轮的转动参数及配重件的相对位置,其中,当第二移动部件的前轮悬空时,电机可将动力主要输出给第二移动部件的后轮,并将配重件逐渐向工作台后端移动,以使得第二移动部件的前轮可以快速且平稳地移动至湿接头和/或湿接缝另一侧的预制梁表面上;当第二移动部件的位于工作台四角的滚轮均放置于预制梁表面时,配重件可重新返回至初始位置,并继续驱动滚轮转动,直至第二移动部件的后轮悬空;当第二移动部件的后轮悬空时,电机可将动力主要输出给第二移动部件的前轮,并将配重件逐渐向工作台前端移动,以使得第二移动部件的后轮可以快速且平稳地移动至湿接头和/或湿接缝另一侧的预制梁表面上,从而使得第二作业单元实现湿接头和/或湿接缝的跨越,并可继续进行位于湿接头和/或湿接缝另一侧的预制梁之间的接缝的焊接操作。
12、根据一种优选实施方式,所述第二作业单元配置的截获部件包括可伸缩的连杆和与所述连杆活动连接的收集斗,连接于所述工作台的所述连杆能够通过伸缩运动使得所述收集斗完成放出和收回操作。
13、根据一种优选实施方式,所述收集斗进行放出和收回操作的位置能够由所述处理单元基于如下方式确定:所述处理单元通过分析所述第一采集部件获取的第二图像信息而得到指定区域内各条湿接缝和/或湿接头的参数信息,以确定各条湿接缝和/或湿接头的结构特征;基于当前待焊接的湿接缝和/或湿接头的结构特征确定所述连杆的下降位置和上升位置,从而确定所述收集斗进行放出和收回操作的位置。
14、第二控制部件可根据湿接缝和/或湿接头的结构特征对连杆与工作台的连接位置进行调节,以规避移动过程中连杆被阻挡的情况。第二控制部件可根据连杆在湿接缝和/或湿接头内的位置及焊接目标在湿接缝和/或湿接头内的位置调节连杆与收集斗的连接位置,以使得收集斗可大致处于湿接缝和/或湿接头在宽度方向上的中心位置。收集斗与连杆连接的部位可设置有调平件,以通过微调倾角的方式使收集斗基本保持水平状态,其中,收集斗上可设置有倾角传感器,以用于判断收集斗与水平面之间的倾角。如此设置可避免因各滚轮的支撑平面不等高而造成工作台存在偏移,进而造成收集斗倾斜的情况,使得收集斗可以时刻保持水平状态,以降低焊渣在收集斗中的运动趋势。
15、根据一种优选实施方式,所述收集斗包括固定区域和若干活动区域,所述活动区域能够完成相对于所述固定区域的转动,以实现收紧状态和展开状态的切换,其中,第二控制部件能够驱使所述活动区域维持在收紧状态和展开状态之间的其中一个过渡状态,以使得设置于所述活动区域上的刮动件能够在所述活动区域的内腔表面完成由远端向近端的滑动。
16、工作状态下的收集斗所配置的活动区域可处于展开状态,以使得活动区域能够以相对于固定区域转动的方式使收集斗在宽度方向上的尺寸做到最大化的扩展,其中,当操作部件执行焊接操作时,焊接过程中飞溅的焊渣基本均可被设置方式优化后的收集斗所截获,从而保证了下方的过往车辆及行人的安全,也避免了需要执行封路等费时费力的措施。本发明设置的刮动件可以在活动区域由展开状态切换至其中一个过渡状态时完成由远端向近端的滑动,以借助于活动区域的倾斜状态和刮动件的刮动作用使得活动区域中的焊渣被集中到固定区域中,进而避免活动区域在进行收紧时,其收集的焊渣被抛洒出内腔的情况发生。
17、根据一种优选实施方式,所述处理单元能够根据所述第二作业单元配置的第二采集部件获取的数据信息和建议作业参数来调节操作部件的操作参数,其中,所述操作部件的操作参数能够在所述处理单元判断单位时间内所述收集斗中的焊渣掉落的增量超出设定阈值和/或单位区域内所述收集斗中的焊渣掉落的增量超出设定阈值时被调节。
18、本发明的第二采集部件可包括电流传感器、电压传感器、光敏传感器、第一温度传感器和第二温度传感器中的一种或多种。第二温度传感器所获取的收集斗内的温度分布的变化情况可以被用于表征焊渣掉落的增量和分布位置,进而判断焊接操作的合规性。相比于采用常规的重量传感器来监测收集斗内的重量变化,本发明采用上述设置可更灵敏地确定焊渣掉落的增量和分布位置,这是因为收集斗通常远大于焊渣的体积,当零星的焊渣分散地掉落于收集斗内时,灵敏度不高的重量传感器难以捕获到收集斗内的重量变化,而配置灵敏度过高的重量传感器将会使得成本大幅上升,而本发明的温度传感器不需要获取极为精确的温度数据,仅需记录收集斗内的温度激增点的位置和时刻即可表征焊渣的掉落情况,实现了焊渣监测的目的。
19、本发明还公开了一种桥梁工程焊接作业方法,其包括:启动第一作业单元,利用第一移动部件带动第一采集部件在施工现场的指定范围内移动至少两次,以分别获取第一图像信息和第二图像信息;根据第二图像信息分析指定区域内的各条湿接缝和/或湿接头的参数信息,以确定第二作业单元的建议作业参数;启动第二作业单元,利用操作部件执行焊接操作,利用截获部件对掉落的焊渣进行收集。
本文地址:https://www.jishuxx.com/zhuanli/20240617/54916.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表