一种工件表面损伤的快速修复装置及其修复方法与流程
- 国知局
- 2024-06-20 15:47:52
本发明涉及工件表面损伤修复装置,具体为一种工件表面损伤的快速修复装置及其修复方法。
背景技术:
1、目前,激光熔覆是一种激光表面改性技术,是在工件(或基体材料)表面加入熔覆材料(送粉、送丝、预置等),通过高能密度激光加热,使熔覆材料和基体表面薄层金属迅速达到溶融状态,此时靠工件本身的导热,快速凝固结晶为熔覆层;
2、现有技术中授权公告号为cn106583920b的中国专利公开了一种激光熔覆装置,用以将该入射光束转换以在基材上熔覆被熔覆材料,所述激光熔覆装置包括支撑架及设置在所述支撑架上的锥形反射扩散镜和反射聚焦组件,所述锥形反射扩散镜将入射光束扩束并沿该锥形反射扩散镜的圆周方向上反射以形成反射光束;所述反射聚焦组件包括反射聚焦面和反射面;所述反射聚焦面接收部分所述反射光束再反射形成聚焦光束,至基材上形成聚焦光斑,以熔化位于所述聚焦光斑内的被熔覆材料,进而在所述基材上形成熔池;
3、该专利虽然解决了熔覆材料快速熔覆的问题,但仍然存在以下缺陷:采用熔覆丝作为熔覆材料时,熔覆丝经过激光熔覆装置作用后不能快速熔化,影响修复效率,工件表面的损伤处具有尖锐棱角,熔覆材料不容易填满损伤处,修复后损伤处容易出现气孔,存在修复质量低的技术缺陷。
技术实现思路
1、本发明要解决的技术问题是克服现有的缺陷,提供一种工件表面损伤的快速修复装置及其修复方法,可以对熔覆丝进行预热,利于激光熔覆装置主体快速融化熔覆丝,从而可以提高修复效率,可以对工件表面损伤处的尖锐棱角进行打磨,方便熔化的熔覆丝填满损伤处,避免修复后损伤处出现气孔影响工件质量,修复质量高,可以有效解决背景技术中的问题。
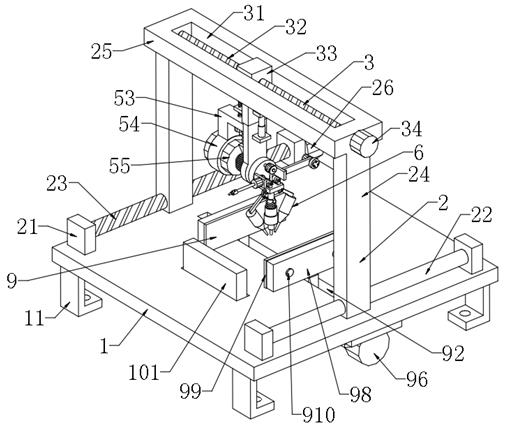
2、为实现上述目的,本发明提供如下技术方案:一种工件表面损伤的快速修复装置,包括:
3、修复座板,上侧安装有修复纵移机构,所述修复纵移机构的顶部安装有修复横移机构,所述修复横移机构的运动部安装有修复高度调整机构;
4、工序切换机构,包含有转座、切换转轴、切换转盘、切换动力组件和切换位置锁止组件,修复高度调整机构中升降板的底端固定连接有转座,转座上通过轴承转动连接有横向的切换转轴,切换转轴的右端固定连接有切换转盘,切换转轴的左端安装有切换动力组件,且切换转轴的中部连接切换位置锁止组件;
5、损伤修复机构,包含有修复安装座、送丝限位管、送丝组件、熔覆丝预热组件、熔覆角度调整组件和激光熔覆装置主体,所述切换转盘的右侧底部固定连接有修复安装座,修复安装座与送丝限位管的顶部固定连接,修复安装座的顶部安装有送丝组件,送丝限位管的底部外周侧安装有熔覆丝预热组件,修复安装座的前后侧分别通过两个熔覆角度调整组件连接两个激光熔覆装置主体,两个激光熔覆装置主体的底端朝向送丝限位管的底部下方。
6、修复纵移机构可以带动工序切换机构和损伤修复机构前后移动,修复横移机构可以带动工序切换机构和损伤修复机构左右移动,从而让损伤修复机构能沿着工件伤口的路径活动,修复高度调整机构可以带动工序切换机构和损伤修复机构上下活动,从而在修复时让损伤修复机构下移靠近工件的损伤处,切换动力组件可以带动切换转轴相对于转座转动,从而通过切换转盘带动修复安装座转动,当修复安装座在切换转盘的右侧朝下设置时,可以让送丝组件、熔覆丝预热组件和激光熔覆装置主体工作,此时可以使用切换位置锁止组件将切换转轴锁定,避免切换转轴不受控的转动改变损伤修复机构的位置,送丝组件可以将熔覆丝沿着送丝限位管向下输送靠近工件损伤处,熔覆丝预热组件对经过送丝限位管的熔覆丝预热,然后被激光熔覆装置主体发出的激光加热熔化,熔化的熔覆材料进入工件表面的伤口内冷却凝固,快速的完成初步的修复操作,熔覆角度调整组件可以调整激光熔覆装置主体的倾斜角度,从而让激光熔覆装置主体发出的熔化用激光可以对准熔覆丝。
7、进一步的,所述切换动力组件包含有固定支架、电机套和切换电机,所述切换转轴的左端固定连接切换电机的输出轴,切换电机外侧套接有电机套,电机套通过固定支架固定安装在升降板的左侧。固定支架用于固定电机套,电机套用于安装切换电机,切换电机工作可以带动切换转轴转动,从而让切换转盘转动。
8、进一步的,所述切换位置锁止组件包含有滑动杆、锁定齿轮、锁定凸齿、控制顶板、锁定螺柱和锁定电机,切换转轴的中部固定套接有锁定齿轮,所述固定支架上的滑孔内竖向滑动连接有滑动杆,滑动杆的底部固定连接有与锁定齿轮上下对应的锁定凸齿,滑动杆的顶部固定连接有控制顶板,所述固定支架上通过安装轴承转动连接有竖向的锁定螺柱,锁定螺柱与控制顶板上的螺孔螺纹连接,所述锁定螺柱的底部固定连接锁定电机的输出轴,锁定电机固定在固定支架底部。待切换转轴和切换转盘转动至需要的位置,锁定电机工作带动锁定螺柱顺时针转动,锁定螺柱与控制顶板的螺纹作用带动控制顶板和滑动杆沿着固定支架上的滑孔下移,从而带动锁定凸齿下移与锁定齿轮的顶部卡接,实现对切换转轴的锁定,锁定电机工作带动锁定螺柱逆时针转动,可以带动锁定凸齿上移与锁定齿轮的顶部脱离,此时可以允许切换转轴和切换转盘再次转动。
9、进一步的,所述送丝组件包含有放丝轴、绕丝辊、送丝电机、筒架、辊轴和送丝辊,所述切换转盘的右侧顶部固定连接有放丝轴,放丝轴上转动连接有绕丝辊,绕丝辊上缠绕有熔覆丝,所述熔覆丝的一端穿过送丝限位管,所述修复安装座上位于送丝限位管前后侧的位置分别固定连接有筒架,两个筒架内分别转动连接有两个纵向的辊轴,两个辊轴上分别固定套接有两个送丝辊,两个送丝辊的中部分别开设有环形槽,熔覆丝的前后侧分别与两个环形槽相互配合,所述辊轴的端部固定连接送丝电机的输出轴,送丝电机固定在筒架端部。放丝轴让绕丝辊自由转动,从而将绕丝辊上的熔覆丝释放,筒架上转动的送丝辊对向转动带动熔覆丝沿着送丝限位管向下输送,送丝电机作为动力源带动辊轴和送丝辊转动,环形槽对熔覆丝限位,让绕丝辊顺利稳定的向下输送熔覆丝。
10、进一步的,所述熔覆角度调整组件包含有活动座、圆弧限位杆、限位销和活动安装杆,所述修复安装座的前后侧底部分别固定连接有两个活动座,两个活动座上分别通过活动柱活动连接两个活动安装杆的一端,两个活动安装杆的另一端分别固定连接两个激光熔覆装置主体的顶部,修复安装座的前后侧分别固定连接有两个圆弧限位杆,圆弧限位杆上等角度的开设有多个插孔,所述活动安装杆上的圆孔内穿插设置有限位销,限位销与圆弧限位杆上对应的插孔插接。为了让限位销不从活动安装杆和圆弧限位杆上脱落,在限位销两端分别螺纹连接上限位螺母,需要调整激光熔覆装置主体的倾斜角度时,扭掉限位螺母,拔出限位销,带动活动安装杆通过活动柱相对于活动座活动,改变激光熔覆装置主体的倾斜角度后,重新插入限位销,让限位销再次与圆弧限位杆上对应的插孔插接,扭紧限位销两端的限位螺母,完成对激光熔覆装置主体角度的调整,让激光熔覆装置主体对准熔覆丝的底端。
11、进一步的,所述熔覆丝预热组件包含有导热套、温控开关、预热电热丝、防护套和隔热套,送丝限位管的底部外周侧固定套接有导热套,导热套上安装有温控开关,导热套的外侧缠绕有螺旋的预热电热丝,导热套的外侧套接有防护套,防护套包裹住预热电热丝,防护套的外侧套接有隔热套。温控开关控制预热电热丝工作,预热电热丝对导热套加热,通过导热套的导热对送丝限位管内的熔覆丝预热,方便熔覆丝的底部被激光熔覆装置主体快速加热熔化,防护套用于防护预热电热丝,隔热套对防护套进行保温,减小热量的损失。
12、进一步的,还包括伤口预处理机构和磨平修复机构,所述切换转盘的右侧前端安装有伤口预处理机构,切换转盘的右侧后端安装有磨平修复机构。切换转盘转动让伤口预处理机构朝下时,伤口预处理机构可以将工件表面的伤口棱角进行打磨预处理,利于熔化的熔覆材料能填满伤口,切换转盘转动让磨平修复机构朝下时,可以通过磨平修复机构将伤口处凸起的凝固熔覆材料磨平,保持工件表面的平滑美观。
13、进一步的,还包括工件装夹机构,所述修复座板的上侧中部安装有工件装夹机构,工件装夹机构位于修复横移机构的中部下方,工件装夹机构用于夹持固定待修复的工件,防止处理工件或者修复工件时工件移动。
14、进一步的,还包括碎屑清理机构,所述碎屑清理机构包含有矩形清理吹风罩和吹风送气组件,所述修复座板的上表面前侧开设有矩形通槽,矩形通槽内竖向滑动连接有矩形清理吹风罩,矩形清理吹风罩的顶部后侧开设有向后吹风的吹风口,矩形清理吹风罩的底部连接吹风送气组件。打磨或者磨平处理时会产生过多的碎屑影响对工件损伤处的观察,采用吹风送气组件向矩形清理吹风罩内送风,通过吹风口吹向工件表面,将打磨掉下来的碎屑吹走,避免影响对伤口处的观察,同时也可以将熔化的熔覆材料吹冷,促进熔覆材料快速冷却凝固。
15、一种工件表面损伤的快速修复装置的修复方法,包括以下步骤:
16、步骤一,将待修复工件的损伤面朝上放置到修复座板的上侧中部,采用工件装夹机构中的装夹电机工作带动双向螺杆顺时针转动,双向螺杆与两个螺母的螺纹作用带动两个螺母和两个横滑杆沿着横通槽相互靠近,从而带动两个装夹板相互靠近,两个装夹板通过垫材对将待修复工件夹持固定;
17、步骤二,切换动力组件中切换电机工作带动切换转轴和切换转盘转动,让伤口预处理机构朝下,修复横移机构带动伤口预处理机构横移对准待修复工件的伤口前端,修复高度调整机构带动伤口预处理机构下移,修复纵移机构带动伤口预处理机构向后移动,伤口预处理机构中的处理电机工作带动处理轴和拆卸套转动,从而带动棱柱和预处理打磨头转动,预处理打磨头转动对待修复工件的伤口进行打磨预处理;
18、步骤三,修复高度调整机构、修复横移机构和修复纵移机构带动伤口预处理机构复位,切换动力组件中切换电机工作带动切换转轴和切换转盘继续转动,让损伤修复机构朝下;
19、步骤四,修复高度调整机构、修复横移机构和修复纵移机构带动损伤修复机构沿着打磨预处理的路径活动,送丝组件中的送丝电机作为动力源带动辊轴和送丝辊对向转动,环形槽对熔覆丝限位,通过送丝辊对熔覆丝的摩擦力将熔覆丝沿着送丝限位管向下输送,激光熔覆装置主体将熔覆丝底端融化,融化的熔覆丝落入待修复工件的伤口处,完成熔覆修复;
20、步骤五,修复高度调整机构、修复横移机构和修复纵移机构带动损伤修复机构复位,切换动力组件中切换电机工作带动切换转轴和切换转盘再次转动,让磨平修复机构朝下,修复高度调整机构、修复横移机构和修复纵移机构带动磨平修复机构沿着熔覆修复的路径活动,磨平修复机构中的磨平电机带动磨平轮转动,磨平轮将工件损伤处凸起的熔覆材料打磨平,完成对修复完成后伤口处的磨平工作。
21、与现有技术相比,本发明的有益效果是:本工件表面损伤的快速修复装置及其修复方法,具有以下好处:
22、1、温控开关控制预热电热丝工作,预热电热丝对导热套加热,通过导热套的导热对送丝限位管内的熔覆丝预热,可以对熔覆丝进行预热,利于激光熔覆装置主体快速融化熔覆丝,从而可以提高修复效率。
23、2、处理电机工作带动处理轴和拆卸套转动,从而带动棱柱和预处理打磨头转动,预处理打磨头转动可以对工件表面损伤处的棱角进行打磨,可以对工件表面损伤处的尖锐棱角进行打磨,避免损伤处过窄又有尖锐棱角的阻碍导致熔化的熔覆丝不能完全填充损伤伤口,方便熔化的熔覆丝填满损伤处,避免修复后损伤处过窄的位置出现气孔影响工件质量,修复质量高。
24、3、修复纵移机构可以带动工序切换机构和损伤修复机构前后移动,修复横移机构可以带动工序切换机构和损伤修复机构左右移动,从而让损伤修复机构能沿着工件伤口的路径活动,送丝组件可以将熔覆丝沿着送丝限位管向下输送靠近工件损伤处,熔覆丝预热组件对经过送丝限位管的熔覆丝预热,然后被激光熔覆装置主体发出的激光加热熔化,熔化的熔覆材料进入工件表面的伤口内冷却凝固,快速的完成初步的修复操作,修复效率高。
本文地址:https://www.jishuxx.com/zhuanli/20240618/12647.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。