一种全自动蜂窝式铝板生产装置的制作方法
- 国知局
- 2024-06-20 16:39:17
本发明涉及蜂窝板制作,具体涉及一种全自动蜂窝式铝板生产装置。
背景技术:
1、蜂窝式铝板也即蜂窝铝板,是采用“蜂窝式夹层”结构,即以表面涂覆耐候性极佳的装饰涂层的高强度合金铝板作为面、底板与铝蜂窝芯经高温高压复合制造而成的复合板材。蜂窝铝板结构中最重要的是面板之间的铝制蜂窝芯,蜂窝芯是具有蜂窝状结构的材料,蜂窝状结构使得蜂窝芯具有良好的隔热和隔音性能、较高的强度和刚度以及吸能减震等作用;铝制蜂窝芯通常是将涂胶后的铝箔段进行堆叠、压合、切割以及拉伸后形成。
2、如公开号为cn217376745u,申请公布日为2022年9月6日,名称为《一种铝箔自动堆叠装置》的专利,该专利通过计算机控制传动辊和切刀的动作,保证每一次分切的铝箔长度相等,且切在规定的位置;切好的铝箔由真空吸盘吸附送入堆叠装置中,真空吸盘松开铝箔后,四周安装的八个对位块通过轻柔的推动动作,同时上方的带刷滚筒在铝箔表面来回扫动,带动铝箔移位,使铝箔四周对齐。再如公开号为cn216272309u,申请公布日为2022年4月12日,名称为《一种自动叠料机》的专利,该专利在工作台顶部左右两侧对称安装有多个挡板,挡板的总数量为四个,且该专利设有下料机构,下料机构包括承载板、限位板,该专利通过多个挡板以及承载板和限位板对产品的叠放进行限位,避免叠放的过程中产品位置偏移。
3、现有技术的不足之处在于,现有技术中一般仅对需要堆叠的铝箔(也称铝箔段)的侧边进行简单的限位,又或者对堆叠的铝箔的侧边进行推动动作,使得铝箔的侧边对齐,由于铝箔材质极为柔软,其侧边的限位或推动对齐处易形成弯折,现有技术中没有对铝箔的侧边由于限位或者推动对齐产生的弯折进行整平,影响铝箔堆叠后的整齐度。
技术实现思路
1、本发明的目的是提供一种全自动蜂窝式铝板生产装置,以解决现有技术中的上述不足之处。
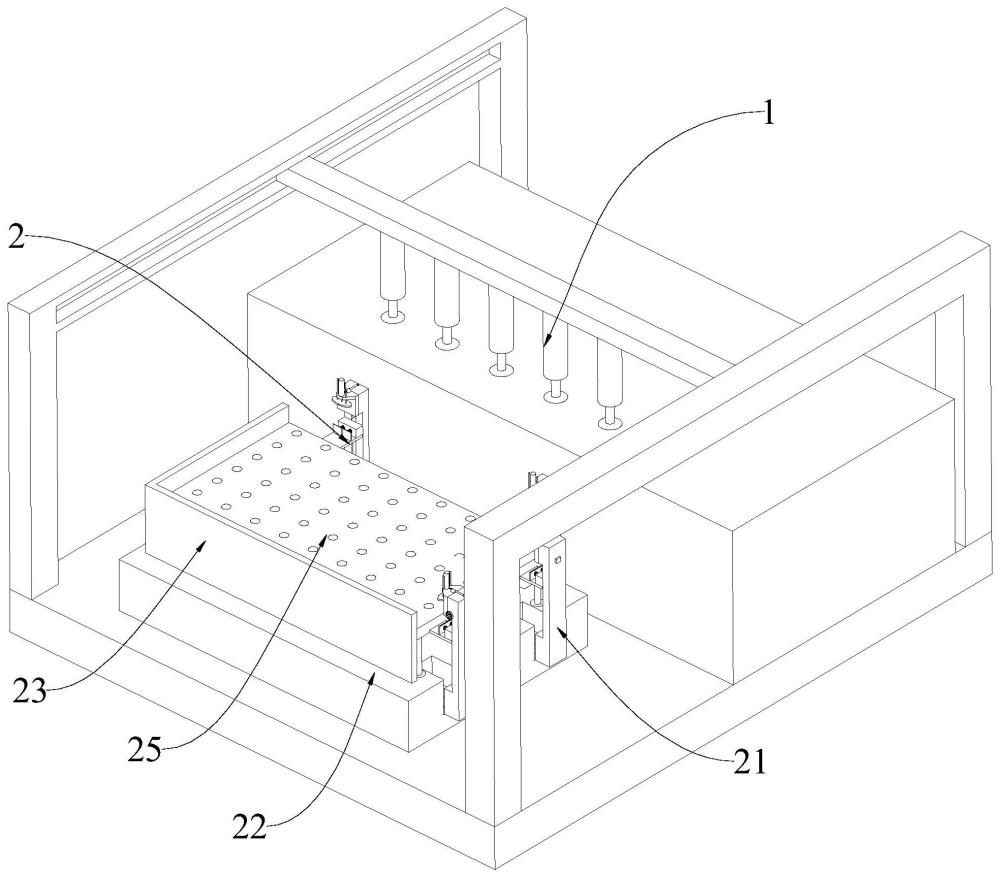
2、为了实现上述目的,本发明提供如下技术方案:一种全自动蜂窝式铝板生产装置,包括叠板机,所述叠板机包括堆垛单元,所述堆垛单元用于承载铝箔段的承托板的相邻的两个侧边各设置有多个被驱动以在其行程末端对铝箔段进行对齐的推板,还包括:整平单元,每一个所述推板上各设置有一个所述整平单元,所述整平单元用于对所述推板的整平对齐处铝箔段的弯折进行压平处理。
3、上述的,所述推板包括移动架,所述移动架与所述推板之间通过锁紧件相连,所述移动架用于对所述承托板上的铝箔段的侧边进行对齐。
4、上述的,所述堆垛单元包括平台,所述平台上侧远离所述叠板机的一侧设置有挡板,所述平台上侧中部通过多个伸缩杆设置有一个承托板。
5、上述的,所述整平单元包括挤压组件和压平组件,所述挤压组件与所述压平组件相连接,所述挤压组件在所述推板移动时被动的带动所述压平组件竖直移动以压平铝箔段上方。
6、上述的,所述挤压组件包括储存箱,所述储存箱内设置有液压油,所述储存箱以竖直向滑动的方式设置在所述推板的一侧,所述推板内设置有能够伸缩以适应储存箱在推板上不同位置的连接管,所述压平组件包括直线驱动件,所述储存箱通过所述连接管与所述直线驱动件相连以驱动所述压平组件移动。
7、上述的,所述储存箱的一侧以水平滑动的方式设置有挤压板,所述挤压板与所述储存箱之间设置有复位件。
8、上述的,所述挤压组件还包括两个旋转轴,连接管的中间部分分别缠绕于两个旋转轴上,所述旋转轴与所述推板之间设置有发条。
9、上述的,所述挤压组件还包括缓冲器,所述缓冲器与所述连接管相连通,所述缓冲器用于控制所述压平组件的移动距离。
10、上述的,所述压平组件包括直线驱动件,所述直线驱动件的伸出端滑动设置有压平板,所述压平板与所述直线驱动件的伸出端之间设置有缓冲件,所述直线驱动件基于所述储存箱的状态被驱动的带动所述压平板压平铝箔段。
11、上述的,所述压平板下端面设置有橡胶层,橡胶层提供所述压平板与铝箔段之间分离时在水平方向上的缓冲。
12、在上述技术方案中,本发明的有益效果在于:在叠板机移动铝箔段后,通过所述推板对铝箔段的侧边进行推动,确保铝箔段在堆叠后侧边整齐,所述推板推动铝箔段的侧边的同时,通过所述整平单元对推板推动铝箔段的侧边进行压平,使得堆叠完成后的铝箔段平整,确保铝箔段堆叠后具有良好的整齐度。
技术特征:1.一种全自动蜂窝式铝板生产装置,包括叠板机,所述叠板机包括堆垛单元,所述堆垛单元用于承载铝箔段的承托板的相邻的两个侧边各设置有多个被驱动以在其行程末端对铝箔段进行对齐的推板,其特征在于,还包括:
2.根据权利要求1所述的一种全自动蜂窝式铝板生产装置,其特征在于,所述推板包括移动架,所述移动架与所述推板之间通过锁紧件相连,所述移动架用于对所述承托板上的铝箔段的侧边进行对齐。
3.根据权利要求1所述的一种全自动蜂窝式铝板生产装置,其特征在于,所述堆垛单元包括平台,所述平台上侧远离所述叠板机的一侧设置有挡板,所述平台上侧中部通过多个伸缩杆设置有一个承托板。
4.根据权利要求1所述的一种全自动蜂窝式铝板生产装置,其特征在于,所述整平单元包括挤压组件和压平组件,所述挤压组件与所述压平组件相连接,所述挤压组件在所述推板移动时被动的带动所述压平组件竖直移动以压平铝箔段上方。
5.根据权利要求4所述的一种全自动蜂窝式铝板生产装置,其特征在于,所述挤压组件包括储存箱,所述储存箱内设置有液压油,所述储存箱以竖直向滑动的方式设置在所述推板的一侧,所述推板内设置有能够伸缩以适应储存箱在推板上不同位置的连接管,所述压平组件包括直线驱动件,所述储存箱通过所述连接管与所述直线驱动件相连以驱动所述压平组件移动。
6.根据权利要求5所述的一种全自动蜂窝式铝板生产装置,其特征在于,所述储存箱的一侧以水平滑动的方式设置有挤压板,所述挤压板与所述储存箱之间设置有复位件。
7.根据权利要求5所述的一种全自动蜂窝式铝板生产装置,其特征在于,所述挤压组件还包括两个旋转轴,连接管的中间部分分别缠绕于两个旋转轴上,所述旋转轴与所述推板之间设置有发条。
8.根据权利要求5所述的一种全自动蜂窝式铝板生产装置,其特征在于,所述挤压组件还包括缓冲器,所述缓冲器与所述连接管相连通,所述缓冲器用于控制所述压平组件的移动距离。
9.根据权利要求5所述的一种全自动蜂窝式铝板生产装置,其特征在于,所述压平组件包括直线驱动件,所述直线驱动件的伸出端滑动设置有压平板,所述压平板与所述直线驱动件的伸出端之间设置有缓冲件,所述直线驱动件基于所述储存箱的状态被驱动的带动所述压平板压平铝箔段。
10.根据权利要求9所述的一种全自动蜂窝式铝板生产装置,其特征在于,所述压平板下端面设置有橡胶层,橡胶层提供所述压平板与铝箔段之间分离时在水平方向上的缓冲。
技术总结本发明公开了一种全自动蜂窝式铝板生产装置,包括叠板机,所述叠板机包括堆垛单元,所述堆垛单元相邻的两个侧边各设置有两个被驱动以在其行程末端对铝箔段进行对齐的推板,还包括整平单元,每一个所述推板上各设置有一个所述整平单元,所述整平单元用于对所述推板的整平对齐处铝箔段的弯折进行压平处理。本发明在叠板机移动铝箔段后,通过所述推板对铝箔段的侧边进行推动,确保铝箔段在堆叠后侧边整齐,所述推板推动铝箔段的侧边的同时,通过所述整平单元对推板推动铝箔段的侧边进行压平,使得堆叠完成后的铝箔段平整,确保铝箔段堆叠后具有良好的整齐度。技术研发人员:朱志有,张亮受保护的技术使用者:中源新材料有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13980.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表