一种船舶弧形T型件端面加工定位夹紧工装及方法与流程
- 国知局
- 2024-06-20 16:39:01
本发明属于船舶加工,尤其涉及一种船舶弧形t型件端面加工定位夹紧工装及方法。
背景技术:
1、随着高水平船舶需求的日益提高,传统的船舶建造技术已经无法满足高精度、高效率的船舶建造要求。尽管我国是船舶建造大国,但我国船舶建造技术与美、俄等大国存在巨大差距,我国的船舶建造技术研发时间短、底子薄、建造周期长、效率低,在与其它船舶制造强国的对比中,具有较明显的劣势。
2、t型件是船舶的重要构件之一,为弧形件,主要由腹板、面板两部分组成,弧形t型件组圆前需要进行坡口加工,目前弧形t型件坡口加工定位存在诸多困难。定位方面,传统弧形t型件构件坡口加工需要较高的定位精度,由于其几何构型复杂,定位难度较高;加工方面,弧形t型件侧截面的坡口加工易产生较大的切削抗力,需将构件进行充分夹紧,同时船舶t型件构件径向尺寸不一,重复定位夹紧困难。普通定位及夹紧装置无法实现不同尺寸腹板、面板的定位及夹紧,无法根据构件尺寸的不同进行自适应调整等。传统的t型件加工定位精度低、加工困难,定位装置柔性差。欧美和日本等先进造船国家以自动化、数字化和智能化为发展目标,以完整的三维产品数字化模型为驱动,采用模块化建造、数字化测量、自动化焊接、数字化定位装备等先进手段,持续提高船舶的建造质量和效率。
3、相比国外的船舶生产技术,国内的生产模式还比较保守,我国仍采用传统的集中式建造模式,建造周期长、效率低、质量差,无法满足具有低噪声、大潜深等显著特征的现代船舶的制造需求。潜艇最重要的是“藏得深”,只有不断提高其隐蔽性才能保证其生存能力,确保战略威慑作用。提高隐蔽性的关键在于降低噪声和提升深潜能力,而这两方面的性能严重依赖于建造过程精度的保证,由于我国制造手段较为传统,严重影响了制造精度。由于缺乏前期零件形状的精准控制与装配过程中的自动调姿等先进技术保障,现阶段我国装配工人仍借助于烧马、铁锲、榔头等简易落后的工具,效率低、质量差。目前尚缺乏严谨、先进的制造工艺和配套工艺装备的系统研究,如坡口的高效加工等。
4、专利文献cn111014371a公开了一种数控卷板校正设备,包括送料机构,输出支撑结构,支撑结构,轧辊,轧辊调节机构,可转位轧辊支撑机构;送料机构位于设备的前端,用于将壳板输送至轧辊处,输出支撑结构位于设备的末端,用于支撑卷板送出;轧辊、轧辊调节机构和可转位轧辊支撑机构设置于支撑机构内,轧辊包括两个内辊和三个外辊,内辊的底端与一个轧辊调节机构连接、顶端与可转位轧辊支撑机构连接,外辊的底端和顶端均分别与一个轧辊调节机构连接,可转位轧辊支撑机构和每个轧辊调节机构均能带动内辊或外辊的端部沿水平方向运动。该装置可对小型壳板制的工件进行加工,但是由于多个轧辊结构也限制了设备加工尺寸,同时也无法针对解决大型壳板在加工过程的应力变化。
技术实现思路
1、本发明的目的在于提供一种船舶弧形t型件端面加工定位夹紧工装及方法,该装置能解决大型工件加工时难以定位夹持的问题。
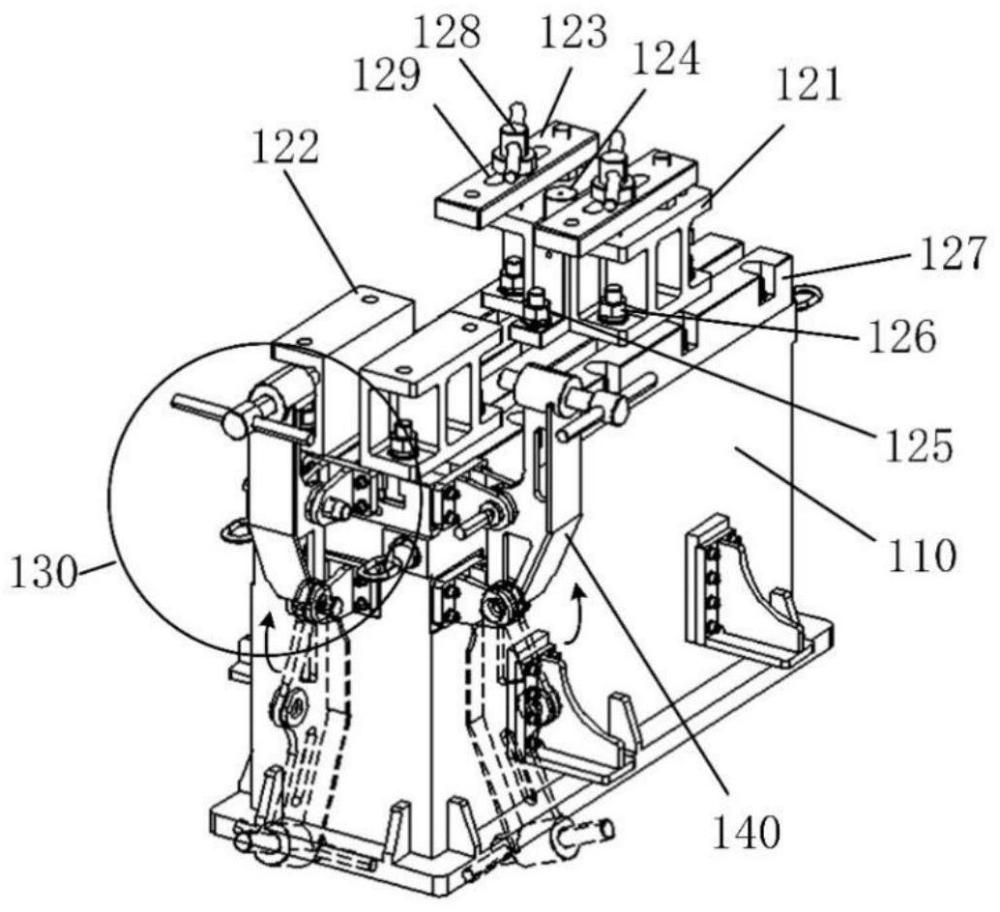
2、为了实现本发明的第一个目的,提供了一种定位夹紧装置,包括底座,所述底座顶部设有两个平行布置的导轨以及布置在两条导轨之间的基准块,每个导轨上设有第一径向压紧块和第二径向压紧块,所述第一径向压紧块的顶部设有高度压紧块,以及配套用于调节径向压紧块和高度压紧块的调节机构,所述底座侧面设有用于弧形t型件端部夹持的顶紧组件;
3、利用所述基准块对第一径向压紧块进行定位,并通过调节第二径向压紧块向第一径向压紧块靠近,以完成对弧形t型件的中段进行径向夹持,通过所述高度压紧块对径向夹持后的弧形t型件进行竖向夹持,通过所述顶紧组件对弧形t型件的两端进行顶紧固定。
4、本发明通过多个方向的压紧块对弧形t型件进行夹持定位,以解决目前加工弧形t型件的定位夹紧困难、变直径定位装夹步骤繁琐问题。
5、具体的,所述调节机构包括用于调节第一径向压紧块和第二径向压紧块之间距离的第一锁紧螺杆,以及用于调节高度压紧块与基座之间竖向高度的第二锁紧螺杆,所述第二锁紧螺杆自上而下依次穿设高度压紧块和径向压紧块,从而实现多方向上对弧形t型件的配合夹持。
6、具体的,所述高度压紧块设有为所述第二锁紧螺杆穿设的避让槽,所述避让槽用于高度压紧块避让弧形t型件。
7、具体的,所述基准块包括水平基准块和等高基准块,从而保证夹持过程中水平一致和高度一致。
8、具体的,所述顶紧组件包括固定在底座侧面的耳座,与所述耳座铰接的翻转臂以及用于锁定翻转臂的插销组件,所述翻转臂用于夹持弧形t型件端部。
9、具体的,所述基准块与所述径向压紧块的夹持面均涂覆有防滑层,以消除加工过程的应力变化。
10、具体的,所述防滑层采用聚氨酯。
11、为了实现本发明的第二目的,提供了一种船舶弧形t型件端面加工定位夹紧方法,通过上述的船舶弧形t型件端面加工定位夹紧工装实现,包括:
12、基于待夹持弧形t型件的尺寸要求将,将定位夹紧装置进行等间距布置,并根据分别位置划分为用于固定弧形t型件两端的第一定位夹紧装置和用于固定弧形t型件中段的第二定位夹紧装置;
13、a、根据待夹持弧形t型件的厚度对第二定位夹紧装置进行调节:
14、利用基准块对第一径向压紧块进行定位,并利用避让槽将高度压紧块推开以便于待夹持弧形t型件插入;
15、将插入的待夹持弧形t型件内周面贴合所述第一径向压紧块,并通过调节机构使得第二径向压紧块与待夹持弧形t型件外周面贴合,以完成待夹持弧形t型件的径向固定;
16、将所述高度压紧块回推后,通过调节机构对高度压紧块竖向高度进行调节,以完成待夹持弧形t型件的竖向固定;
17、b、根据待夹持弧形t型件的周长,对第一定位夹紧装置的位置进行调整,并利用径向顶紧组件将待夹持弧形t型件的端部进行顶紧固定:
18、通过翻转臂将待夹持弧形t型件的端部进行夹持,并利用插销组件对所述翻转臂进行锁定,以完成待夹持弧形t型件端部的顶紧固定。
19、与现有技术相比,本发明的有益效果:
20、可以实现t型件这一圆弧构型工件的定位夹紧,提高定位精度,便于加工;
21、通过阵列散布装置的方式增强弧形t型件切割时的整体刚度,减小切割应力集中。
技术特征:1.一种船舶弧形t型件端面加工定位夹紧工装,其特征在于,包括底座,所述底座顶部设有两个平行布置的导轨以及布置在两条导轨之间的基准块,每个导轨上设有第一径向压紧块和第二径向压紧块,所述第一径向压紧块的顶部设有高度压紧块,以及配套用于调节径向压紧块和高度压紧块的调节机构,所述底座侧面设有用于弧形t型件端部夹持的顶紧组件;
2.根据权利要求1所述的船舶弧形t型件端面加工定位夹紧工装,其特征在于,所述调节机构包括用于调节第一径向压紧块和第二径向压紧块之间距离的第一锁紧螺杆,以及用于调节高度压紧块与基座之间竖向高度的第二锁紧螺杆,所述第二锁紧螺杆自上而下依次穿设高度压紧块和第一径向压紧块。
3.根据权利要求2所述的船舶弧形t型件端面加工定位夹紧工装,其特征在于,所述高度压紧块设有为所述第二锁紧螺杆穿设的避让槽,所述避让槽用于高度压紧块避让弧形t型件。
4.根据权利要求1所述的船舶弧形t型件端面加工定位夹紧工装,其特征在于,所述基准块包括水平基准块和等高基准块。
5.根据权利要求1所述的船舶弧形t型件端面加工定位夹紧工装,其特征在于,所述顶紧组件包括固定在底座侧面的耳座,与所述耳座铰接的翻转臂以及用于锁定翻转臂的插销组件,所述翻转臂用于夹持弧形t型件端部。
6.根据权利要求1所述的船舶弧形t型件端面加工定位夹紧工装,其特征在于,所述第一径向压紧块和第二径向压紧块的夹持面均涂覆有防滑层。
7.根据权利要求6所述的船舶弧形t型件端面加工定位夹紧工装,其特征在于,所述防滑层采用聚氨酯。
8.一种船舶弧形t型件端面加工定位夹紧方法,其特征在于,通过如权利要求1~7任一项所述的船舶弧形t型件端面加工定位夹紧工装实现,包括:
技术总结本发明公开了一种船舶弧形T型件端面加工定位夹紧工装,包括底座,所述底座顶部设有两个平行布置的导轨以及布置在两条导轨之间的基准块,每个导轨上设有第一径向压紧块和第二径向压紧块,所述第一径向压紧块的顶部设有高度压紧块,以及配套用于调节径向压紧块和高度压紧块的调节机构,所述底座侧面设有用于弧形T型件端部夹持的顶紧组件。本发明还提供了一种船舶弧形T型件端面加工定位夹紧方法。本发明提供的装置能解决大型工件加工时难以定位夹持的问题。技术研发人员:蔡传磊,赵百钏,李和军受保护的技术使用者:杭州艾美依航空制造装备有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13969.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表