阴极组件及包括该阴极组件的等离子体切割机的制作方法
- 国知局
- 2024-06-20 16:38:50
本技术属于材料的热切割领域,具体涉及一种用于金属板切割的阴极组件及包括该阴极组件的等离子体切割机,特别适用于厚度为1-50毫米的金属板的等离子切割。
背景技术:
1、使用水进行等离子弧切割的方法是已知的,苏联专利su707730公开了等离子弧切割方法,根据这种方法,等离子体切割机的冷却是通过空气-水介质进行的,这种介质“通过”等离子体切割机内喷嘴和外喷嘴之间的空腔。为了提高工艺生产率、坡口质量和喷嘴的耐用性,供水量应确保水在空腔中加热时完全蒸发,空腔出口处的介质温度应保持在105-115℃范围内,而用于冷却的供水量则根据q=(0.1-0.2)-10-4-j2公式确定,其中q表示水流量(单位:升/小时),j表示切割电弧电流(单位:安培)。
2、这种方法的缺点是不得不使用等离子体切割机的内(等离子体生成)喷嘴和外(输出)喷嘴,以及会产生等离子弧射流在两个喷嘴之间的空腔中膨胀所导致的压降。
3、为了消除这些缺点,可以使用美国专利us3567898公开的等离子弧切割割炬技术。根据这种方法,在等离子体生成喷嘴出口处向等离子体射流供应的水会解离成氢气和氧气,从而增加等离子体射流的能量,使其更加平直和稳定。在等离子射流的顶端,氢气和氧气重新结合产生热量。使用其他已知方法难以用割炬切割的材料,如一英寸厚的不锈钢板或高速工具钢,可以使用该方法,以更高的速度切割。此外,切割后的表面平直光亮,而不是氧化后的暗淡无光的凹面。
4、然而这种方法的缺点是水(蒸气)通过等离子体的湍流进入等离子体,导致电弧等离子体射流被过量的水冷却。
5、与所述方法技术原理(原型)最接近的方法是[中华人民共和国专利zl201711459906.x:一种注水等离子切割金属方法]。该方法包括三个步骤。在步骤1中,设置带有铜中空管电极和喷嘴电极的等离子枪,其中铜中空管电极位于等离子枪的中心,喷嘴电极嵌套于等离子枪的下端,且铜中空管电极和喷嘴电极由绝缘的旋流器进行分隔,等离子枪通入的等离子形成气通过旋流器的切向孔实现供给,并在旋流器的作用下形成有助于电弧拉伸以及在铜中空管电极内部定位的涡流。在步骤2中,通过等离子枪上的毛细孔进行注水,注水速度为0.035~0.055l/min,而具体的注水速度是根据被切割金属板的厚度来决定,且毛细孔是位于铜中空管电极的上方。在步骤3中,空心铜管电极通过镇流器和断路器与喷嘴电极连接,在供应冷却水和等离子气体后,等离子体切割机机体的内部振荡器使空心铜管电极和喷嘴电极之间产生间隙。流经间隙的等离子气体生成辅助电弧,辅助电弧沿放电室的轴线扩散。在温度的作用下,流经毛细管的水瞬间气化并与等离子气体涡流混合,形成含有20%水蒸气的混合气体。当混合气体从喷嘴电极流出并到达待切割的金属时,会产生切割电弧,并通过断路器关闭辅助电弧。切割电弧在空心铜管电极内表面和待切割金属之间点燃,切割过程开始,切割过程中空心铜管电极和喷嘴电极由冷却水冷却。上述等离子气体包括空气、氧气或混合气体。
6、这种方法的缺点是将水直接引入电弧作用区,从而导致电弧冷却和等离子切割工艺的变差。
技术实现思路
1、本实用新型的任务是提供一种阴极组件及包括该阴极组件的等离子体切割机,避免在引入水蒸气的过程中,将水直接引入电弧作用区,造成电弧冷却和等离子切割工艺变差的问题。
2、本实用新型的技术解决方案是:
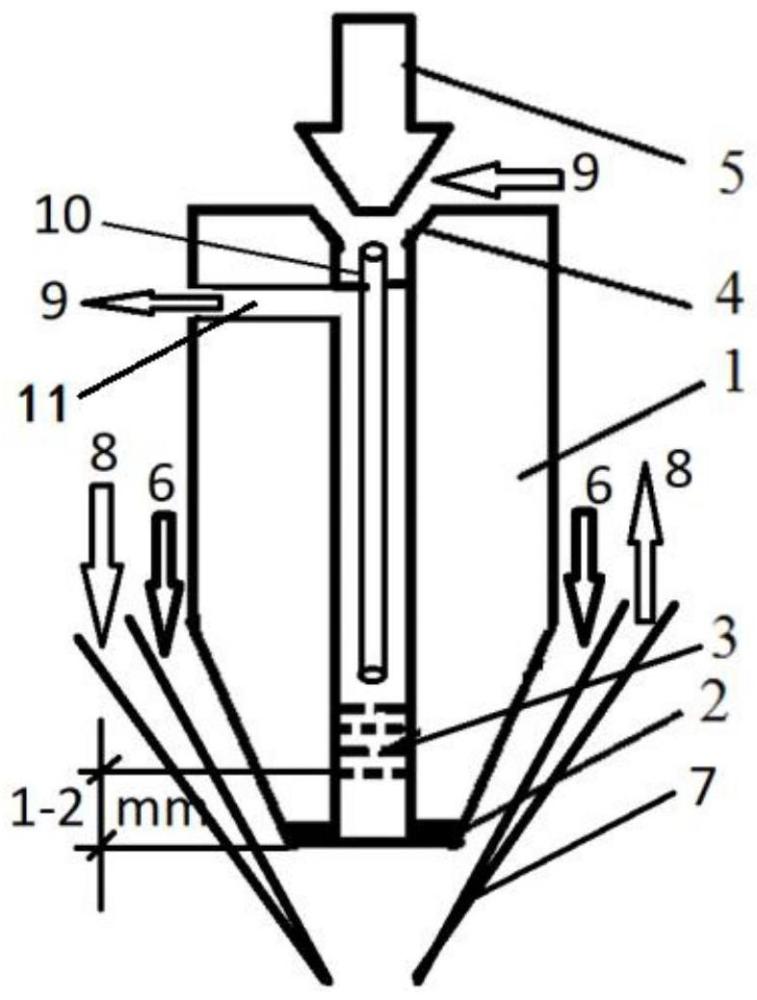
3、阴极组件,包括阴极本体1,阴极本体1上设置有轴向通道,其特殊之处在于:所述阴极本体1的工作端固定有环形铪插件2,轴向通道内固定有插入件3,所述插入件3上设置有若干毛细孔。
4、优选的,插入件3为多层结构,层与层之间设置有间隙,每层上设置有至少一个毛细孔。更优选的,相邻两层的毛细孔相对交错设置。
5、优选的,轴向通道的入口端设置用于控制进入轴向通道水流量的阀门5。
6、优选的,以阴极本体1的工作端为下端,轴向通道内,插入件3的上方设置有水冷却管10。
7、优选的,阴极本体1上还设置有与轴向通道联通的第二水路11,第二水路11用于作为第二水流9的出路,对阴极本体1进行降温。
8、优选的,阴极本体1的材质为铜。
9、本实用新型还提供一种阴极组件的等离子体切割机,其特殊之处在于:等离子体切割机还包括等离子生成喷嘴7、旋流器14和阀门5,等离子生成喷嘴7嵌套于阴极本体1的下方,阴极本体1和等离子生成喷嘴7之间由旋流器14隔离,阀门5与阴极本体1的轴向通道连接且用于控制进入轴向通道的水流量。
10、本实用新型的优点:
11、(1)插入件的毛细孔,一方面将过量的液态水阻挡在电弧作用区外,一方面又可以让气化的水蒸气通过插入件后与切割气源来的气体混合,防止过量的液态水造成切割电弧冷却,影响切割工艺效果。
12、(2)本实用新型在等离子切割过程中将水蒸气引入等离子切割气体中,从而提高切割质量,切割后的表面平直光亮。
13、(3)本实用新型可用于制造车辆、仪器、机器和金属结构的坯料,尤其可应用于化工、能源、建筑、造车和造船、机械和仪器制造等行业。
技术特征:1.阴极组件,包括阴极本体(1),阴极本体(1)上设置有轴向通道,其特征在于:所述阴极本体(1)的工作端固定有环形铪插件(2),轴向通道内固定有插入件(3),所述插入件(3)上设置有若干毛细孔。
2.根据权利要求1所述的阴极组件,其特征在于:所述插入件(3)为多层结构,层与层之间设置有间隙,每层上设置有至少一个毛细孔。
3.根据权利要求2所述的阴极组件,其特征在于:相邻两层的毛细孔相对交错设置。
4.根据权利要求1-3任一所述的阴极组件,其特征在于:轴向通道的入口端设置用于控制进入轴向通道水流量的阀门(5)。
5.根据权利要求1-3任一所述的阴极组件,其特征在于:以阴极本体(1)的工作端为下端,轴向通道内,插入件(3)的上方设置有水冷却管(10)。
6.根据权利要求1-3任一所述的阴极组件,其特征在于:阴极本体(1)上还设置有与轴向通道联通的第二水路(11),第二水路(11)用于作为第二水流(9)的出路,对阴极本体(1)进行降温。
7.根据权利要求1-3任一所述的阴极组件,其特征在于:阴极本体(1)的材质为铜。
8.包括权利要求1-7任一所述阴极组件的等离子体切割机,其特征在于:等离子体切割机还包括等离子生成喷嘴(7)、旋流器(14)和阀门(5),等离子生成喷嘴(7)嵌套于阴极本体(1)的下方,阴极本体(1)和等离子生成喷嘴(7)之间由旋流器(14)隔离,阀门(5)与阴极本体(1)的轴向通道连接且用于控制进入轴向通道的水流量。
技术总结本技术提供一种阴极组件及包括该阴极组件的等离子体切割机,避免在引入水蒸气的过程中,将水引入电弧作用区,造成电弧冷却和等离子切割工艺的变差的问题。该阴极组件,包括阴极本体,所述阴极本体的工作端固定有环形铪插件,阴极本体上设置有轴向通道,轴向通道内固定有插入件,所述插入件上设置有若干毛细孔。等离子体切割机,其包括阴极组件、等离子生成喷嘴、旋流器、阀门等。等离子生成喷嘴嵌套于阴极组件本体的下方,阴极组件的本体和等离子生成喷嘴之间由旋流器隔离。本技术的毛细孔,将过量的液态水隔离在电弧作用区外,又可以让气化的水蒸气通过插入件后与切割气源来的气体混合,防止过量的液态水造成切割电弧冷却。技术研发人员:郭瑞·弗拉基米尔,王海超,孙月君,哈斯金·弗拉基斯拉夫,斯特罗戈诺夫·德米特罗,伊利亚申科·叶夫格尼,甘努沙克·奥莱格受保护的技术使用者:山东(烟台)中日产业技术研究院(烟台市产业技术研究院)技术研发日:20231113技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13962.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表