中温无铅微冶金焊料、锡膏及制备和焊接方法与流程
- 国知局
- 2024-06-20 16:42:42
本发明涉及钎焊焊料制造,具体涉及一种中温无铅微冶金焊料、锡膏及制备和焊接方法。
背景技术:
1、微电子和半导体封装由单芯片封装向多芯片封装,其封装体积更小,封装密度更高,电性能更好,所用到的钎焊材料,影响着集成电路本身的电热光机械性能,影响其可靠性和成本。在一些常规电子产品中,其可靠性要求不高时,用常规的中温sac305焊料就能满足焊接需求。在一些焊接可靠性要求高的场合,如车规级、航空航天,医疗器械等封装领域,需要高可靠性焊料才能满足焊接需求。近年来随着电动汽车的快速发展,对高可靠性焊料的需求日渐迫切。
2、现有技术中的高可靠性焊料,为了耐受中温焊点在高低温下经受循环往复的热应力作用,如公开专利us20220168851a1、us2020023472a1和cn114227057中,通常都是在无铅焊料的基础上采用合金化的方法,添加其他金属元素来改善焊料合金的微观组织,提高其综合性能。然而微量元素的添加,是在合金粉末制备前阶段合金熔炼形成多元合金时加入,然后再通过超声雾化等工艺制备成球形粉末焊料,这种微合金化焊料不仅改变了焊点合金的微观组织,机械性能和导电导热性能,但是再次经过回流焊接时这些五元甚至六元合金的性能并没有有效地延续到封装焊点中,影响了焊点的可靠性。如何开发一种生产工艺简单、低成本的无铅中温焊料,以及如何实现高可靠性焊点是有待解决的问题。
3、因此开发一种不同于传统焊接工艺,焊接温度适宜,能耐受高低温度循环的高可靠性焊料非常具有挑战性,尤其是无铅的中温高可靠性焊料。
4、名词解释:
5、本发明申请文件中使用“合金”一词的用意是,一种金属与另一种或几种金属或非金属经过混合熔化,冷却凝固后得到的、有金属性质的固体产物。
技术实现思路
1、本发明的技术方案克服了现有技术的缺点,提出了一种新型封装焊料以及新型封装工艺,能解决目前市场上的无铅中温焊料,其焊接后能耐受温度循环能力不足的问题,开发一种焊接后能耐受温度循环的高可靠性焊料,能实现中温度条件下的高可靠性无铅焊接。
2、本技术中解决上述技术问题的技术方案是一种中温无铅微冶金焊料,包括a合金粉末和b合金粉末;a合金的熔点和b合金的熔点差在20℃-80℃;a合金粉末的质量占比为70%-90%、b合金粉末的质量占比为30%-10%。
3、a合金包括sn-ag-cu合金,sn-ag-cu合金中各组分质量占比为sn 93%-99%,ag0.3%-3.5%,cu0.5%-0.7%,bi0%-3%。
4、b合金包括sn-sb合金,合金中各组分质量占比分别为sn:88.5%-95%,sb:5%-10%,ni:0%-0.5%,i n:0%-3%。
5、上述的中温无铅微冶金焊料还包括c合金粉末;a合金的熔点和c合金的熔点差在20℃-80℃;a合金粉末的质量占比为70%-90%、b合金粉末的质量占比为5%-25%、c合金粉末的质量占比为5%-25%。
6、c合金为sn-sb合金,合金中各组分质量占比分别为sn:88.5%-95%,sb:5%-10%,ni:0%-0.5%,i n:0%-3%。
7、上述的中温无铅微冶金焊料还包括微纳米d金属粉末;微纳米d金属粉末的熔点温度大于400℃;微纳米d金属粉末的尺寸为100nm~10μm;a合金粉末的质量占比为70%-87%、b合金粉末的质量占比为10%-27%、d金属粉末的质量占比为0.1%-3%。
8、上述的中温无铅微冶金焊料包括以下任意一项技术特征:特征tc1:d金属为ag;特征tc2:d金属为cu;特征tc3:d金属为fe;特征tc4:d金属为ce;特征tc5:d金属为ni;特征tc6:d金属为co;特征tc7:d金属为mn;特征tc8:d金属为银包铜agcu,组分质量占比为ag10%-30%,cu70%-90%。
9、本技术中解决上述技术问题的技术方案还可以是一种中温焊接无铅微冶金焊膏,包括上述的中温无铅微冶金焊料。
10、本技术中解决上述技术问题的技术方案还可以是一种中温无铅微冶金焊料的制备方法,分别单独制备a合金粉末、b合金粉末;a合金的熔点和b合金的熔点差在20℃-80℃;将a合金粉末和b合金粉末混合形成微冶金焊粉;a合金粉末的质量占比为70%-90%、b合金粉末的质量占比为30%-10%。
11、上述的中温无铅微冶金焊料的制备方法,单独制备c合金粉末;将a合金粉末、b合金粉末和c合金粉末混合形成微冶金焊粉;a合金粉末的质量占比为70%-90%、b合金粉末的质量占比为5%-25%、c合金粉末的质量占比为5%-25%。
12、上述的中温无铅微冶金焊料的制备方法,单独制备微纳米d金属粉末;微纳米d金属粉末的熔点温度大于400℃;微纳米d金属粉末的尺寸为100nm~10μm;将a合金粉末、b合金粉末和d金属粉末混合形成微冶金焊粉;a合金粉末的质量占比为70%-87%、b合金粉末的质量占比为10%-27%、d金属粉末的质量占比为0.1%-3%。
13、上述的中温无铅微冶金焊料的制备方法,基于微冶金焊粉,加入与其匹配的助焊剂或助焊胶,搅拌成微冶金锡膏、锡胶。
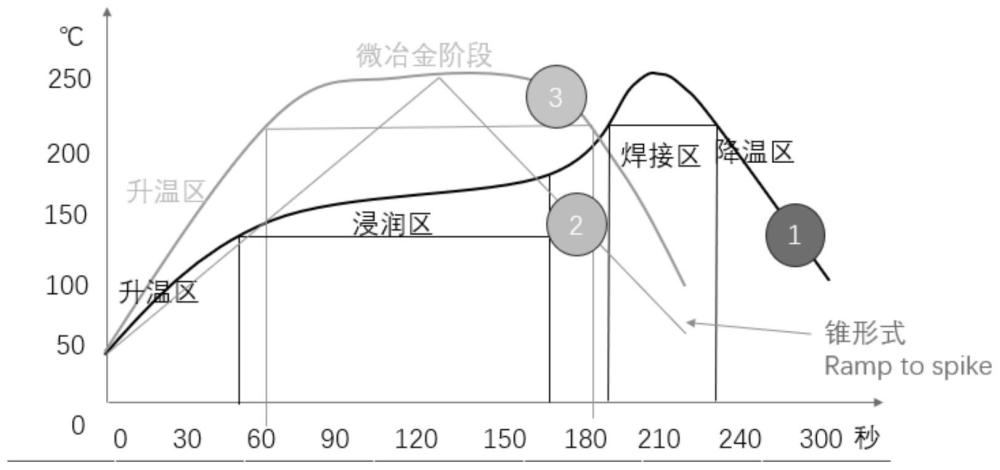
14、本技术中解决上述技术问题的技术方案还可以是一种中温无铅微冶金焊接方法,根据上述的微冶金封装焊料;焊接温度曲线分三段完成,升温阶段、微冶金焊接阶段、降温阶段;微冶金焊接阶段微冶金温度设定的温度区间范围是220℃-260℃;微冶金阶段维持时间为180秒-240秒;微冶金封装焊料在焊接中发生微冶金过程。
15、上述的中温无铅微冶金焊接方法,包括以下任意一项技术特征:特征te1:升温阶段,温度升至220℃,升温速率为2.5℃-4℃/秒,升温时间50秒-80秒;特征te2:降温阶段的温度从250℃降温至80℃,降温速率为3℃/秒-6℃/秒。
16、同现有技术相比较,本发明的有益效果之一:阶梯熔点的多合金组分焊料中包括至少两种分别制备的合金粉末,不同于传统的单合金粉末。本技术结合焊接过程控制,利用两种合金的熔点差,在焊接过程中,除了常规的熔融形成新的合金过程,还发生液态熔融合金和固态合金共存的微冶金过程,且该过程中结合温度控制,合理控制微冶金过程的时间,不仅焊料与焊盘进行了原子扩散,生产了金属间化合物,焊料之间的不同熔点的金属粉末之间也进行着原子扩散,产生大量金属间化合物,进一步提升焊接位置的连接可靠性,提高其高低温的热疲劳耐受能力。
17、同现有技术相比较,本发明的有益效果之一:不同熔点的合金分别单独制粉,再将不同种合金或单质金属粉末按照设定的组分比率混合在一起,用作中温无铅微冶金焊料;由于不同合金的熔点温度差异足够大,这样的焊料,在焊接过程中,配合上特定的回流温度和时间,形成的焊点中含有大量的金属间化合物,细化了晶粒,阻止了焊点在服役过程中的晶粒生长速度以及增加了晶粒之间位错运动的阻力,增加焊点的封装强度,增加了焊点可靠性。
18、同现有技术相比较,本发明的有益效果之一:微冶金封装焊料中含有不同熔点的金属粉末,在加温过程中,相对低熔点的a合金粉末首先熔化,相对高熔点的b合金粉末、c合金粉末或d金属粉末仍为固态,中温金属熔液连接高温金属粒子,形成类似人体肌肉和骨架的结构,提高焊料的抗坍塌性能,在微电子集成电路窄间距高密度封装中抗坍塌性能尤为重要,降低连锡短路的风险。
19、同现有技术相比较,本发明的有益效果之一:a合金粉末和b合金粉末之间,a合金粉末和c合金粉末之间;a合金粉末和d金属粉末之间,b合金粉末和d金属粉末之间,c合金粉末和d金属粉末之间,由于都具有足够的熔点差,因此各种粉末之间都能发生微冶金过程,不同组分的金属原子之间都发生原子扩散接合,产生大量金属间化合物,形成熔点更高的金属间化合物,结构更稳固。
20、同现有技术相比较,本发明的有益效果之一:处于微冶金焊接的时间控制在至少120秒,给上述过程提供足够的时间,让液态熔融合金和固态合金或金属之间共存的时间足够长,能更充分地完成上述微冶金过程,能实现焊接件中温封装,高温服役或低温服役的应用。
21、同现有技术相比较,本发明的有益效果之一:多种组分合金的组合,加强了微冶金过程,上述原子扩散接合更充分,更具有丰富的层次,使最终焊接的强度更高。
22、同现有技术相比较,本发明的有益效果之一:合金成分设计配合上特定的回流温度和时间,形成焊点过程中发生微冶金过程,产生大量的金属间化合物,能增加焊点封装强度和耐受温度循环的载荷能力。
本文地址:https://www.jishuxx.com/zhuanli/20240618/14097.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表