一种变压器生产用全自动上锡设备的制作方法
- 国知局
- 2024-06-20 17:04:07
本发明涉及一种全自动上锡设备,更具体地说,尤其涉及一种变压器生产用全自动上锡设备。
背景技术:
1、随着科学技术的进步和生活水平的提高,广大消费者对于各类电器产品的安全性、可靠性和外观差异性的要求越来越高,变压器作为一种常见的电子器件,其外观、性能要求也越来越高。变压器在制造过程中,首先将漆包线缠绕在线圈骨架上与引脚连接并留出接地线,之后需要对引脚和接地线进行焊锡处理。
2、完成绕线工序后的变压器半成品在进行镀锡时,需要先将缠绕在引脚上的漆包线外层漆皮去除使其中的铜线露出,保证导电性能的良好。同时,由于绕线后接地线的状态各异,在镀锡前需要对各变压器半成品的接地线进行整理,使其保持在同一方向方便后续进行自动化镀锡。在现有的生产中,接地线整理工序通常依靠人工手动处理,这种方式效率较低,并且接地线整理工序处于漆包线去皮和镀锡工序之间,当处理效率低下时会导致三个工序难以设置在一条生产线上持续进行。
技术实现思路
1、本发明的目的在于针对上述现有技术的不足,提供一种结构紧凑、全自动化高效的变压器生产用全自动上锡设备。
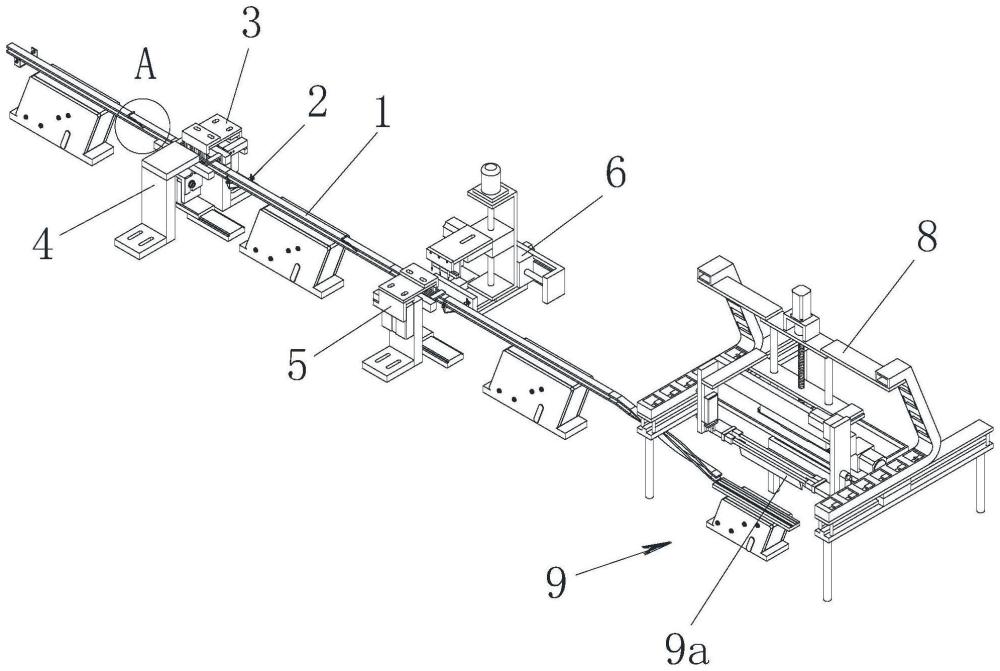
2、本发明的技术方案是这样实现的:一种变压器生产用全自动上锡设备,包括用于输送变压器半成品的振动轨道,所述振动轨道沿前进方向分布有熔胶工位、拉线工位和镀锡工位,在振动轨道上分布有若干红外对射传感器与各工位进行配合。
3、所述熔胶工位处设有第一定位组件和用于对引脚处的漆包线进行热熔的激光脱皮组件;在拉线工位处设有第二定位组件,在与第二定位组件相对的一侧设有三维移动组件,在三维移动组件上设有捋线夹具;当变压器半成品位于第二定位组件中时,捋线夹具夹持变压器半成品上的接地线并朝预定方向捋直;在镀锡工位处设有第一二维移动平台,在第一二维移动平台上设有镀锡组件。
4、上述的一种变压器生产用全自动上锡设备中,所述熔胶工位和拉线工位前端设有朝振动轨道吹风的喷气管。
5、上述的一种变压器生产用全自动上锡设备中,所述捋线夹具包括设置在三维移动组件上的安装悬架;所述安装悬架前端竖直设有至少一根与变压器半成品接地线相配合的理线针,所述理线针侧面为圆弧形;在安装悬架底部设有水平气缸,在水平气缸活塞杆自由端连接有与理线针配合的夹板。
6、上述的一种变压器生产用全自动上锡设备中,所述夹板前端可拆卸设有缓冲棉垫,所述缓冲棉垫靠近理线针的一端为弧形;所述缓冲棉垫与理线针配合夹持变压器半成品上的接地线并朝预定方向捋直。
7、上述的一种变压器生产用全自动上锡设备中,所述缓冲棉垫的硬度为55-65度。
8、上述的一种变压器生产用全自动上锡设备中,所述三维移动组件为三维移动组件。
9、上述的一种变压器生产用全自动上锡设备中,所述振动轨道由上下两块与变压器骨架相配合的限位板组成,所述第一定位组件包括设置在两块限位板上且相对应的让位长孔,在振动轨道一侧设有安装支架,在安装支架上设有第一升降气缸,在第一升降气缸活塞杆上设有与变压器骨架内孔过盈配合的定位手指。
10、在让位长孔下方设有沿振动轨道长度方向和竖直方向移动的第二二维移动平台,在第二二维移动平台上设有用于插入让位长孔处阻挡变压器半成品的定位挡块。
11、上述的一种变压器生产用全自动上锡设备中,所述定位手指由两根平行且间隔设置的弹性定位片组成,所述弹性定位片自由端为锥形;所述定位手指外轮廓比待定位的变压器骨架内孔大0.03-0.1mm。
12、上述的一种变压器生产用全自动上锡设备中,所述镀锡组件包括设置在第一二维移动平台上的翻转模组,在翻转模组上连接有镀锡夹具;在第一二维移动平台下方设有锡炉和助焊剂槽,在锡炉一侧设有用于弯折接地线的挡板;所述镀锡夹具一侧的第一二维移动平台上设有液面检测组件,每次上锡前均通过液面检测组件检测锡炉液面位置以确定镀锡夹具上的变压器半成品的下降行程。
13、上述的一种变压器生产用全自动上锡设备中,所述翻转模组包括设置在第一二维移动平台上的安装门架,在安装门架两个自由端上对称设置有通过轴承安装的转轴,在安装门架设有与转轴连接的旋转驱动组件;所述镀锡夹具连接在两个转轴之间。
14、上述的一种变压器生产用全自动上锡设备中,所述镀锡夹具包括对称设置在各转轴内侧自由端上的手指气缸,在两个手指气缸对应的手指夹爪之间分别连接有夹杆,在夹杆中部下端设有夹持板。
15、本发明采用上述结构后,完成漆包线缠绕工序的变压器半成品通过振动轨道输到达熔胶工位,通过激光脱皮组件去除引脚处漆包线的外层漆皮使其中的铜线露出,然后到达拉线工位通过捋线夹具夹住接地线并在三维移动组件的驱动下将其拉至垂直于引脚的状态,最后输送至镀锡工位进行镀锡。整个工序自动化完成,并且能够保证三个工序之间的连续性,在节约人力成本的同时显著地提高了工作效率。
技术特征:1.一种变压器生产用全自动上锡设备,包括用于输送变压器半成品的振动轨道(1),其特征在于,所述振动轨道(1)沿前进方向分布有熔胶工位、拉线工位和镀锡工位,在振动轨道(1)上分布有若干红外对射传感器(2)与各工位进行配合;
2.根据权利要求1所述的一种变压器生产用全自动上锡设备,其特征在于,所述熔胶工位和拉线工位前端设有朝振动轨道(1)吹风的喷气管(10)。
3.根据权利要求1所述的一种变压器生产用全自动上锡设备,其特征在于,所述捋线夹具(7)包括设置在三维移动组件(6)上的安装悬架(7a);所述安装悬架(7a)前端竖直设有至少一根与变压器半成品接地线相配合的理线针(7b),所述理线针(7b)侧面为圆弧形;在安装悬架(7a)底部设有水平气缸(7c),在水平气缸(7c)活塞杆自由端连接有与理线针(7b)配合的夹板(7d)。
4.根据权利要求3所述的一种变压器生产用全自动上锡设备,其特征在于,所述夹板(7d)前端可拆卸设有缓冲棉垫(7e),所述缓冲棉垫(7e)靠近理线针(7b)的一端为弧形;所述缓冲棉垫(7e)与理线针(7b)配合夹持变压器半成品上的接地线并朝预定方向捋直。
5.根据权利要求4所述的一种变压器生产用全自动上锡设备,其特征在于,所述缓冲棉垫(7e)的硬度为55-65度。
6.根据权利要求1所述的一种变压器生产用全自动上锡设备,其特征在于,所述振动轨道(1)由上下两块与变压器骨架相配合的限位板组成,所述第一定位组件(3)包括设置在两块限位板上且相对应的让位长孔(3a),在振动轨道(1)一侧设有安装支架(3b),在安装支架(3b)上设有第一升降气缸(3c),在第一升降气缸(3c)活塞杆上设有与变压器骨架内孔过盈配合的定位手指(3d);
7.根据权利要求6所述的一种变压器生产用全自动上锡设备,其特征在于,所述定位手指(3d)由两根平行且间隔设置的弹性定位片(3g)组成,所述弹性定位片(3g)自由端为锥形;所述定位手指(3d)外轮廓比待定位的变压器骨架内孔大0.03-0.1mm。
8.根据权利要求1所述的一种变压器生产用全自动上锡设备,其特征在于,所述镀锡组件(9)包括设置在第一二维移动平台(8)上的翻转模组(11),在翻转模组(11)上连接有镀锡夹具(9a);在第一二维移动平台(8)下方设有锡炉(9b)和助焊剂槽(9c),在锡炉(9b)一侧设有用于弯折接地线的挡板(9d);所述镀锡夹具(9a)一侧的第一二维移动平台(8)上设有液面检测组件(9e),每次上锡前均通过液面检测组件(9e)检测锡炉(9b)液面位置以确定镀锡夹具(9a)上的变压器半成品的下降行程。
9.根据权利要求所8述的一种变压器生产用全自动上锡设备,其特征在于,所述翻转模组(11)包括设置在第一二维移动平台(8)上的安装门架(11a),在安装门架(11a)两个自由端上对称设置有通过轴承安装的转轴(11b),在安装门架(11a)设有与转轴(11b)连接的旋转驱动组件(11c);所述镀锡夹具(9a)连接在两个转轴(11b)之间。
10.根据权利要求9所述的一种变压器生产用全自动上锡设备,其特征在于,所述镀锡夹具(9a)包括对称设置在各转轴(11b)内侧自由端上的手指气缸(9f),在两个手指气缸(9f)对应的手指夹爪之间分别连接有夹杆(9g),在夹杆(9g)中部下端设有夹持板(9h)。
技术总结本发明公开了一种变压器生产用全自动上锡设备;属于变压器生产技术领域;其技术要点包括用于输送变压器半成品的振动轨道,所述振动轨道沿前进方向分布有熔胶工位、拉线工位和镀锡工位,在振动轨道上分布有若干红外对射传感器;所述熔胶工位处设有第一定位组件和激光脱皮组件;在拉线工位处设有第二定位组件,在与第二定位组件相对的一侧设有三维移动组件,在三维移动组件上设有捋线夹具;在镀锡工位处设有第一二维移动平台,在第一二维移动平台上设有镀锡组件;本发明旨在提供一种结构紧凑、全自动化高效的变压器生产用全自动上锡设备;用于变压器半成品引脚和接地线全自动上锡。技术研发人员:杨柳彬,李德科,熊春霞,何文强,陈子丰,王健,刘文珍受保护的技术使用者:兴宁市兴东洋电子有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14781.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表