一种核心机装配系统及方法
- 国知局
- 2024-06-20 17:03:48
本发明涉及航空发动机装配领域,具体地说是一种核心机装配系统及方法。
背景技术:
1、核心机作为航空发动机的核心部件,其装配效率和装配质量会直接影响到发动机整体的装配效率和装配质量,现有技术中的核心机装配方式主要通过吊装完成,比如授权公告号为cn103056653b的中国发明专利中就公开了一种托架式核心机装配方法,该方法配备有核心机装配托架,另外还配备有万能吊具、核心机吊具等专门的吊装工装,其中该方法的步骤一中先利用万能吊具将中介机匣安装到核心机装配托架的支撑台上,然后再将高压转子吊起并对准中介机匣的中央锥齿轮内孔,对正后再缓慢将高压转子放入中央锥齿轮的内孔中,然后对高压转子是否装配到位进行检测,检测合格后,再依次进行高压机匣、燃烧室和高压涡轮的装配,并且装配完成后,还需利用起重机吊起核心机吊具实现核心机转移,所述核心机吊具为专门设计的吊具工装,其下侧设有芯轴等结构,吊装时所述芯轴需要缓慢落入高压涡轮中,并穿过高压转子后,所述芯轴下端由第一螺母处伸出,然后再将机匣支撑座与燃烧室通过机匣支撑座上的螺钉螺母连接,然后再从中介机匣下方将芯轴螺母安装于芯轴下端。上述装配过程相对繁琐,并且核心机装配托架并不能配合不同核心机部件的装配需要调整高度,这就需要工人频繁登高作业,增加了工人的劳动强度和作业危险性,另外该方法还需要配备专门的吊装工装,因此存在冗余部件较多、不利于现场管理等问题。
技术实现思路
1、本发明的目的在于提供一种核心机装配系统及方法,其利用设于地井中的装配升降机构驱动定位台升降,从而可以根据不同核心机部件的装配需要调节定位台的下降高度,这节约了装配时间,提高了装配效率,同时无需工人频繁登高作业,降低了工人劳动强度,另外本发明利用定位支撑架、浮动平台和agv小车配合实现核心机出入定位台,这不仅进一步提高了装配效率,也提高了系统的自动化水平。
2、本发明的目的是通过以下技术方案来实现的:
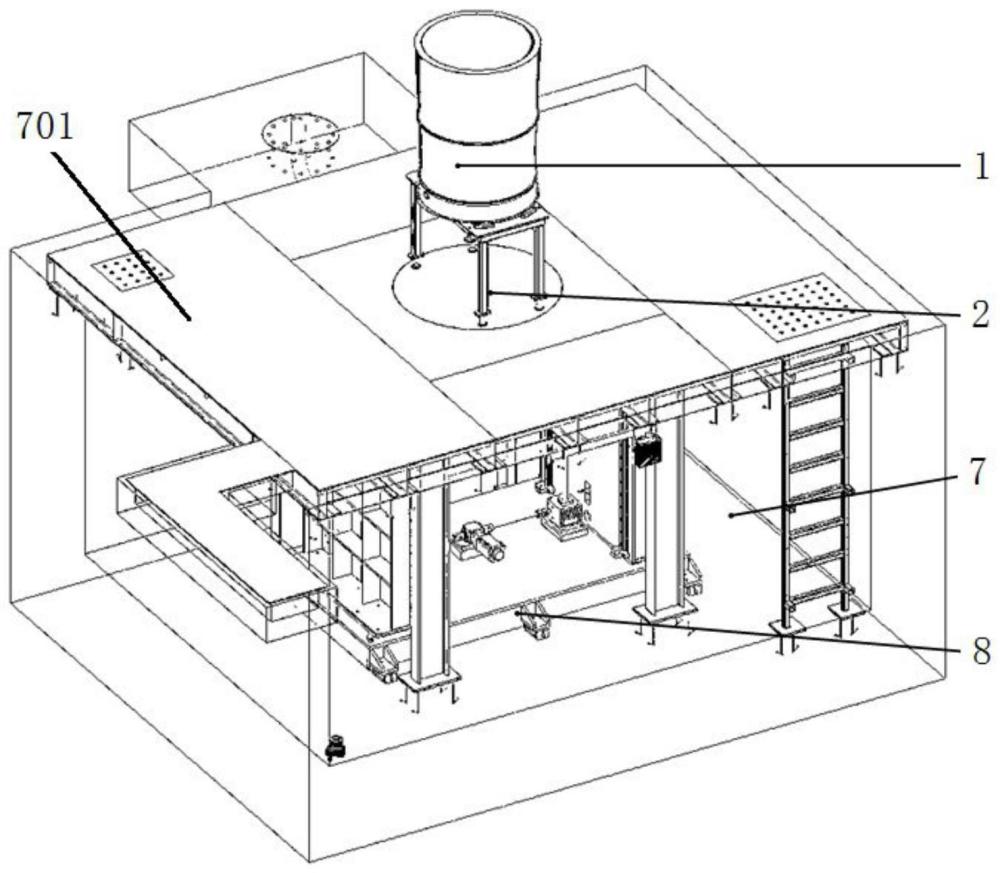
3、一种核心机装配系统,包括装配升降机构、定位支撑架和agv小车,其中地面下设有地井,并且所述装配升降机构设于所述地井中,所述装配升降机构上端设有升降台,并且所述升降台上设有定位台,所述定位台上设有定位销轴,所述agv小车上设有对接升降机构,并且所述对接升降机构上设有浮动平台,所述定位支撑架包括上端的定位支撑板,并且所述定位支撑板下侧通过所述浮动平台支撑,所述定位支撑板上侧承载核心机部件,所述定位支撑板两侧设有定位支腿,并且所述定位支腿下端设有定位销套,所述定位销套与定位台上对应的定位销轴配合,而在核心机各个部件的装配过程中,所述定位台根据不同部件的装配情况通过所述升降台带动下降至对应的高度。
4、所述装配升降机构包括架体、装配升降电机、传动轴、装配传动箱、升降丝杠和升降丝母,其中升降台设于所述架体内,并且所述升降台两端分别与所述架体的对应侧滑动连接,所述装配升降电机设于所述架体底部,并且所述装配升降电机两侧的输出轴分别通过对应侧的传动轴与对应侧装配传动箱的输入端连接,所述装配传动箱的输出端与对应侧升降丝杠的下端连接,所述架体上端两侧设有安装梁,并且所述升降丝杠上端转动安装于对应侧的安装梁上,所述升降丝杠上套装有升降丝母,并且所述升降丝母设于所述升降台中。
5、所述对接升降机构包括升降驱动装置、主动齿轮、主动升降轴、中间齿轮、从动齿轮、从动升降轴和升降板,其中所述主动齿轮中部设有主动丝母套,并且所述主动丝母套通过所述升降驱动装置驱动旋转,所述主动升降轴插装于所述主动丝母套中,所述主动齿轮和各个从动齿轮均沿着所述中间齿轮的圆周方向分布并均与所述中间齿轮啮合,所述从动齿轮中部设有从动丝母套,并且从动升降轴插装于对应的从动丝母套中。
6、所述升降驱动装置的壳体内部设有电机、第一齿轮和第二齿轮,其中第一齿轮与第二齿轮啮合并通过所述电机驱动旋转,第二齿轮套装于所述主动丝母套上。
7、所述定位支撑架上端的定位支撑板表面设有工件连接件。
8、所述浮动平台包括平台架体和架体上端板,所述平台架体设于所述对接升降机构上,所述架体上端板设于所述平台架体上端,并且所述架体上端板上排列有多个滚动球轴承,所述架体上端板四周设有限位板,所述承载调节板设于所述架体上端板上并通过各个滚动球轴承支撑,并且所述承载调节板四周通过各个限位板限位,所述定位支撑架上端的定位支撑板设于所述承载调节板上,所述承载调节板各个角端设有与所述架体上端板连接的锁紧销。
9、所述限位板内侧设有缓冲垫;所述承载调节板上侧设有承载限位块,并且所述定位支撑板设于两个承载限位块之间。
10、所述浮动平台包括平台架体,并且所述平台架体设于所述对接升降机构上,所述平台架体上端设有架体上端板,并且所述架体上端板上侧设有x向调节机构以及通过所述x向调节机构驱动移动的x向滑板,所述x向滑板上侧设有y向调节机构以及通过所述y向调节机构驱动移动的y向滑板,所述y向滑板上侧设有旋转机构以及通过所述旋转机构驱动旋转的承载调节板。
11、所述x向调节机构包括通过x向电机驱动旋转的x向丝杠以及套装在所述x向丝杠上的x向丝母,所述x向丝母上设有x向连接座与所述x向滑板固连,所述x向滑板两侧与所述架体上端板两侧滑动连接;
12、所述y向调节机构包括通过y向驱动组件驱动旋转的y向丝杠以及套装在所述y向丝杠上的y向丝母,所述y向丝母上设有y向连接座,并且所述y向连接座与所述y向滑板固连,所述y向滑板两侧与所述x向滑板两侧滑动连接;
13、所述旋转机构包括旋转调节电机、蜗杆和蜗轮,其中蜗杆与蜗轮一侧啮合并通过所述旋转调节电机驱动旋转,所述蜗轮与所述承载调节板固连。
14、一种根据所述的核心机装配系统的装配方法,包括如下步骤:
15、步骤一、所述定位台先通过所述升降台带动上升至与地面平齐的位置,然后agv小车连同定位支撑架一起移动至所述定位台上;
16、步骤二、解除浮动平台与定位支撑架之间的固定连接,然后对接升降机构带动定位支撑架下降,直至两侧定位支腿下端的定位销套与定位台上对应的定位销轴配合;
17、步骤三、对接升降机构继续下降使浮动平台脱离定位支撑架,然后agv小车连同对接升降机构退出定位支撑架;
18、步骤四、将核心机的中介单元体与定位支撑架上端的定位支撑板固连;
19、步骤五、依次安装高压转子、高压机匣、燃烧室和高压涡轮,并且在装配过程中,所述升降台根据不同部件的情况带动所述定位台配合下降至设定高度;
20、步骤六、核心机完成装配后,agv小车重新移动进入定位支撑架内,然后对接升降机构启动将定位支撑架和核心机一同托起直至定位销套与定位销轴脱离设定距离,然后浮动平台与定位支撑架重新固连;
21、步骤七、agv小车带动定位支撑架和核心机移动至下一工序装配工位。
22、本发明的优点与积极效果为:
23、1、本发明利用设于地井中的装配升降机构驱动定位台升降,从而可以根据不同核心机部件的装配需要调节定位台的下降高度,相比于现有技术,本发明一方面可以降低各个部件转移的吊装高度,因为所述定位台配合下降,各个部件可以以大致相同的吊装高度转移到定位台上方,这省去了现有技术中需要根据不同部件的情况频繁改变吊装高度的操作,从而节约了装配时间,提高了装配效率,另一方面本发明也方便工人作业,工人装配时始终站在地面上,而不必站在辅助架上进行观察和装配作业,从而避免工人频繁登高作业,降低了工人劳动强度,并且能够保证工人作业安全。
24、2、本发明的装配升降机构集成于一个架体中,方便整体安装或转移,同时所述装配升降机构利用丝杠丝母驱动升降,可以实现精确控制定位台升降高度的目的,从而可以进一步保证核心机不同部件的装配高度调整需要。
25、3、本发明利用定位支撑架、浮动平台和agv小车配合实现核心机出入定位台,这不仅进一步提高了装配效率,也提高了系统的自动化水平,其中agv小车移动至定位台上后,其利用定位支撑架两侧定位支腿下端的定位销套与定位台上对应的定位销轴配合实现精准定位,从而保证核心机后续装配质量,而核心机完成装配后也是利用agv小车转移至下一工序,因此本发明不必再额外设计专门的吊具工装,这降低了冗余部件数量,利于现场管理。
26、4、本发明可以利用浮动平台微调定位支撑架位置,从而可以及时消除定位误差并确保定位销套与定位台上对应的定位销轴精确对准,所述浮动平台可根据需要采用手动调节或自动调节方式,其中手动调节的浮动平台利用滚动球轴承支撑实现承载调节板水平x、y方向以及绕竖直z方向转动调节,其结构简单紧凑且便于工人现场微调操作,而自动调节的浮动平台则可以通过操作屏实现自动控制微调,进一步方便操作的同时,还可以满足与下一工序装配工位辅助设备之间的柔性对接需要,这可以进一步提高整个装配生产线的自动化水平。
本文地址:https://www.jishuxx.com/zhuanli/20240618/14769.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表