一种双刃立铣刀、门窗型材加工方法及设备与流程
- 国知局
- 2024-06-20 17:03:53
本申请涉及立铣刀,具体而言,涉及一种双刃立铣刀、门窗型材加工方法及设备。
背景技术:
1、在门窗型材加工过程中,已经存在许多的自动加工生产设备,主要通过激光加工和铣加工相结合的方式进行加工,之所以采用激光加工和铣加工相结合的方式是目前的激光加工还不能完成对门窗型材所有的加工,其存在加工的局限性,激光加工的特点在于加工效率高、不产生额外切削力,但是其加工适应性差,无法满足所有的加工需求,而铣加工的特点则是加工适应性强,几乎可以满足门窗型材的所有加工,但是其加工效率低,由于门窗型材的某些特征无法使用激光进行加工,因此需要配备对应的铣加工装置,而铣加工存在效率低的问题,随着型材加工设备的发展,目前的技术路线倾向于往激光加工和铣加工并行作业的方向发展,然而,由于铣加工存在效率低的问题,这就导致了在激光加工和铣加工并行作业的过程中,铣加工的加工速度成为了影响整机生产效率的瓶颈。
2、通常,在铣加工过程中,一般使用立铣刀来完成铣加工,如果想要提高铣加工的加工效率,通常可以采用提高立铣刀的进给速度进而达到提高加工效率的目的,然而,在提高立铣刀进给速度的同时,不仅会极大影响刀具寿命,还会使加工质量变差,容易出现振刀纹,使加工端面存在瑕疵,无法保证平整度。
3、针对上述问题,本申请提出了新的解决方案。
技术实现思路
1、本申请的目的在于提供一种双刃立铣刀、门窗型材加工方法及设备,具有在保证加工质量的情况下提高加工效率以及增加使用寿命的优点。
2、第一方面,本申请提供了一种双刃立铣刀,技术方案如下:
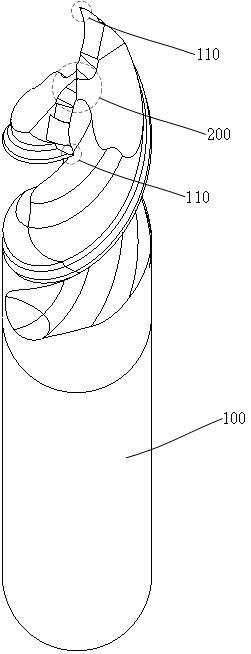
3、包括立铣刀本体,所述立铣刀本体为双刃设置,底部至少设置有圆周刃,所述立铣刀本体的底部设置有群钻结构,所述群钻结构至少包括横刃以及圆弧刃;
4、所述立铣刀本体的直径为d,所述横刃的横刃长度为0.012d~0.02d,所述横刃的横刃斜角为30度~65度,所述横刃的横刃前角为-30度~-55度;
5、所述圆弧刃的圆弧刃前角为8.7度~20.4度,所述圆弧刃的圆弧刃后角为2.4度~27.6度;
6、所述圆周刃的周刃前角为12度~18度,所述圆周刃的周刃后角为13度~20度,所述圆周刃的周刃第二后角为26度~31度。
7、在现有的双刃立铣刀的基础上,设置有群钻结构,将群钻的特点融合至双刃立铣刀上,并通过参数的优化起到提高效率、增加使用寿命的作用。
8、进一步地,在本申请中,所述横刃斜角为31.1度、31.2度、31.3度、31.4度、31.5度、31.6度、31.7度、31.8度或31.9度;
9、所述横刃前角为-32.1度、-32.2度、-32.3度、-32.4度、-32.5度、-32.6度、-32.7度、-32.8度或-32.9度;
10、所述周刃前角为17.1度、17.2度、17.3度、17.4度、17.5度、17.6度、17.7度、17.8度或17.9度;
11、所述周刃后角为15.1度、15.2度、15.3度、15.4度、15.5度、15.6度、15.7度、15.8度或15.9度;
12、所述周刃第二后角为28.1度、28.2度、28.3度、28.4度、28.5度、28.6度、28.7度、28.8度或28.9度。
13、进一步地,在本申请中,所述横刃设置在钻尖结构上,所述钻尖结构设置在所述立铣刀本体的底部中心位置,所述钻尖结构的钻尖前角为-40.5度~-29.5度,所述钻尖结构的钻尖后角为41.6度~51.6度。
14、进一步地,在本申请中,所述圆弧刃的刃尖与所述钻尖的高度差为0.03d~0.05d。
15、进一步地,在本申请中,所述群钻结构还包括内刃,所述内刃的内刃顶角为90度~110度,所述内刃的内刃前角为-2度~2度,所述内刃的内刃后角为40度~50度,所述内刃的内刃斜角为10度~30度。
16、进一步地,在本申请中,所述群钻结构还包括外刃,所述外刃的外刃前角为21度~25度,所述外刃的外刃后角为15度~25度,所述外刃的外刃第二后角为30度~50度。
17、进一步地,在本申请中,所述立铣刀本体(100)的直径为8mm、总长为100mm、所述横刃长度为0.12mm、所述横刃斜角为31.3度、所述横刃前角为-32.5度、所述钻尖前角为-39.5度、所述钻尖后角为46.6度、所述内刃顶角为101.7度、所述内刃前角为0度、所述内刃后角为46.15度、所述内刃斜角为13.8度、所述圆弧刃前角为15度、所述圆弧刃后角为15度、所述外刃前角为22.9度、所述外刃后角为19.9度、所述外刃第二后角为40度、所述外刃(250)弧长为2.5mm、所述周刃前角为17.4度、所述周刃后角为15.7度、所述周刃第二后角为28.1度。
18、进一步地,在本申请中,所述立铣刀本体(100)的材料为钨钴类硬质合金且表面设有dlc涂层。
19、第二方面,本申请还提出了一种门窗型材加工方法,使用上述的双刃立铣刀对门窗型材进行铣加工,在铣加工过程中,所述双刃立铣刀的下刀速度为3500mm/min ~5000mm/min,轮廓走刀速度为7000 mm/min~10000 mm/min。
20、第三方面,本申请还提出了一种门窗型材加工设备,所述门窗型材加工设备使用上述的门窗型材加工方法对门窗型材进行加工。
21、由上可知,本申请提供的一种双刃立铣刀、门窗型材加工方法及设备,在现有的双刃立铣刀的基础上,设置有群钻结构,将群钻的特点融合至双刃立铣刀上,并通过参数的优化起到提高效率、增加使用寿命的作用。
技术特征:1.一种双刃立铣刀,包括立铣刀本体(100),所述立铣刀本体(100)为双刃设置,底部至少设置有圆周刃(110),其特征在于,所述立铣刀本体(100)的底部设置有群钻结构(200),所述群钻结构(200)至少包括横刃(210)以及圆弧刃(220);
2.根据权利要求1所述的一种双刃立铣刀,其特征在于,所述横刃斜角为31.1度、31.2度、31.3度、31.4度、31.5度、31.6度、31.7度、31.8度或31.9度;
3.根据权利要求1所述的一种双刃立铣刀,其特征在于,所述横刃(210)设置在钻尖结构(230)上,所述钻尖结构(230)设置在所述立铣刀本体(100)的底部中心位置,所述钻尖结构(230)的钻尖前角为-40.5度~-29.5度,所述钻尖结构(230)的钻尖后角为41.6度~51.6度。
4.根据权利要求3所述的一种双刃立铣刀,其特征在于,所述圆弧刃(220)的刃尖与所述钻尖的高度差为0.03d~0.05d。
5.根据权利要求4所述的一种双刃立铣刀,其特征在于,所述群钻结构(200)还包括内刃(240),所述内刃(240)的内刃顶角为90度~110度,所述内刃(240)的内刃前角为-2度~2度,所述内刃(240)的内刃后角为40度~50度,所述内刃(240)的内刃斜角为10度~30度。
6.根据权利要求5所述的一种双刃立铣刀,其特征在于,所述群钻结构(200)还包括外刃(250),所述外刃(250)的外刃前角为21度~25度,所述外刃(250)的外刃后角为15度~25度,所述外刃(250)的外刃第二后角为30度~50度。
7.根据权利要求6所述的一种双刃立铣刀,其特征在于,所述立铣刀本体(100)的直径为8mm、总长为100mm、所述横刃长度为0.12mm、所述横刃斜角为31.3度、所述横刃前角为-32.5度、所述钻尖前角为-39.5度、所述钻尖后角为46.6度、所述内刃顶角为101.7度、所述内刃前角为0度、所述内刃后角为46.15度、所述内刃斜角为13.8度、所述圆弧刃前角为15度、所述圆弧刃后角为15度、所述外刃前角为22.9度、所述外刃后角为19.9度、所述外刃第二后角为40度、所述外刃(250)弧长为2.5mm、所述周刃前角为17.4度、所述周刃后角为15.7度、所述周刃第二后角为28.1度。
8.根据权利要求7所述的一种双刃立铣刀,其特征在于,所述立铣刀本体(100)的材料为钨钴类硬质合金且表面设有dlc涂层。
9. 一种门窗型材加工方法,其特征在于,使用权利要求1至8任一项所述的双刃立铣刀对门窗型材进行铣加工,在铣加工过程中,所述双刃立铣刀的下刀速度为3500mm/min ~5000mm/min,轮廓走刀速度为7000 mm/min~10000 mm/min。
10.一种门窗型材加工设备,其特征在于,所述门窗型材加工设备使用权利要求9所述的门窗型材加工方法对门窗型材进行加工。
技术总结本申请提供了一种双刃立铣刀、门窗型材加工方法及设备,涉及立铣刀技术领域,其技术方案要点是:包括立铣刀本体,底部设置有群钻结构,所述群钻结构至少包括圆弧刃;所述立铣刀本体的直径为d,所述横刃的横刃长度为0.012d~0.02d,所述横刃的横刃斜角为30度~65度,所述横刃的横刃前角为‑30度~‑55度;所述圆弧刃的圆弧刃前角为8.7度~20.4度,所述圆弧刃的圆弧刃后角为2.4度~27.6度;所述圆周刃的周刃前角为12度~18度,所述圆周刃的周刃后角为13度~20度,所述圆周刃的周刃第二后角为26度~31度。本申请提供的一种双刃立铣刀、门窗型材加工方法及设备具有提高效率、增加使用寿命的优点。技术研发人员:孟国飞,林伟明,李章辉,谭传荣,孙树涛,黄悦滨,肖志雄受保护的技术使用者:佛山市镭科智能设备有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14772.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表