一种中厚管板坡口结构的制作方法
- 国知局
- 2024-06-20 17:07:12
本技术涉及焊接技术,更具体地说,它涉及一种中厚管板坡口结构。
背景技术:
1、管板结构(管材-板材焊接)类型的产品在船舶、航空航天等行业领域具有广泛的应用,该种结构类型的产品在焊缝涉及上常采用单v坡口形式,对于一些壁厚较厚并且对焊缝质量要求高的产品,焊缝根部易产生未熔合的问题。同时,对于一些壁厚较厚、外形尺寸较大并且管板两者同心度要求较高的产品,需采用划线或测量尺寸的方式来保证两者同心度,该种方式不仅操作麻烦,耗费人力,并且定位精度差。
技术实现思路
1、本实用新型的目的在于提出一种中厚管板坡口结构,能够解决目前管板结构于壁厚较厚时焊缝容易未熔合、同心度定位精度差的技术问题。
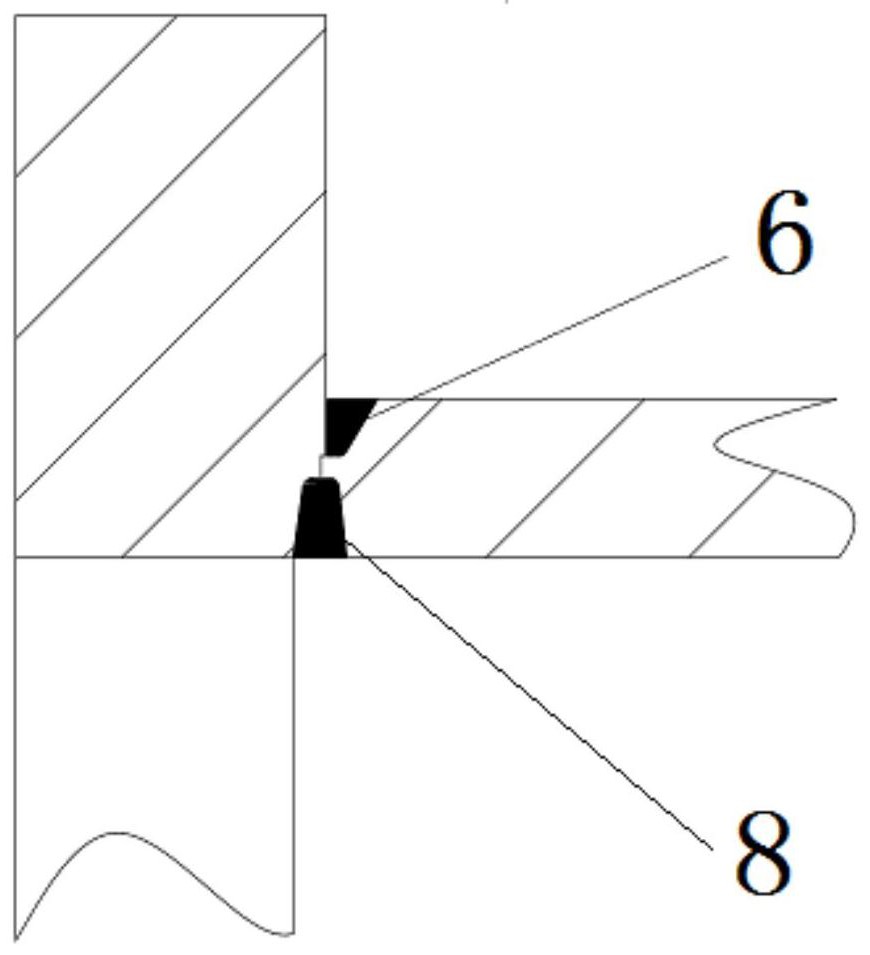
2、本实用新型提供了如下技术方案:一种中厚管板坡口结构,包括板材、管材、u型坡口、j型坡口,u型坡口主要由分别设置在管材和板材上的半u型坡口构成,半u型坡口的底部设置圆角,板材上的半u型坡口具有第一钝边并在第一钝边处设置止口,j型坡口和半u型坡口于管材端部背向设置并且j型坡口和半u型坡口之间设置有中间钝边,j型坡口底部设置圆角、底部的直边与中间钝边倒锐角过渡,焊接时,管材和板材上的半u型坡口对接形成所述u型坡口,中间钝边用于与止口挡止定位。
3、进一步的,半u型坡口底部圆角半径为1.5-2mm,底部直边尺寸为3-5mm。
4、进一步的,j型坡口底部圆角半径为1.5-2mm。
5、进一步的,所述止口深度为0.5-1mm。
6、进一步的,u型坡口深度为j型坡口深度的1.5倍。
7、综上所述,本实用新型具有以下有益效果:焊接之前将管材的中间钝边与板材上的止口对准定位,再进行焊接,可实现快速自行定位、提高定位精度,操作简单省力,良好保证管材-板材之间的同心度;除此之外,还能够减少焊接量、改善因焊接量大导致焊缝精粒粗大的问题,从而提升焊接质量;坡口结构由传统的单v型坡口,更改为一侧u型坡口、一侧j型坡口,u型坡口和j型坡口分别设置圆角,可避免根部未熔合现象,并减小焊接变形量。
技术特征:1.一种中厚管板坡口结构,其特征是,包括板材、管材、u型坡口、j型坡口,u型坡口主要由分别设置在管材和板材上的半u型坡口构成,半u型坡口的底部设置圆角,板材上的半u型坡口具有第一钝边并在第一钝边处设置止口,j型坡口和半u型坡口于管材端部背向设置并且j型坡口和半u型坡口之间设置有中间钝边,j型坡口底部设置圆角、底部的直边与中间钝边倒锐角过渡,焊接时,管材和板材上的半u型坡口对接形成所述u型坡口,中间钝边用于与止口挡止定位。
2.如权利要求1所述的一种中厚管板坡口结构,其特征是,半u型坡口底部圆角半径为1.5-2mm,底部直边尺寸为3-5mm。
3.如权利要求1所述的一种中厚管板坡口结构,其特征是,j型坡口底部圆角半径为1.5-2mm,底部直边尺寸为3-5mm。
4.如权利要求1或2或3所述的一种中厚管板坡口结构,其特征是,所述止口深度为0.5-1mm。
5.如权利要求1或2或3所述的一种中厚管板坡口结构,其特征是,u型坡口深度为j型坡口深度的1.5倍。
技术总结本技术涉及一种中厚管板坡口结构,包括板材、管材、U型坡口、J型坡口,U型坡口主要由分别设置在管材和板材上的半U型坡口构成,半U型坡口的底部设置圆角,板材上的半U型坡口具有第一钝边并在第一钝边处设置止口,J型坡口和半U型坡口于管材端部背向设置并且J型坡口和半U型坡口之间设置有中间钝边,J型坡口底部设置圆角、底部的直边与中间钝边倒锐角过渡,焊接时,管材和板材上的半U型坡口对接形成所述U型坡口,中间钝边用于与止口挡止定位。通过改善坡口结构,提升定位速度与精度、同时提升焊接质量,能够解决目前管板结构于壁厚较厚时焊缝容易未熔合、同心度定位精度差的技术问题。技术研发人员:黄勇,朱序受保护的技术使用者:洛阳唐都实业有限公司技术研发日:20230925技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/14849.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表