方形电池壳体全自动生产设备的制作方法
- 国知局
- 2024-06-20 17:09:02
本技术涉及一种电池壳体生产设备,特别是关于一种方形电池壳体全自动生产设备。
背景技术:
1、电池指盛有电解质溶液和金属电极以产生电流的杯、槽或其他容器或复合容器的部分空间,能将化学能转化成电能的装置,而电池壳是保护电池的重要构件,所以电池壳的质量尤为重要。现有的电池壳生产设备的生产量大、生产效率快,靠人工对电池壳进行搬运、修边、整形、去毛刺的方式已经跟不上生产速度。
2、公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现思路
1、本实用新型的目的在于提供一种方形电池壳体全自动生产设备,大大提高了电池壳的生产效率。
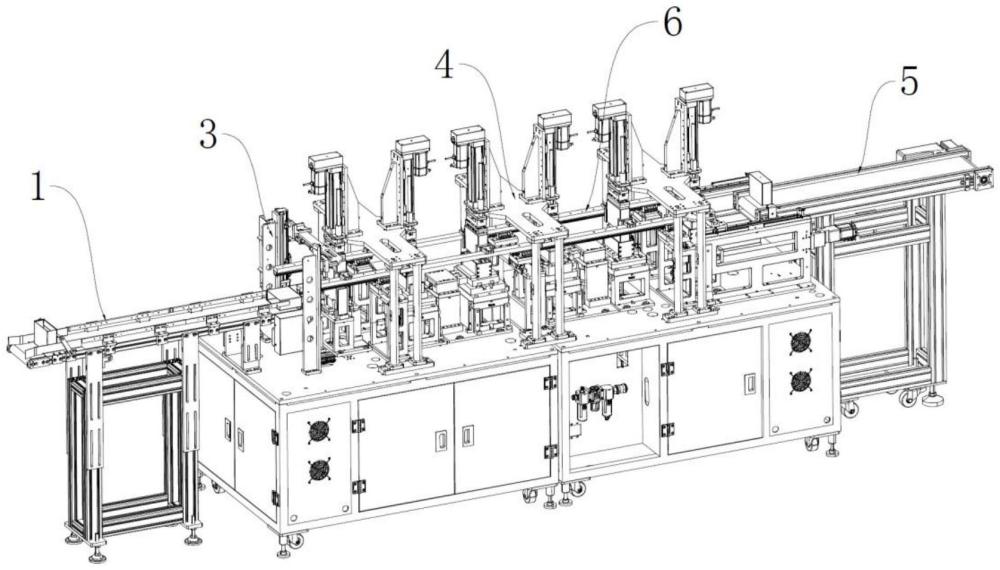
2、为实现上述目的,本实用新型提供了一种方形电池壳体全自动生产设备,包括加工机构、进料皮带、出料皮带和搬运机构。加工机构包括顺序排列的定位模组和裁切单元,分别用于对电池壳进行定位和裁切。进料皮带靠近定位模组设置,用于将电池壳输送至加工机构。出料皮带靠近裁切单元设置,用于输出加工机构上的电池壳。搬运机构包括多个夹板、两个移动板、长条滑块和限位滑道,移动板设于加工机构的两侧,夹板间隔排列安装在两个移动板的内侧侧壁上,夹板设置在加工机构的上方,用于夹持和搬运加工机构上的电池壳,移动板的底壁上安装有长条滑块,长条滑块滑动连接在限位滑道上。其中,搬运机构还包括x轴移动模组和y轴移动模组,移动板的一端与x轴移动模组连接,x轴移动模组能够带动移动板沿着x轴往复移动,移动板通过限位滑道与y轴移动模组连接,y轴移动模组能够带动移动板沿着y轴往复移动。
3、在一个或多个实施方式中,x轴移动单元包括x轴滑板、x轴滑轨、连接板、滚轮和传动滑道,连接板与移动板的一端固定连接,连接板的底壁上转动连接有滚轮,滚轮伸入传动滑道内,滚轮能够沿着传动滑道滚动,传动滑道固定在x轴滑板上,x轴滑板滑动连接在x轴滑轨上。
4、在一个或多个实施方式中,x轴移动单元还包括固定板、电动推杆和第一支架,x轴滑轨安装在x轴支架的顶壁上,固定板的两端分别与x轴滑板和电动推杆的伸缩端连接,电动推杆固定在第一支架上。
5、在一个或多个实施方式中,y轴移动单元包括y轴滑板和y轴滑道,限位滑道固定在y轴滑板上,y轴滑板滑动连接设于y轴滑道上。
6、在一个或多个实施方式中,y轴移动单元还包括传动槽、传动凸轮、驱动电机和第二支架,y轴滑道固定在第二支架的顶部,传动槽设于y轴滑板上,传动凸轮设于传动槽内,传动凸轮的转轴与驱动电机的输出端连接,驱动电机安装在第二支架上。
7、在一个或多个实施方式中,定位模组包括第一夹块、第二夹块和定位模芯,第一夹块和第二夹块设于定位模芯相邻的两侧,第一夹块能够沿着x轴往复平移,第二夹块能够沿着y轴往复平移。
8、在一个或多个实施方式中,裁切单元包括短边裁切模组和长边裁切模组。
9、在一个或多个实施方式中,短边裁切模组包括第一模芯和环形短边裁切板,环形短边裁切板环绕于第一模芯的底部侧壁设置,环形短边裁切板的内环面上安装有两个相对设置的切刀,环形短边裁切板能够沿着y轴往复平移来对电池壳的短边进行裁切。
10、在一个或多个实施方式中,长边裁切模组包括第二模芯和环形长边裁切板,环形长边裁切板环绕于第二模芯的底部侧壁设置,环形长边裁切板的内环面上安装有两个相对设置的切刀,环形长边裁切板能够沿着x轴往复平移来对电池壳的长边进行裁切。
11、在一个或多个实施方式中,加工机构还包括整形模组,整形模组设于裁切单元远离定位模组的一侧,整形模组包括整形模芯和环状整形板,环状整形板环绕于整形模芯的底部侧壁设置,环状整形板能够沿着y轴往复平移来修复电池壳长边的弯曲部位。
12、在一个或多个实施方式中,加工机构还包括倒毛刺模组,倒毛刺模组设于整形模组远离裁切单元的一侧,倒毛刺模组包括倒毛刺模芯、支撑板和环状倒角缝,倒毛刺模芯固定在支撑板上,环状倒角缝开设在支撑板的顶壁上,环状倒角缝环绕于倒毛刺模芯设置。
13、在一个或多个实施方式中,加工机构还包括多个往复驱动机构,各个往复驱动机构分别单独与定位模组、短边裁切模组、长边裁切模组和整形模组连接。
14、在一个或多个实施方式中,还包括多个弹压机构,弹压机构包括弹压电缸和弹压块,每个弹压块固定在单个弹压电缸底部的伸缩端,各个弹压块分别位于定位模芯、第一模芯、第二模芯、整形模芯和倒毛刺模芯的正上方,用于推动夹板上的电池壳下移,使电池壳移动至加工机构上。
15、在一个或多个实施方式中,还包括多个顶撑机构,顶撑机构包括顶撑板、连杆和升降气缸,各个连杆分别在竖直方向上穿透定位模芯、第一模芯、第二模芯、整形模芯和倒毛刺模芯,连杆的底端与升降气缸连接,连杆的顶端与顶撑板连接,用于推动加工机构上的电池壳上移,使电池壳脱离加工机构。
16、在一个或多个实施方式中,进料皮带上安装有阻挡杆,用于将进料皮带上的电池壳翻转90°。
17、在一个或多个实施方式中,还包括转接分料机构,转接分料机构包括转接平台和转接气缸,转接平台安装在转接气缸的顶端,转接平台位于进料皮带和定位模组之间,用于接收进料皮带上的电池壳。
18、在一个或多个实施方式中,还包括翻转机构,翻转机构设于转接平台的正上方,翻转机构包括吸盘、转杆和升降单元,吸盘固定在转杆上,用于吸附转接平台上的电池壳,转杆至少能够转动90度,用于将转接平台上的电池壳搬运至定位模组上方的夹板处,转杆固定在升降单元上,升降单元用于带动吸盘和转杆上下移动。
19、与现有技术相比,如本实用新型的方形电池壳体全自动生产设备,利用可以沿着双轴往复平移的夹板实现对电池壳的自动化搬运的同时,还实现了电池壳的自动化裁切、整形和去毛刺,节省了电池壳的搬运和加工时间,提高了电池壳的生产效率。
技术特征:1.一种方形电池壳体全自动生产设备,其特征在于,包括:
2.如权利要求1所述的方形电池壳体全自动生产设备,其特征在于,所述x轴移动单元(65)包括x轴滑板(651)、x轴滑轨(652)、连接板(656)、滚轮(657)和传动滑道(658),所述连接板(656)与移动板(62)的一端固定连接,所述连接板(656)的底壁上转动连接有滚轮(657),所述滚轮(657)伸入传动滑道(658)内,所述滚轮(657)能够沿着传动滑道(658)滚动,所述传动滑道(658)固定在所述x轴滑板(651)上,所述x轴滑板(651)滑动连接在x轴滑轨(652)上。
3.如权利要求2所述的方形电池壳体全自动生产设备,其特征在于,所述x轴移动单元(65)还包括固定板(653)、电动推杆(654)和第一支架(655),所述x轴滑轨(652)安装在x轴支架的顶壁上,所述固定板(653)的两端分别与x轴滑板(651)和电动推杆(654)的伸缩端连接,所述电动推杆(654)固定在第一支架(655)上。
4.如权利要求1所述的方形电池壳体全自动生产设备,其特征在于,所述y轴移动单元(66)包括y轴滑板(661)和y轴滑道(662),所述限位滑道(64)固定在y轴滑板(661)上,所述y轴滑板(661)滑动连接设于y轴滑道(662)上。
5.如权利要求4所述的方形电池壳体全自动生产设备,其特征在于,所述y轴移动单元(66)还包括传动槽(663)、传动凸轮(664)、驱动电机(665)和第二支架(666),所述y轴滑道(663)固定在第二支架(666)的顶部,所述传动槽(663)设于y轴滑板(662)上,所述传动凸轮(664)设于传动槽(663)内,所述传动凸轮(664)的转轴与驱动电机(665)的输出端连接,所述驱动电机(665)安装在第二支架(666)上。
6.如权利要求5所述的方形电池壳体全自动生产设备,其特征在于,所述定位模组(41)包括第一夹块(411)、第二夹块(412)和定位模芯(413),所述第一夹块(411)和第二夹块(412)设于定位模芯(413)相邻的两侧,所述第一夹块(411)能够沿着x轴往复平移,所述第二夹块(412)能够沿着y轴往复平移。
7.如权利要求6所述的方形电池壳体全自动生产设备,其特征在于,所述裁切单元包括短边裁切模组(42)和长边裁切模组(43)。
8.如权利要求7所述的方形电池壳体全自动生产设备,其特征在于,所述短边裁切模组(42)包括第一模芯(421)和环形短边裁切板(422),所述环形短边裁切板(422)环绕于第一模芯(421)的底部侧壁设置,所述环形短边裁切板(422)的内环面上安装有两个相对设置的切刀,所述环形短边裁切板(422)能够沿着y轴往复平移来对电池壳(9)的短边进行裁切。
9.如权利要求8所述的方形电池壳体全自动生产设备,其特征在于,所述长边裁切模组(43)包括第二模芯(431)和环形长边裁切板(432),所述环形长边裁切板(432)环绕于第二模芯(431)的底部侧壁设置,所述环形长边裁切板(432)的内环面上安装有两个相对设置的切刀,所述环形长边裁切板(432)能够沿着x轴往复平移来对电池壳(9)的长边进行裁切。
10.如权利要求9所述的方形电池壳体全自动生产设备,其特征在于,所述加工机构(4)还包括整形模组(44),所述整形模组(44)设于裁切单元远离定位模组(41)的一侧,所述整形模组(44)包括整形模芯(441)和环状整形板(442),所述环状整形板(442)环绕于整形模芯(441)的底部侧壁设置,所述环状整形板(442)能够沿着y轴往复平移来修复电池壳(9)长边的弯曲部位。
11.如权利要求10所述的方形电池壳体全自动生产设备,其特征在于,所述加工机构(4)还包括倒毛刺模组(45),所述倒毛刺模组(45)设于整形模组(44)远离裁切单元的一侧,所述倒毛刺模组(45)包括倒毛刺模芯(451)、支撑板(452)和环状倒角缝(453),所述倒毛刺模芯(451)固定在支撑板(452)上,所述环状倒角缝(453)开设在支撑板(452)的顶壁上,所述环状倒角缝(453)环绕于倒毛刺模芯(451)设置。
12.如权利要求11所述的方形电池壳体全自动生产设备,其特征在于,所述加工机构(4)还包括多个往复驱动机构(46),各个所述往复驱动机构(46)分别单独与定位模组(41)和短边裁切模组(42)、长边裁切模组(43)和整形模组(44)连接。
13.如权利要求12所述的方形电池壳体全自动生产设备,其特征在于,还包括多个弹压机构(7),所述弹压机构(7)包括弹压电缸(71)和弹压块(72),每个所述弹压块(72)固定在单个弹压电缸(71)底部的伸缩端,各个所述弹压块(72)分别位于定位模芯(413)、第一模芯(421)、第二模芯(431)、整形模芯(441)和倒毛刺模芯(451)的正上方,用于推动所述夹板(61)上的电池壳(9)下移,使电池壳(9)移动至所述加工机构(4)上。
14.如权利要求13所述的方形电池壳体全自动生产设备,其特征在于,还包括多个顶撑机构(8),所述顶撑机构(8)包括顶撑板(81)、连杆(82)和升降气缸(83),各个所述连杆(82)分别在竖直方向上穿透所述定位模芯(413)、第一模芯(421)、第二模芯(431)、整形模芯(441)和倒毛刺模芯(451),所述连杆(82)的底端与升降气缸(83)连接,所述连杆(82)的顶端与顶撑板(81)连接,用于推动所述加工机构(4)上的电池壳(9)上移,使电池壳(9)脱离所述加工机构(4)。
15.如权利要求1所述的方形电池壳体全自动生产设备,其特征在于,所述进料皮带(1)上安装有阻挡杆(11),用于将所述进料皮带(1)上的电池壳(9)翻转90°。
16.如权利要求1所述的方形电池壳体全自动生产设备,其特征在于,还包括转接分料机构(2),所述转接分料机构(2)包括转接平台(21)和转接气缸(22),所述转接平台(21)安装在转接气缸(22)的顶端,所述转接平台(21)位于进料皮带(1)和定位模组(41)之间,用于接收所述进料皮带(1)上的电池壳(9)。
17.如权利要求16所述的方形电池壳体全自动生产设备,其特征在于,还包括翻转机构(3),所述翻转机构(3)设于转接平台(21)的正上方,所述翻转机构(3)包括吸盘(31)、转杆(32)和升降单元(33),所述吸盘(31)固定在转杆(32)上,用于吸附所述转接平台(21)上的电池壳(9),所述转杆(32)至少能够转动90度,用于将所述转接平台(21)上的电池壳(9)搬运至所述定位模组(41)上方的所述夹板(61)处,所述转杆(32)固定在升降单元(33)上,所述升降单元(33)用于带动吸盘(31)和转杆(32)上下移动。
技术总结本技术公开了一种方形电池壳体全自动生产设备,包括加工机构、进料皮带、出料皮带和搬运机构。加工机构包括顺序排列的定位模组和裁切单元。进料皮带靠近定位模组设置,用于将电池壳输送至加工机构。出料皮带靠近倒毛刺模组设置,用于输出加工机构上的电池壳。搬运机构包括多个夹板、两个移动板、长条滑块和限位滑道,移动板设于加工机构的两侧,夹板间隔排列安装在两个移动板的内侧侧壁上,用于夹持和搬运加工机构上的电池壳,移动板的底壁上安装有长条滑块,长条滑块滑动连接在限位滑道上。本技术提供的方形电池壳体全自动生产设备,大大提高了电池壳的生产效率。技术研发人员:夏新伟,黎安娜,胡鹏,游庆华,何德文受保护的技术使用者:常州长盈精密技术有限公司技术研发日:20231030技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/14915.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表