一种弯头的热推方法与流程
- 国知局
- 2024-06-21 09:35:50
本发明涉及管道设备,尤其涉及一种弯头的热推方法。
背景技术:
1、在管路系统中,弯头是改变管路方向的管件。按角度分,有45°、90°和180°三种最常用的,另外根据工程需要还包括60°等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及塑料等。但目前,对于生产制造而言,下料一般都是依经验进行,对于下料长度,没有固定的套用公式,在大规模生产时,会对原材料产生较大的浪费,增加生产成本。最重要的一点,经验数据只有操作工人知道,换一个新手(经验不足的)操作工就不知道该如何下料了;而转化成公式后,任何操作工都可以计算下料长度。因此,目前亟需找到一种在不影响产品质量的前提下,可以有效利用原材料,控制生产成本的下料方法。
技术实现思路
1、针对上述问题,本发明提供一种弯头的热推方法,弯头尺寸合格,综合质量较佳,且增加了对原材料的利用率,节约了成产成本。
2、为解决上述技术问题,本发明提供了一种弯头的热推方法,包括以下步骤:
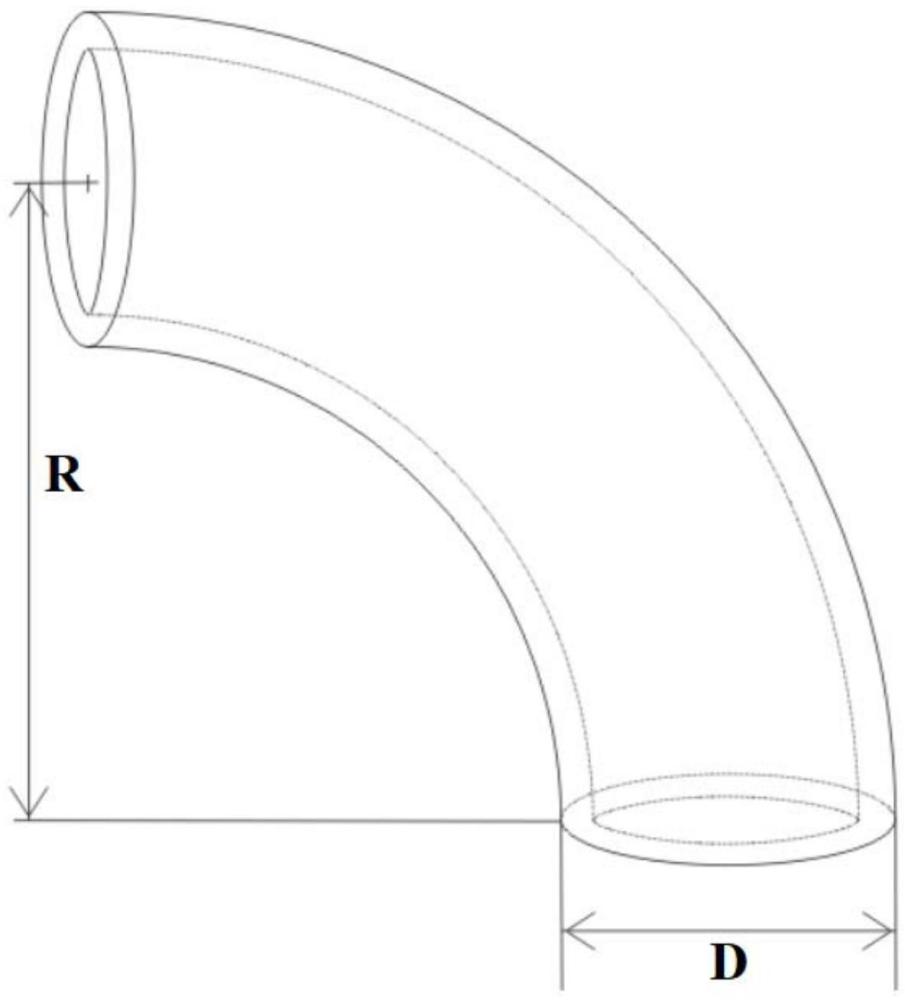
3、s1,原材料的选择:选择无缝直管作为原材料,所述无缝直管的外径比弯头的外径小1~3级,所述无缝直管的壁厚比弯头的壁厚大0~5mm;根据如下公式计算所述无缝直管的下料长度;
4、下料长度=1.57×d×r/d0+3×d+(10~30)mm;
5、式中,d表示弯头的外径,mm;r表示弯头的弯曲半径,mm;d0表示无缝直管的外径,mm;d表示无缝直管的壁厚,mm;
6、s2,热推成型:将所述无缝直管按照所述下料长度进行截取,装入推制机上,定位,采用中频感应加热圈进行加热,连续推制,得弯头毛坯;
7、s3,热处理:将所述弯头毛坯进行热处理,得弯头。
8、相对于现有技术,本发明提供的弯头的热推方法,对原材料无缝直管的外径、壁厚及下料长度进行了限定,为弯头成品的获得提供了良好的原料基础;采用特定的下料长度公式,减少了对操作工经验及熟练程度的要求,并提高了生产效率,同时,还可以有效避免对原材料无缝直管的不必要浪费,尤其是在大规模生产时,可以有效降低材料的生产成本;然后将无缝直管坯热推成型,经热处理后,得到弯头尺寸合格、综合质量较佳的弯头成品,具有较高的经济效益和市场价值。
9、需要说明的是,式中10~30mm为余量选择,与热推成型的推制速度有关。热推成型的温度一定时,推制速度越快,弯头的壁厚越薄,余量选择越小;推制速度越慢,弯头的壁厚越后,余量选择越大。本发明中,无缝直管或弯头的外径对应的级数差可以参照行业标准(公称直径与端部外径的对应关系可以参见表1),比如,弯头的外径为273.1mm(记为φ273.1),对应的原材料无缝直管的外径可以是φ219.1(比弯头的外径小1级)、φ168.3(比弯头的外径小2级)或φ114.3(比弯头的外径小3级)。
10、表1公称直径(dn)与端部外径的对应关系
11、
12、
13、优选的,所述弯头的壁厚为2.4~35mm。
14、优选的,所述弯头的外径为26.7~610mm。
15、优选的,所述弯头的弯曲半径是所述弯头的外径长度的0.7~1.5倍。
16、本发明对弯头的壁厚和外径进行限定,有利于后续热推成型的进行,进而保证后续热推成型后弯头毛坯的成型率及质量的稳定性。需要说明的是,在弯头的应用中,弯头的壁厚和外径具有一定的对应关系,一般情况下,弯头的外径越大,弯头的壁厚也越厚。
17、优选的,所述无缝直管的材质为碳钢、管线钢或合金钢。
18、优选的,步骤s2中,在所述无缝直管的内部涂抹石墨,采用天车将所述无缝直管装入推制机的杠上,旋动推制机上的鼓轮,加紧所述杠的尾部进行定位;启动中频电源,待芯头的温度升至550℃以上时,启动推制机的推制按钮,给压将所述无缝直管向推头方向推进。
19、本发明中,石墨可以起到一定的润滑作用;芯头是指与杠的端部连接的、被中频感应加热圈包围的、呈牛角状的弯曲部位。无缝直管在杠和推头过渡区内通过中频感应加热圈进行加热后,可以连续推制成型。
20、优选的,步骤s2中,所述连续推制的速度为20~30cm/min。
21、优选的,步骤s2中,所述中频感应加热圈的温度为580~1000℃。
22、需要说明的是,本发明中中频感应加热圈的温度与无缝直管/弯头的材质有关。当无缝直管/弯头的材质为20、20(h2s、hic)、20g、q235b、q235a、q245r、q245r(hic)、q345r、q345b、q345c、q345d、q345e、l245(cr.b)、wphy42 l290(x42)、wphy46 l320(x46)、wphy52l360(x52)、wphy56 l390(x56)、a106b、a106c、a333 cr.6、wpl6、wpb或wpc等时,中频感应加热圈的温度为580~850℃;当无缝直管/弯头的材质为12crmo、12crmog、12cr1mo、12cr5mo、12cr9mo、15crmor、15crmo、15crmog、p9、1cr5mo、p5、p22、p11、p12、12cr2mog、wphy60 l415(x60)或wphy65 l450(x65)等时,中频感应加热圈的温度为750~900℃;当无缝直管/弯头的材质为p91、p92、12cr1mov、12cr1movg、12cr1movr、wphy70 l485(x70)、wphy80 l555(x80)等时,中频感应加热圈的温度为800~1000℃。具体对应关系如表2所示。
23、表2中频感应加热圈的温度与无缝直管/弯头的材质的关系
24、
25、
26、中频感应加热圈的温度还与弯头的壁厚有关,一般情况下,弯头的壁厚越厚,中频感应加热圈的温度越高。本发明通过控制中频感应加热圈的温度,可以保证推制出的不同材质的弯头达到其相应的力学要求。
27、优选的,本发明中热处理的方式与无缝直管/弯头的材质有关。当所述无缝直管为碳钢时,所述热处理的方式为正火处理;当所述无缝直管为管线钢时,所述热处理的方式为淬火处理+回火处理;当所述无缝直管为合金钢时,所述热处理的方式为正火处理+回火处理。
28、进一步优选的,当所述无缝直管为碳钢时,将所述弯头毛坯于20~300℃入炉,于880~920℃进行正火处理,保温时间为30~60min,出炉空冷,得弯头。
29、进一步优选的,当所述无缝直管为管线钢时,将所述弯头毛坯于910~970℃进行淬火处理,保温时间为30~60min,出炉水冷;于590~690℃进行回火处理,保温时间为60~120min,出炉空冷,得弯头。
30、进一步优选的,当所述无缝直管为合金钢时,将所述弯头毛坯于920~1060℃进行正火处理,保温时间为30~60min,出炉空冷;于690~760℃进行回火处理,保温时间为60~120min,出炉空冷,得弯头。
31、本发明通过控制热处理的方式,可以进一步保证不同材质的弯头成品达到其相应的力学要求,提高了对应材质的弯头的综合质量。
本文地址:https://www.jishuxx.com/zhuanli/20240618/15160.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表