一种用于PEEK薄壁管或型材的高频感应焊接材料及焊接方法与流程
- 国知局
- 2024-06-21 09:39:03
本发明涉及特种工程塑料焊接,具体涉及一种用于peek薄壁管或型材的高频感应焊接材料及焊接方法。
背景技术:
1、随着现代工业的快速发展,对材料的性能要求也越来越高,pee k特种工程塑料因其具有优异的力学性能、化学稳定性以及耐高温等特性,在许多领域得到了广泛应用。然而,由于peek材料的热稳定性和可焊性较差,导致peek薄壁管及peek型材的制造和连接成为了一个技术挑战。因此,研究一种高效、可靠的peek材料焊接方法对于推动特种工程塑料的进一步发展具有十分重要的意义。
2、因peek特种塑料高温加工以及对温度敏感的特性,特种工程塑料peek的熔点为343℃,焊接需要温度高达380℃,且冷却速率快,对于焊接工艺是个挑战。采用热板或者红外等加热方式需要保温措施,且加热部位在截面,热板焊接热影响区浅无法保证强度,热影响区深无法保证产品结构与外观;红外焊接发出的能量光波,在焊接筋表面被吸收,表面吸收的热量通过热传导进入焊接筋更深的位置,加热速率难以控制,焊接时需工件精度较高,焊接面较粗糙且会产生应力影响产品使用,成本与后续设备维护较贵。
技术实现思路
1、本发明的目的在于:针对peek材料所存在的焊接难题,本发明提供了一种用于peek薄壁管或型材的高频感应焊接材料及焊接方法,从而解决了这些问题。
2、本发明是通过如下技术方案实现的:
3、本发明提供了一种用于peek薄壁管或型材的高频感应焊接材料,所述的高频感应焊接材料由peek熔料、用作发热介质的金属粉末和用于导热传热以均匀熔融peek材料的石墨烯混合而成;所述peek熔料、金属粉末以及石墨烯之间的质量比为5:(1~5):(0.5~1)。
4、进一步的,一种用于peek薄壁管或型材的高频感应焊接材料:所述的金属粉末为铜粉,且所述铜粉的粒径为3~10μm。
5、进一步的,一种用于peek薄壁管或型材的高频感应焊接材料:所述高频感应焊接材料的制备方法为:将所述peek熔料、金属粉末以及石墨烯按比例混合后,以双螺杆挤出机进行挤出造粒,造粒后再经挤出或模压,从而制得能够匹配套接于peek薄壁管中的管状高频感应焊接材料,或制得能够填埋于peek型材中的高频感应焊接材料。
6、其中:挤出加工管状高频感应焊接材料的方式省时高效,适用于大批量产品焊接;若产品量少可考虑造粒后模压制品,根据产品形式机加工出合适尺寸样品以填埋进入焊接产品。
7、更进一步的,一种用于peek薄壁管或型材的高频感应焊接材料:挤出造粒时的温度为375~390℃、转速为4~6rpm。
8、优选的,在挤出时转速不宜过高,防止剪切热高使材料碳化。
9、本发明还提供了一种peek薄壁管或型材的焊接方法,该方法采用了上述的高频感应焊接材料对peek薄壁管或peek型材进行焊接。
10、进一步的,一种peek薄壁管或型材的焊接方法:所述peek薄壁管的焊接方法,包括如下步骤:
11、s1、提供待焊接的peek薄壁管和用于焊接所述peek薄壁管的管状高频感应焊接材料,并将该管状高频感应焊接材料裁剪为适于套接的尺寸;一般将该管状高频感应焊接材料裁剪为长1cm左右的小段;
12、s2、对所述peek薄壁管和管状高频感应焊接材料进行清洗和去污处理,以确保焊接质量;
13、s3、将管状高频感应焊接材料的一端套接于所述peek薄壁管的内部,另一端套接于另一peek薄壁管的内部,而后将套接于管状高频感应焊接材料上的两根peek薄壁管拼接对齐,以形成初步连接;
14、s4、将拼接后的peek薄壁管置于高频感应加热设备中,加热以使管状高频感应焊接材料熔化,施压,将peek薄壁管自然焊接,焊接后冷却,进行后处理,完成对peek薄壁管的焊接。
15、更进一步的,一种peek薄壁管或型材的焊接方法:步骤s3、在peek薄壁管拼接对齐后,在所述peek薄壁管的内部填充棒材,用于避免peek薄壁管变形,并在焊接后取出;步骤s4、将拼接后的peek薄壁管置于高频感应加热设备中,加热至380~400℃以使管状高频感应焊接材料熔化,将peek薄壁管自然焊接,焊接后缓慢冷却,进行去除飞边、打磨处理,完成对peek薄壁管的焊接。
16、进一步的,一种peek薄壁管或型材的焊接方法:所述peek型材的焊接方法,包括如下步骤:
17、s11、提供待焊接的peek型材和用于焊接所述peek型材的高频感应焊接材料,并将该高频感应焊接材料加工成适于填埋的尺寸;
18、在其中一peek型材的端部加工出凹槽,在另一peek型材的端部加工出与凹槽匹配的凸起;
19、s21、对所述peek型材和高频感应焊接材料进行清洗和去污处理,以确保焊接质量;
20、s31、在所述凹槽中填埋高频感应焊接材料,而后将另一peek型材上的凸起再插接于所述凹槽中进行初步连接;
21、s41、将插接后的peek型材置于高频感应加热设备中,加热以使高频感应焊接材料熔化,施压,将两根peek型材完成焊接,焊接后冷却,进行后处理。
22、peek型材例如peek棒材、peek板材等。
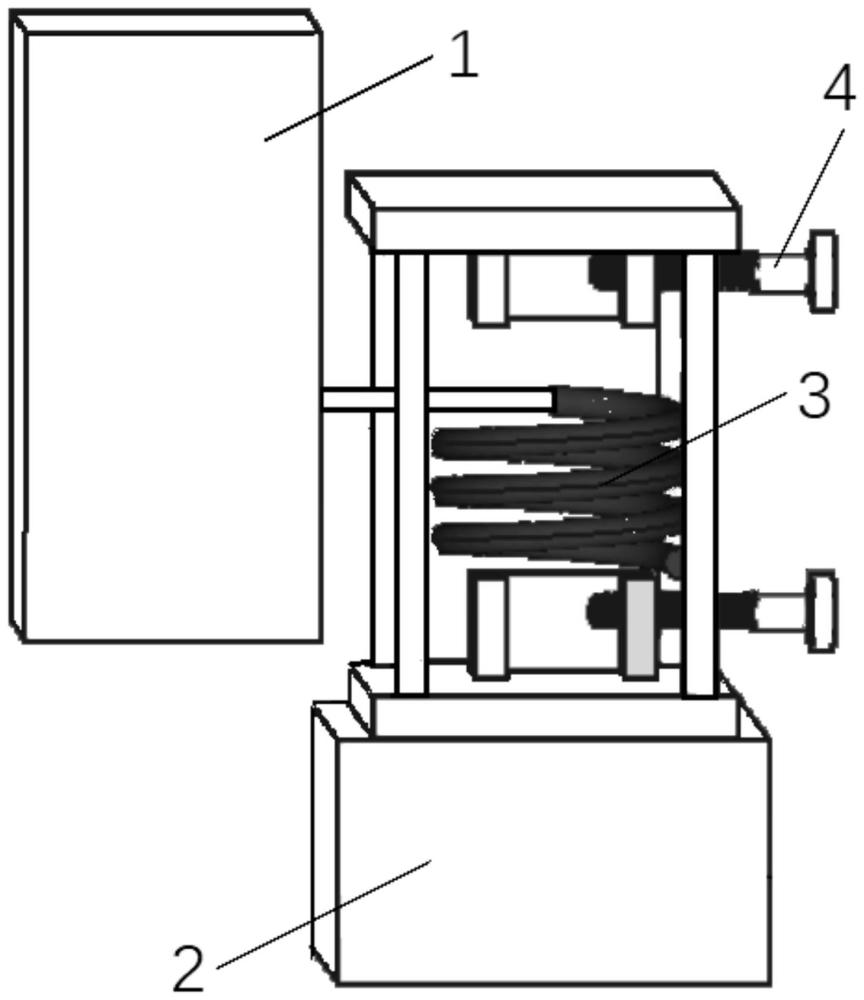
23、更进一步的,一种peek薄壁管或型材的焊接方法:所述的高频感应加热设备包括:高频发生器,其用于产生高频电流;施压装置,其用于对peek薄壁管或peek型材进行挤压,以使焊接牢固;设置于所述施压装置上的感应线圈,其用于对焊接材料进行加热,以使其熔化;设置于所述施压装置上的夹具,其用于在焊接过程中固定peek薄壁管或peek型材。
24、更进一步的,一种peek薄壁管或型材的焊接方法:所述的高频感应加热设备还包括水冷系统,其用于防止所述感应线圈过热熔化。
25、本发明的有益效果:
26、(1)本发明提供的高频感应焊接材料可以适用于多种特种工程塑料的薄壁管及型材的制造和修复,具有广泛的应用前景,可对多种peek产品进行焊接,可对异型件进行焊接,其使用方便且适用性好。
27、(2)本发明的焊接方法采用高频感应线圈加热,可以避免操作人员接触高温产品与机器,减少安全事故的发生,其操作更为安全。
28、(3)本发明方法焊接后的美观性好,保证了焊接接头处的高质量和可靠性,焊接后的产品表面无异物,不影响产品外观,并且对产品尺寸影响极小,填埋焊接不会改变产品原有尺寸。
29、(4)本发明采用高频感应加热技术,实现了对材料的快速加热和熔化,提高了焊接效率,对比传统焊接有较大改观。
技术特征:1.一种用于peek薄壁管或型材的高频感应焊接材料,其特征在于,所述的高频感应焊接材料由peek熔料、用作发热介质的金属粉末和用于导热传热以均匀熔融peek材料的石墨烯混合而成;
2.根据权利要求1所述的一种用于peek薄壁管或型材的高频感应焊接材料,其特征在于,所述的金属粉末为铜粉,且所述铜粉的粒径为3~10μm。
3.根据权利要求1所述的一种用于peek薄壁管或型材的高频感应焊接材料,其特征在于,
4.根据权利要求3所述的一种用于peek薄壁管或型材的高频感应焊接材料,其特征在于,挤出造粒时的温度为375~390℃、转速为4~6rpm。
5.一种peek薄壁管或型材的焊接方法,其特征在于,该焊接方法采用权利要求1~4任一项所述的高频感应焊接材料对peek薄壁管或peek型材进行焊接。
6.根据权利要求5所述的一种peek薄壁管或型材的焊接方法,其特征在于,所述peek薄壁管的焊接方法,包括如下步骤:
7.根据权利要求6所述的一种peek薄壁管或型材的焊接方法,其特征在于,步骤s3、在peek薄壁管拼接对齐后,在所述peek薄壁管的内部填充棒材,用于避免peek薄壁管变形,并在焊接后取出;
8.根据权利要求5所述的一种peek薄壁管或型材的焊接方法,其特征在于,所述peek型材的焊接方法,包括如下步骤:
9.根据权利要求6或8所述的一种peek薄壁管或型材的焊接方法,其特征在于,所述的高频感应加热设备包括:
10.根据权利要求9所述的一种peek薄壁管或型材的焊接方法,其特征在于,所述的高频感应加热设备还包括水冷系统,其用于防止所述感应线圈(3)过热熔化。
技术总结本发明公开了一种用于PEEK薄壁管或型材的高频感应焊接材料及焊接方法,高频感应焊接材料由PEEK熔料、金属粉末和石墨烯混合而成;PEEK熔料、金属粉末以及石墨烯的质量比为5:(1~5):(0.5~1)。本发明还提供了一种PEEK薄壁管或型材的焊接方法,该方法采用了高频感应焊接材料对PEEK薄壁管或PEEK型材进行焊接。本发明的高频感应焊接材料可以适用于多种特种工程塑料的薄壁管及型材的制造和修复,具有广泛的应用前景,可对多种PEEK产品进行焊接,可对异型件进行焊接,其使用方便且适用性好。本发明的焊接方法采用高频感应线圈加热,可避免操作人员接触高温产品与机器,减少安全事故的发生,操作更安全。技术研发人员:李军,郭中魁,谭宗尚,刘哲,魏龙飘,叶云峰受保护的技术使用者:江苏君华特种高分子材料股份有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15471.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表