一种耐火性强的不锈钢护套光缆及加工方法与流程
- 国知局
- 2024-06-21 12:19:11
本发明涉及通信光缆,具体地说是一种耐火性强的不锈钢护套光缆及加工方法。
背景技术:
1、在光通信网络中,光缆是重要的传输介质之一,光缆通常由一个或多个光纤,以及提供保护和增强光缆物理强度的松套管等外部材料组成,其中,松套光单元技术是一种广泛使用的光缆结构设计,在这种设计中,光纤被放置在一个较大直径的保护套管中,这个保护套管就称为松套管。
2、传统的松套管大多采用pbt、pet或pp材料,尽管具备一定的耐热性,但是在发生火灾时,这些塑料材料会在高温下熔化甚至燃烧,松套管的结构完整性迅速下降,会使光纤受到直接的物理损伤,即便火势得到控制后,熔化的塑料材料也会在光纤上凝固收缩,进一步损伤光纤,导致火灾后受损的光缆部分需要完全更换,增加了维修成本,而这些塑料材料燃烧时,还会释放出有害的气体,对人员安全构成严重威胁。
技术实现思路
1、为了解决上述技术缺陷,本发明研究出一种抗高温氧化性好,耐用性强,同时能够降低电信号损失的耐火性强的不锈钢护套光缆及加工方法。
2、为实现上述目的,本发明提供一种耐火性强的不锈钢护套光缆,其包括:
3、中心加强件、不锈钢管光单元、内护套层、金属带铠装与外护套层;
4、中心加强件采用纤维增强塑料杆,内护套层和外护套层均采用阻燃聚烯烃材料,金属带铠装采用镀锌钢丝编织而成,不锈钢管光单元由光纤与清洁覆膜不锈钢带构成。
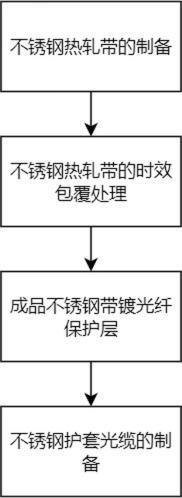
5、本发明还包括一种耐火性强的不锈钢护套光缆的加工方法,其包括如下步骤:
6、s1:不锈钢热轧带的制备
7、将cr、nb、si、ni、c、n、mn、cu、y、b和fe元素置于连铸机中进行连铸,得到铸坯,将铸坯放入电阻炉预热后进行锻造和空冷,得到锻坯,再对锻坯进行热轧,得到不锈钢热轧带;
8、s2:不锈钢热轧带的时效包覆处理
9、将不锈钢热轧带置于容器中,再将si粉和al粉加入容器中对不锈钢热轧带进行包覆,然后将容器置于时效炉中进行加热保温,将容器内的不锈钢热轧带取出后再放入时效炉中进行加热保温,然后空冷,得到成品不锈钢带;
10、s3:成品不锈钢带镀光纤保护层
11、对成品不锈钢进行超声清洗,用氮气吹干后置于磁控溅射镀膜机中,依次以mo粉和类金刚石粉作为靶材进行磁控溅射镀膜,得到覆膜不锈钢带;
12、s4:不锈钢护套光缆的制备
13、对覆膜不锈钢带进行分条裁剪,再通过清洁装置进行清洁,得到清洁覆膜不锈钢带,将清洁覆膜不锈钢带与涂覆有光纤油膏的光纤一起输送入成型机卷制成不锈钢管,通过激光焊接、焊缝完整检测后得到不锈钢管光单元,采用纤维增强塑料杆作为中心加强件,外侧依次包覆内护套层、金属带铠装层与外护套层,同时将若干不锈钢管光单元置于内护套层中并绞合于中心加强件上,得到耐火性强的不锈钢护套光缆。
14、进一步地,步骤s1不锈钢热轧带的制备,包括以下步骤:
15、s1.1:按质量百分数计,将18-19%的cr、0.3-0.6%的nb、0.2-0.3%的si、8.5-9.5%的ni、0.08-0.15%的c、0.05-0.12%的n、0.8-1%的mn、2.5-3.5%的cu、0.06-0.08%的y、0.08-0.1%的b和65-70%的fe置于连铸机中进行熔炼,得到熔融金属,熔融金属再由中间包通过入水口注入结晶器内激冷凝固,得到初生坯壳,初生坯壳在引锭杆的牵引作用下沿着拉坯方向不断被拉出,依次进入二冷区、空冷区,初生坯壳完全凝固得到铸坯;
16、s1.2:将铸坯放入电阻炉中以1050-1100℃的温度加热并保温1.5-2小时,然后用模锻机以1050-1100℃的初始锻造温度进行锻造,控制最终锻造温度为980-1000℃,空冷至25-30℃,得到锻坯,再对锻坯进行热轧,控制开轧温度为1000-1050℃,终轧温度为950-980℃,变形量为55-60%,轧制到2-2.5mm厚度,得到不锈钢热轧带。
17、进一步地,步骤s2不锈钢热轧带的时效包覆处理,包括以下步骤:
18、s2.1:将不锈钢热轧带置于容器中,再将si粉和al粉以1:(1-1.5)的质量比混合均匀并加入容器中,使不锈钢热轧带完全被si粉和al粉包覆;
19、s2.2:将容器置于时效炉中,调节温度为850-900℃,保温4-5小时,再将容器内的不锈钢热轧带取出放入时效炉中,继续以750-800℃的温度保温1-2小时,然后空冷至25-27℃,得到成品不锈钢带。
20、进一步地,步骤s3成品不锈钢带镀光纤保护层,包括以下步骤:
21、s3.1:将成品不锈钢带置于容器中,再将丙酮溶液倒入容器中并浸没成品不锈钢,然后放入超声波清洗机中以20-40khz的超声频率清洗10-15分钟,然后将容器内的丙酮溶液替换成酒精,同样以20-40khz的超声频率清洗10-15分钟,最后将容器内的酒精替换成去离子水,以20-40khz的超声频率清洗10-15分钟,然后利用氮气吹干成品不锈钢带表面的水分,得到清洁不锈钢带;
22、s3.2:将清洁不锈钢带置于磁控溅射镀膜机的腔室中,依次以mo粉和类金刚石粉作为靶材,调节磁控溅射镀膜机功率为400-450w,磁控溅射温度为500-550℃,在清洁不锈钢的正面和反面先镀上mo膜,再镀上类金刚石膜,mo膜厚度为25-30nm,类金刚石膜厚度为80-100nm,得到覆膜不锈钢带。
23、进一步地,步骤s4不锈钢护套光缆的制备,包括以下步骤:
24、s4.1:对覆膜不锈钢带进行分条,在切刀装置的作用下裁剪成宽度为1.5-2cm的覆膜不锈钢带,再通过清洁装置进行清洁,得到清洁覆膜不锈钢带,将光纤置于静电消除器中除静电后涂覆一层光纤油膏,再与清洁覆膜不锈钢带一起输送入成型机卷制成不锈钢管,再通过激光焊接、焊缝完整检测后得到不锈钢管光单元;
25、s4.2:采用纤维增强塑料杆作为中心加强件,将若干不锈钢管光单元绞合于中心加强件上,再将中心加强件和不锈钢管光单元包覆于内护套层中、然后在内护套层外侧依次包覆金属带铠装层与外护套层,得到耐火性强的不锈钢护套光缆。
26、进一步地,步骤s2.1中的容器材质为耐高温镍基合金。
27、进一步地,步骤s2.1中si粉和al粉的粒径为50-100μm。
28、进一步地,步骤s3.1中的酒精浓度为70-75%。
29、进一步地,步骤s4.2中的内护套层和外护套层厚度为1.6-2mm。
30、有益效果是:1、本发明通过将不锈钢热轧带包裹在al粉和si粉中进行时效热处理,使al元素与si元素与不锈钢热轧带充分接触,又由于在高温环境下al和si与氧气的结合能力均比mn、cr和fe与氧气的结合能力大,从而会优先在不锈钢热轧带的表面生成致密的al2o3和sio2氧化膜,有效防止不锈钢热轧带内部的mn、cr离子向外扩散与氧气接触形成mno和cr2o3,进而防止mno和cr2o3发生固相反应形成尖晶石结构的mncr2o4,既避免了尖晶石结构的mncr2o4使氧化膜疏松,导致不锈钢热轧带抗高温氧化性降低,又避免了不锈钢热轧带与氧化膜之间产生裂隙,大幅提升了成品不锈钢的抗高温氧化性,使覆膜不锈钢带的耐用性提高,更好地对光纤进行保护。
31、2、本发明通过在不锈钢热轧带中添加y和b元素,其中y在不锈钢热轧带中能够与氧结合生成y2o3,能够有效减小不锈钢热轧带中夹杂物的尺寸,并在淬透性改善元素b的作用下,促使不锈钢成分均匀分布在基体当中,能够使成品不锈钢带获得优秀的力学性能,y元素在后续时效处理过程中还会与al粉结合生成低吉布斯自由能的yalo3,进一步增强al2o3膜和sio2组成的复合膜致密性,提高成品不锈钢的抗高温氧化性。
32、3、本发明通过磁控溅射法在清洁不锈钢带表面依次镀上mo膜和类金刚石膜,mo为类金刚石膜提供有利的生长条件,而类金刚石膜具有高硬度和高电阻率,不仅为覆膜不锈钢带提供了优秀的耐摩擦特性,还可以有效降低光纤在传输电信号时的损失。
33、4、本发明通过采用特制的覆膜不锈钢带作为光单元,具有优秀的抗高温氧化性能和耐火性能,还可以有效防止啮齿动物的啃咬,具有良好的防鼠性能,再选择阻燃聚烯烃作为内外护套,可以使耐火性强的不锈钢护套光缆更好地满足阻燃、耐火等应用场景。
本文地址:https://www.jishuxx.com/zhuanli/20240618/26670.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。