螺钿压印工艺的制作方法
- 国知局
- 2024-06-21 13:06:07
本发明涉及图案压印成型,特别是涉及一种螺钿压印工艺。
背景技术:
1、在模具作用下使板料厚度发生变化,在零件表面上压出起伏花纹或字样的工序叫压印。具体的,压印是将板料放在上、下模之间,在压力作用下使其材料厚度发生变化,并将挤压外的材料,充塞在有起伏细纹的模具形腔凸、凹处,而在工件表面得到形成起伏鼓凸及字样或花纹的一种成形方法。传统的压印是为了在无法实现表面封漆工艺特殊材料方面的技术应用,主要包括皮革、厚植布料、软体材料等。
2、而螺钿,是指用螺壳与海贝磨制成人物、花鸟、几何图形或文字等薄片,根据画面需要而镶嵌在器物表面的装饰工艺。传统的压印工艺无法实现螺钿粘贴。
技术实现思路
1、基于此,为了解决上述技术问题,提供一种螺钿压印工艺,可以实现螺钿粘贴、螺钿压印。
2、一种螺钿压印工艺,所述工艺流程包括:
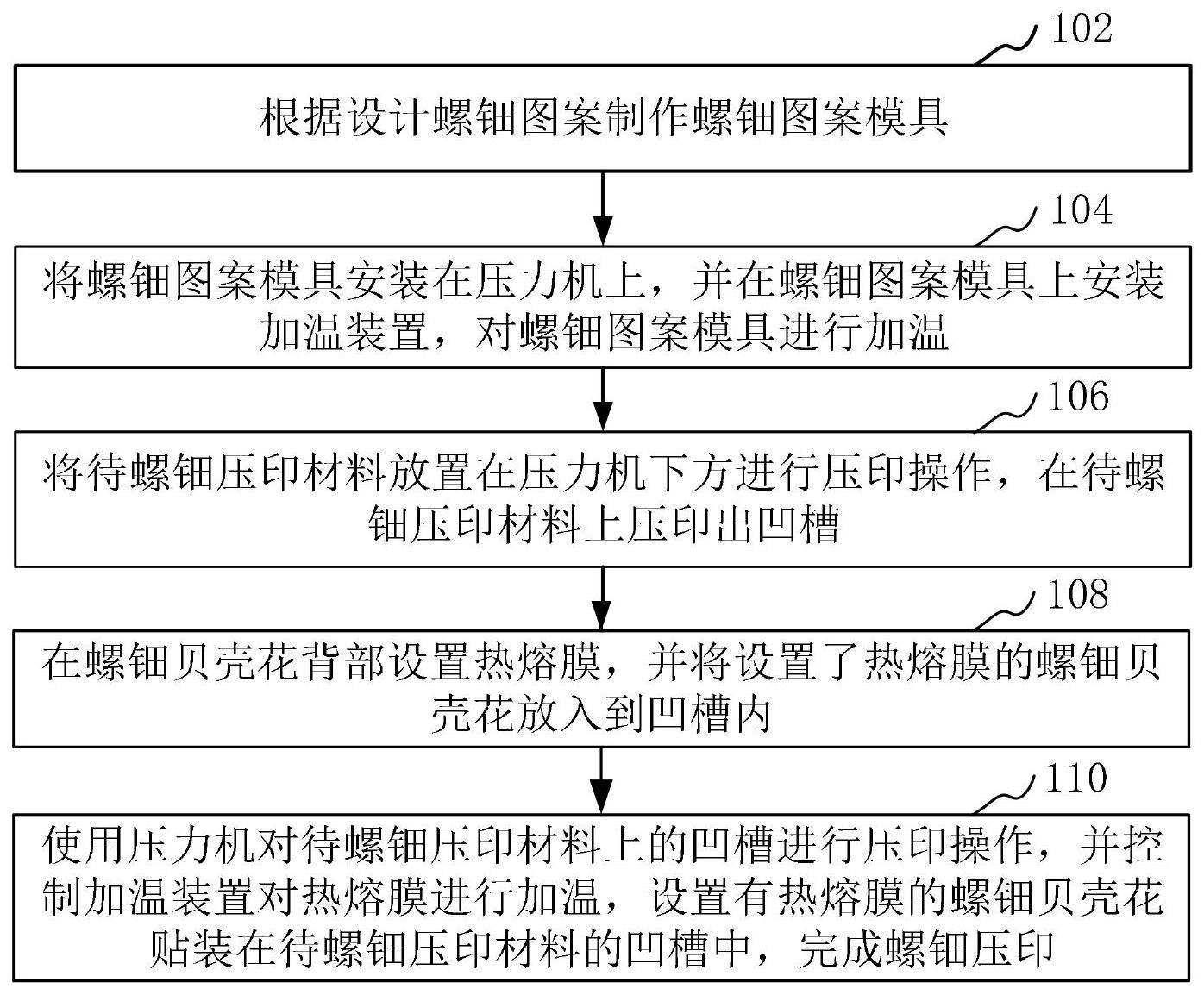
3、根据设计螺钿图案制作螺钿图案模具;
4、将所述螺钿图案模具安装在压力机上,并在所述螺钿图案模具上安装加温装置,对所述螺钿图案模具进行加温;
5、将待螺钿压印材料放置在所述压力机下方进行压印操作,在所述待螺钿压印材料上压印出凹槽;
6、在螺钿贝壳花背部设置热熔膜,并将设置了热熔膜的螺钿贝壳花放入到所述凹槽内;
7、使用所述压力机对所述待螺钿压印材料上的凹槽进行压印操作,并控制所述加温装置对所述热熔膜进行加温,设置有热熔膜的螺钿贝壳花贴装在所述待螺钿压印材料的凹槽中,完成螺钿压印。
8、在其中一个实施例中,所述压力机在进行压印操作时,产生的压力重量为450kg-550kg。
9、在其中一个实施例中,所述加温装置为可调节加温装置,且温度调节范围为100℃-500℃;
10、对所述螺钿图案模具进行加温时,将所述加温装置的温度调节至180℃-210℃。
11、在其中一个实施例中,将待螺钿压印材料放置在所述压力机下方进行压印操作时,所述压力机在所述待螺钿压印材料的停留时间为2.5-3.5分钟。
12、在其中一个实施例中,所述凹槽的深度为0.2mm-0.4mm。
13、在其中一个实施例中,使用所述压力机对所述待螺钿压印材料上的凹槽进行压印操作,并控制所述加温装置对所述热熔膜进行加温时,所述加温装置温度调节至140℃-160℃。
14、在其中一个实施例中,控制所述加温装置对所述热熔膜进行加温,设置有热熔膜的螺钿贝壳花贴装在所述待螺钿压印材料的凹槽时,所述压力机停留在待螺钿压印材料的凹槽上的时间为18-22秒。
15、在其中一个实施例中,所述待螺钿压印材料为皮革材料、毛呢材料。
16、上述螺钿压印工艺,通过在压力机上安装加温装置,在螺钿贝壳花背部设置热熔膜,通过加温可以让螺钿贝壳花压印在待螺钿压印材料的凹槽中,从而实现螺钿粘贴。
技术特征:1.一种螺钿压印工艺,其特征在于,所述工艺流程包括:
2.根据权利要求1所述的螺钿压印工艺,其特征在于,所述压力机在进行压印操作时,产生的压力重量为450kg-550kg。
3.根据权利要求1所述的螺钿压印工艺,其特征在于,所述加温装置为可调节加温装置,且温度调节范围为100℃-500℃;
4.根据权利要求1所述的螺钿压印工艺,其特征在于,将待螺钿压印材料放置在所述压力机下方进行压印操作时,所述压力机在所述待螺钿压印材料的停留时间为2.5-3.5分钟。
5.根据权利要求1所述的螺钿压印工艺,其特征在于,所述凹槽的深度为0.2mm-0.4mm。
6.根据权利要求1所述的螺钿压印工艺,其特征在于,使用所述压力机对所述待螺钿压印材料上的凹槽进行压印操作,并控制所述加温装置对所述热熔膜进行加温时,所述加温装置温度调节至140℃-160℃。
7.根据权利要求1所述的螺钿压印工艺,其特征在于,控制所述加温装置对所述热熔膜进行加温,设置有热熔膜的螺钿贝壳花贴装在所述待螺钿压印材料的凹槽时,所述压力机停留在待螺钿压印材料的凹槽上的时间为18-22秒。
8.根据权利要求1所述的螺钿压印工艺,其特征在于,所述待螺钿压印材料为皮革材料、毛呢材料。
技术总结本发明涉及一种螺钿压印工艺。所述工艺流程包括:根据设计螺钿图案制作螺钿图案模具;将螺钿图案模具安装在压力机上,并在螺钿图案模具上安装加温装置,对螺钿图案模具进行加温;将待螺钿压印材料放置在压力机下方进行压印操作,在待螺钿压印材料上压印出凹槽;在螺钿贝壳花背部设置热熔膜,并将设置了热熔膜的螺钿贝壳花放入到凹槽内;使用压力机对待螺钿压印材料上的凹槽进行压印操作,并控制加温装置对热熔膜进行加温,设置有热熔膜的螺钿贝壳花贴装在待螺钿压印材料的凹槽中,完成螺钿压印。通过在压力机上安装加温装置,在螺钿贝壳花背部设置热熔膜,通过加温可以让螺钿贝壳花压印在待螺钿压印材料的凹槽中,从而实现螺钿粘贴。技术研发人员:王广亮,路君受保护的技术使用者:青岛锦贝螺钿文化产业发展有限公司技术研发日:技术公布日:2024/1/16本文地址:https://www.jishuxx.com/zhuanli/20240618/31107.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。