一种全息镭射金属标制备方法与流程
- 国知局
- 2024-06-21 13:09:53
本申请涉及全息,尤其涉及一种全息镭射金属标制备方法。
背景技术:
1、在我国,模压激光技术最早于1988年应用于防伪领域。由于激光全息图像的强烈视觉冲击效果,以及信息显示大容量,多信道、立体感和色彩丰富特点,突破传统油墨印刷方法无法达到的新高度,很快在日用商品、票签证件、烟酒装饰上得到了广泛应用,而激光全息术迄今为止仍是国际上用于公众防伪的主流技术,也称为21世纪印刷技术,其便于识别难以防冒和易于批量生产的特点很难在短时间内被替代。
2、现有技术中采用的制备方式为:(1)带全息镭射光学塑料/纸质标牌标识,在薄膜材料表面压印全息镭射图文通过转移,不干胶贴合等工艺制成到塑料,纸,金属版等面再进行冲切成型标牌;但是,该种制备方式存在的缺点也非常明显,例如,高分子塑料薄膜材料制成的全息光学标牌制成工艺不环保,生产时给环境带来污染;光学标因载体或不干胶易老化变形耐候不够等因素寿命较短;纸制或塑料全息标牌给观赏者整体呈现的视觉效果始终具备廉价感。(2)在特种金属表面直接高功率激光刻蚀,炫彩纹理,或高精度机加工篆刻出纹理,再制成标牌标识等,该种制备方式的缺陷为现有大功率激光在金属表面加工微结构光学,成本较高,价格极其昂贵,不具备量产和市场接受的条件,且全息图文效果远不如光刻机在胶板上光刻的丰富美观;高精度精雕机直接在金属上篆刻出的纹理,达不到光学级别,只能做出普通纹理结构,且成本昂贵。(3)用电铸镍标的方式电铸出带有全息图文的金属镍标;该种制备方式的缺陷为全息镭射金属标制备方式存在水电铸镍风险,即镍标,其生产过程会存在重金属污染,现已在国家环保禁止条约内,不利于长远发展。
3、综上,现有带全息镭射光学的金属标牌标识,或因产品构造缺陷不满足市场需求,或因制成工艺成本高昂不利于市场应用,或因制成过程环保管控而限制,均不能满足市场的需求。
技术实现思路
1、基于此,有必要提供一种全息镭射金属标制备方法以解决上述的技术问题。
2、本申请一个技术方案是:
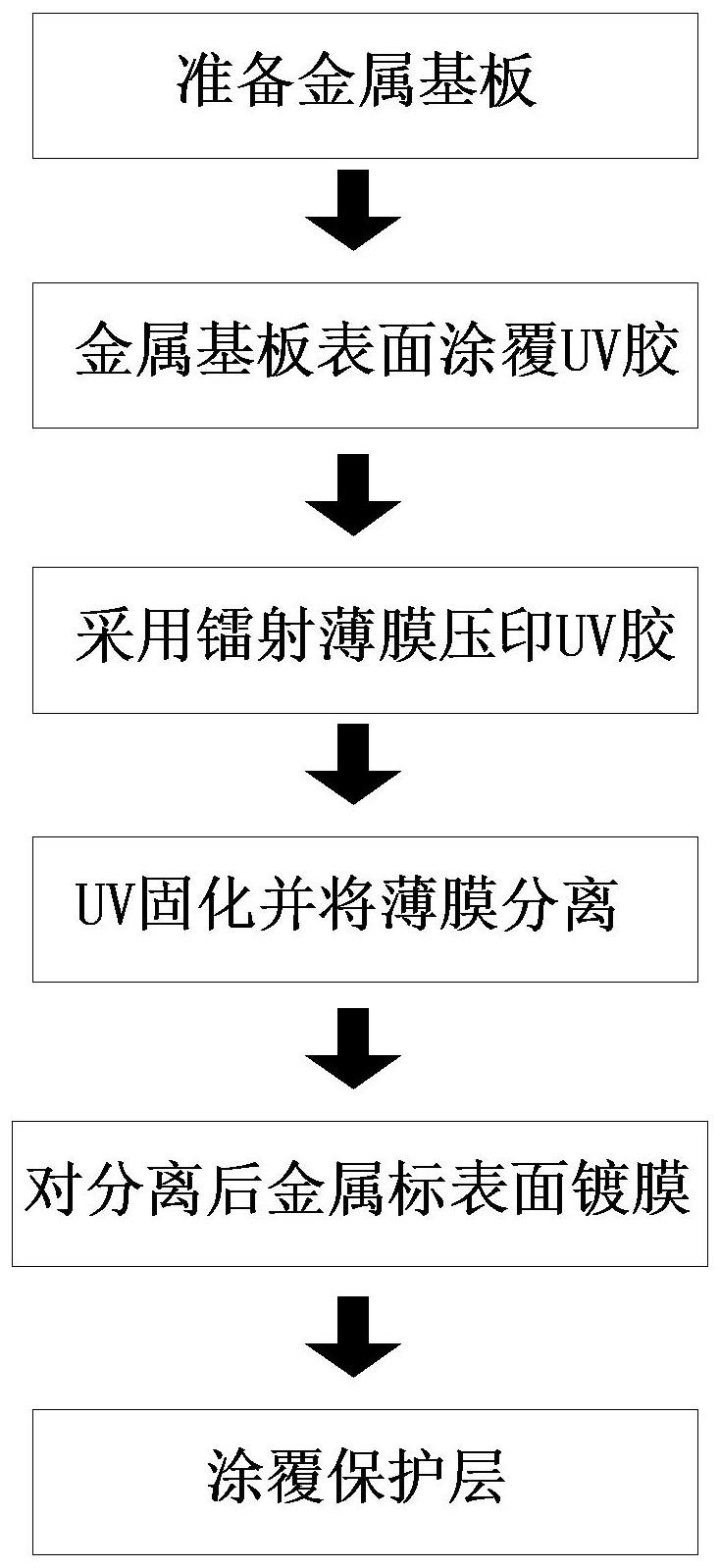
3、一种全息镭射金属标制备方法,其特征在于,包括以下步骤:
4、s1、在金属基板的第一表面设置聚合物;
5、s2、在s1中所述聚合物远离所述金属基板的一侧设置全息结构,形成全息结构层;
6、s3、在s2中所述全息结构层远离所述金属基板的一侧设置镀膜层,且所述镀膜层至少覆盖所述全息结构层。
7、在其中一实施例中,对所述步骤s1中的金属基板进行清洗,并在所述金属基板的第一表面涂覆聚合物,所述聚合物为热固化胶或光固化胶。
8、在其中一实施例中,对所述步骤s2通过带有全息结构的镭射薄膜对所述步骤s1中的聚合物进行压印,并进行固化,将固化后的聚合物与所述带有全息结构的镭射薄膜分离,使的所述聚合物远离所述金属基板的一侧形成与所述镭射薄膜的全息结构相仿的全息结构,形成全息结构层。
9、在其中一实施例中,所述聚合物与所述金属基板之间的附着力大于所述聚合物与所述镭射薄膜之间的附着力。
10、在其中一实施例中,所述步骤s3中通过蒸镀、磁控溅射、电镀或沉积的方式在所述全息结构表面形成所述镀膜层,其中所述镀膜层的折射率不低于1.5。
11、在其中一实施例中,所述镀膜层的材料为铝、铬、钛、银、铟、铌、氧化物中一种或两种以上组合。
12、在其中一实施例中,还包括步骤s4,所述步骤s4为在所述步骤s3的镀膜层远离所述全息结构层一侧涂覆设置保护层,所述保护层至少覆盖所述镀膜层。
13、在其中一实施例中,所述保护层为热固化胶或光固化胶。
14、在其中一实施例中,所述全息结构层、镀膜层以及保护层三层叠加厚度不大于30微米。
15、在其中一实施例中,在所述步骤s2中所述镭射薄膜分离前的固化为第一次固化,对所述镭射薄膜分离后的全息结构层进行第二次固化,使的所述全息结构层彻底固化。
16、本申请的有益效果:本发明公开了一种全息镭射光学图文在金属基材表面上的制作方法,通过这种方式可以把全息镭射光学图文紧密的应用在金属基材上,制作的产品质感比一般纸质,塑料材质都要精美,因为是树脂层直接固化于金属基材表面,除树脂与金属基材外,不含其他有机物,使得这种全息镭射光学本身就自带防撕功能,加上其优良的耐候性,使得该产品无论是做成logo标牌标识,还是做成防伪装饰,都具有很好的应用空间。
技术特征:1.一种全息镭射金属标制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种全息镭射金属标制备方法,其特征在于,对所述步骤s1中的金属基板进行清洗,并在所述金属基板的第一表面涂覆聚合物,所述聚合物为热固化胶或光固化胶。
3.根据权利要求1所述的一种全息镭射金属标制备方法,其特征在于,对所述步骤s2通过带有全息结构的镭射薄膜对所述步骤s1中的聚合物进行压印,并进行固化,将固化后的聚合物与所述带有全息结构的镭射薄膜分离,使的所述聚合物远离所述金属基板的一侧形成与所述镭射薄膜的全息结构相仿的全息结构,形成全息结构层。
4.根据权利要求3所述的一种全息镭射金属标制备方法,其特征在于,所述聚合物与所述金属基板之间的附着力大于所述聚合物与所述镭射薄膜之间的附着力。
5.根据权利要求1所述的一种全息镭射金属标制备方法,其特征在于,所述步骤s3中通过蒸镀、磁控溅射、电镀或沉积的方式在所述全息结构表面形成所述镀膜层,其中所述镀膜层的折射率不低于1.5。
6.根据权利要求5所述的一种全息镭射金属标制备方法,其特征在于,所述镀膜层的材料为铝、铬、钛、银、铟、铌、氧化物中一种或两种以上组合。
7.根据权利要求1所述的一种全息镭射金属标制备方法,其特征在于,还包括步骤s4,所述步骤s4为在所述步骤s3的镀膜层远离所述全息结构层一侧涂覆设置保护层,所述保护层至少覆盖所述镀膜层。
8.根据权利要求7所述的一种全息镭射金属标制备方法,其特征在于,所述保护层为热固化胶或光固化胶。
9.根据权利要求7所述的一种全息镭射金属标制备方法,其特征在于,所述全息结构层、镀膜层以及保护层三层叠加厚度不大于30微米。
10.根据权利要求3所述的一种全息镭射金属标制备方法,其特征在于,在所述步骤s2中所述镭射薄膜分离前的固化为第一次固化,对所述镭射薄膜分离后的全息结构层进行第二次固化,使的所述全息结构层彻底固化。
技术总结本申请揭示一种全息镭射金属标制备方法,包括以下步骤:S1、在金属基板的第一表面设置聚合物;S2、在S1中所述聚合物远离所述金属基板的一侧设置全息结构,形成全息结构层;S3、在S2中所述全息结构层远离所述金属基板的一侧设置镀膜层,且所述镀膜层至少覆盖所述全息结构层。本发明提供的制作方法,通过这种方式可以把全息镭射光学图文紧密的应用在金属基材上,制作的产品质感比一般纸质,塑料材质都要精美,因为是树脂层直接固化于金属基材表面,除树脂与金属基材外,不含其他有机物,使得这种全息镭射光学本身就自带防撕功能,加上其优良的耐候性,使得该产品无论是做成logo标牌标识,还是做成防伪装饰,都具有很好的应用空间。技术研发人员:苗春龙受保护的技术使用者:苏州印象技术有限公司技术研发日:技术公布日:2024/1/15本文地址:https://www.jishuxx.com/zhuanli/20240618/31379.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种玻璃烤花炉的制作方法
下一篇
返回列表