螺钿贝壳花的加工工艺的制作方法
- 国知局
- 2024-06-21 13:11:18
本发明涉及装饰品加工工艺,特别是涉及一种螺钿贝壳花的加工工艺。
背景技术:
1、随着社会的发展,人们的生活水平在不断提高,装饰品工艺逐渐发达,越来越多的人喜爱装饰品。螺钿,是指用螺壳与海贝磨制成人物、花鸟、几何图形或文字等薄片,根据画面需要而镶嵌在器物表面的装饰工艺的总称。传统螺钿工艺中贝壳花的粘贴采用水胶预粘贴,然后用漆面包裹的方式使贝壳花固定,这样就形成了一个螺钿工艺产品。水胶主要用于表面粘接,粘结强度良好,可以在常温或者中温条件下固化,且具有固化收缩率小,耐黄变,无色透明等特点,在螺钿工艺产品的制作过程中起到了重要作用。
2、然而,水胶在贝壳花底部无法起到长久固定的作用,贝壳花非常容易在产品使用过程中脱落;且水胶的粘贴基材有限,导致螺钿工艺产品也仅限在水胶的粘贴基材范围内。因此,传统的螺钿贝壳花制作工艺存在粘贴质量较差,贝壳花容易脱落的问题。
技术实现思路
1、基于此,为了解决上述技术问题,提供一种螺钿贝壳花的加工工艺,可以提高粘贴质量,扩大螺钿工艺产品的制作基材。
2、一种螺钿贝壳花的加工工艺,所述工艺流程包括:
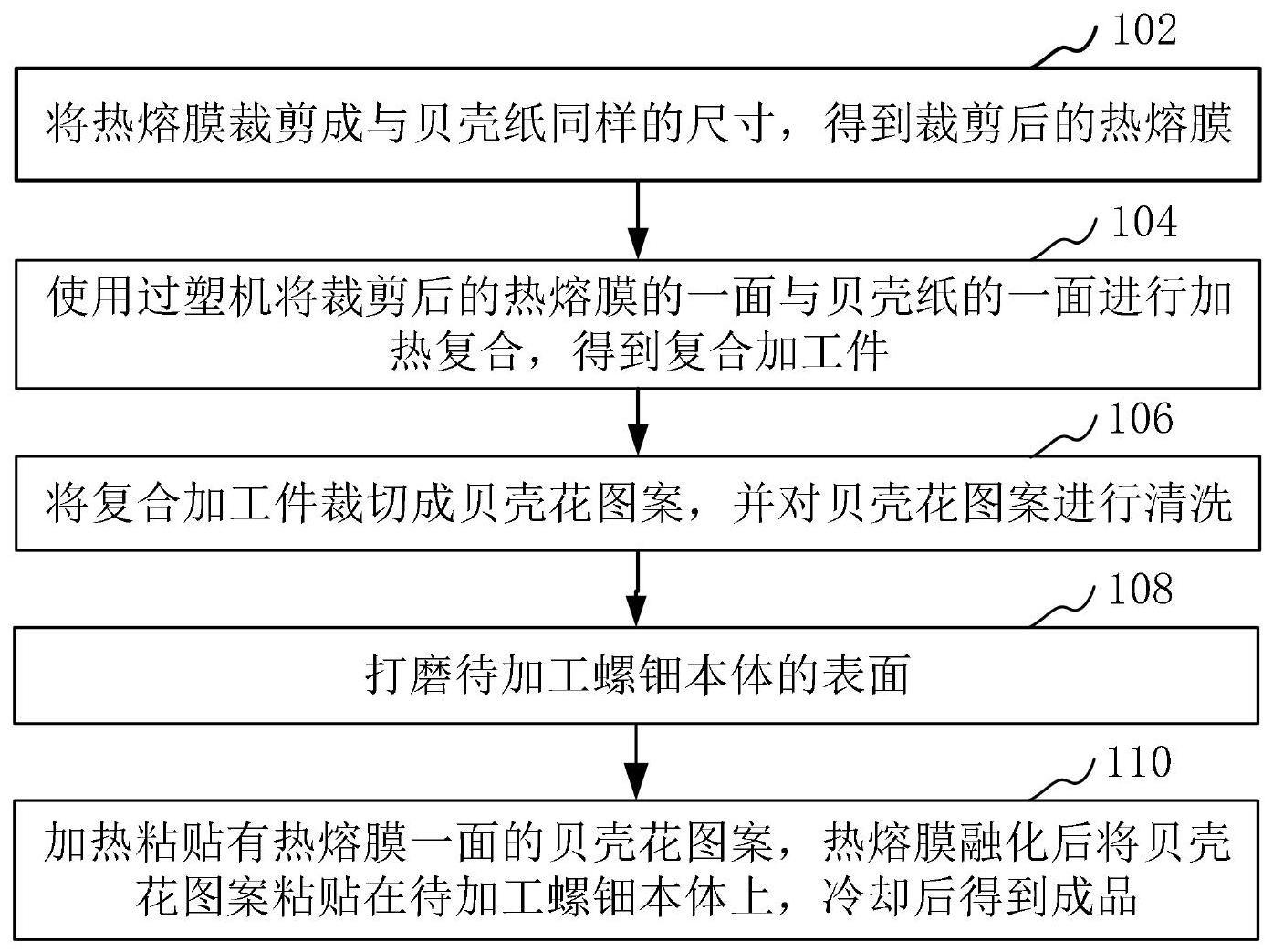
3、将热熔膜裁剪成与贝壳纸同样的尺寸,得到裁剪后的热熔膜;
4、使用过塑机将所述裁剪后的热熔膜的一面与所述贝壳纸的一面进行加热复合,得到复合加工件;
5、将所述复合加工件裁切成贝壳花图案,并对所述贝壳花图案进行清洗;
6、打磨待加工螺钿本体的表面;
7、加热粘贴有热熔膜一面的贝壳花图案,热熔膜融化后将贝壳花图案粘贴在待加工螺钿本体上,冷却后得到成品。
8、在其中一个实施例中,所述使用过塑机将所述裁剪后的热熔膜的一面与所述贝壳纸的一面进行加热复合,得到复合加工件,包括:
9、开启过塑机,控制所述过塑机的温度保持恒温150℃;
10、通过所述过塑机转动滚轴,将所述贝壳纸摆放至所述裁剪后的热熔膜带胶的一面进行加热复合,得到复合加工件。
11、在其中一个实施例中,所述将所述复合加工件裁切成贝壳花图案,包括:
12、使用壁纸刀将所述复合加工件中贝壳纸与热熔膜分切开,并撕掉热熔膜背后的离型纸;
13、将所述复合加工件中带有热熔膜的一面朝上,使用激光雕刻机裁切成贝壳花图案。
14、在其中一个实施例中,所述对所述贝壳花图案进行清洗,包括:
15、使用镊子将所述贝壳花图案放入至超声波清洗设备中,并向所述超声波清洗设备中加入清水,启动所述超声波清洗设备对所述贝壳花图案进行初步清洗,得到初步清洗后的贝壳花图案;
16、将所述初步清洗后的贝壳花图案放置在清水中进行过滤,得到清洗后的贝壳花图案。
17、在其中一个实施例中,启动所述超声波清洗设备对所述贝壳花图案进行初步清洗的清洗时间为9-11分钟。
18、在其中一个实施例中,所述加热粘贴有热熔膜一面的贝壳花图案,热熔膜融化后将贝壳花图案粘贴在待加工螺钿本体上,包括:
19、使用镊子将所述贝壳花图案摆放在所述待加工螺钿本体上;
20、将摆放有贝壳花图案的待加工螺钿本体摆放到到加热平台上,并启动加热平台进行加热,所述贝壳花图案上的热熔膜融化与所述待加工螺钿本体贴合。
21、在其中一个实施例中,所述加热平台的加热温度为140℃-160℃;加热时间为3.5-4.5分钟。
22、在其中一个实施例中,热熔膜为双面热熔膜。
23、在其中一个实施例中,所述热熔膜的厚度为0.08mm-0.12mm;热熔温度为135℃-145℃。
24、上述螺钿贝壳花的加工工艺,通过在贝壳纸上设置一层热熔膜,后期粘贴的过程中,低温加热,热熔膜融化后就会将贝壳花全部粘贴到物品表面,没有间隙与死角,提高了粘贴效率的同时使粘贴的质量也大幅度提高,解决后期贝壳花容易脱落的问题;用热熔膜代替强力胶水粘合,极大程度上提高螺钿镶嵌的使用范围,且在贴花过程中,没有胶水难闻气体挥发,安全性更强。
技术特征:1.一种螺钿贝壳花的加工工艺,其特征在于,所述工艺流程包括:
2.根据权利要求1所述的螺钿贝壳花的加工工艺,其特征在于,所述使用过塑机将所述裁剪后的热熔膜的一面与所述贝壳纸的一面进行加热复合,得到复合加工件,包括:
3.根据权利要求1所述的螺钿贝壳花的加工工艺,其特征在于,所述将所述复合加工件裁切成贝壳花图案,包括:
4.根据权利要求1所述的螺钿贝壳花的加工工艺,其特征在于,所述对所述贝壳花图案进行清洗,包括:
5.根据权利要求4所述的螺钿贝壳花的加工工艺,其特征在于,启动所述超声波清洗设备对所述贝壳花图案进行初步清洗的清洗时间为9-11分钟。
6.根据权利要求1所述的螺钿贝壳花的加工工艺,其特征在于,所述加热粘贴有热熔膜一面的贝壳花图案,热熔膜融化后将贝壳花图案粘贴在待加工螺钿本体上,包括:
7.根据权利要求6所述的螺钿贝壳花的加工工艺,其特征在于,所述加热平台的加热温度为140℃-160℃;加热时间为3.5-4.5分钟。
8.根据权利要求1所述的螺钿贝壳花的加工工艺,其特征在于,热熔膜为双面热熔膜。
9.根据权利要求8所述的螺钿贝壳花的加工工艺,其特征在于,所述热熔膜的厚度为0.08mm-0.12mm;热熔温度为135℃-145℃。
技术总结本发明涉及一种螺钿贝壳花的加工工艺。所述工艺流程包括:将热熔膜裁剪成与贝壳纸同样的尺寸,得到裁剪后的热熔膜;使用过塑机将裁剪后的热熔膜的一面与贝壳纸的一面进行加热复合,得到复合加工件;将复合加工件裁切成贝壳花图案,并对贝壳花图案进行清洗;打磨待加工螺钿本体的表面;加热粘贴有热熔膜一面的贝壳花图案,热熔膜融化后将贝壳花图案粘贴在待加工螺钿本体上,冷却后得到成品。通过在贝壳纸上设置一层热熔膜,热熔膜融化后就会将贝壳花全部粘贴到物品表面,提高了粘贴效率的同时使粘贴的质量也大幅度提高;用热熔膜代替强力胶水粘合,极大程度上提高螺钿镶嵌的使用范围,且在贴花过程中,不会有难闻气体挥发,安全性更强。技术研发人员:王广亮受保护的技术使用者:青岛锦贝螺钿文化产业发展有限公司技术研发日:技术公布日:2024/1/15本文地址:https://www.jishuxx.com/zhuanli/20240618/31485.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表