覆盖层防伪标识及其制备方法与流程
- 国知局
- 2024-06-21 14:13:20
本发明属于层状产品,具体涉及一种覆盖层防伪标识及其制备方法。
背景技术:
1、随着二维码的广泛应用,二维码已经涉及到生产生活的各个领域,在防伪行业中,所用的防伪标识大都赋予了二维码查询功能。
2、目前现有的二维码覆盖层防伪标识大致分为两类,一类是刮开式防伪标识,另一类是揭开式防伪标识。刮开式防伪标识主要使用覆盖墨将二维码覆盖,消费者在查询时,首先将覆盖墨刮开,将二维码完全暴露,再使用手机进行扫描查询,由于目前缺乏覆盖墨的标准,导致覆盖墨质量的参差不齐,刮开效果不一致,消费者无法有效辨识二维码;在运输过程中,防伪标识上的覆盖墨很容易被破坏,覆盖墨的刮开效果不能进行度量,无法有效判定其是否合格。
3、中国专利cn210515927u公开一种膜内3d光变一次性防伪标,包括基纸、防粘纸和保护膜,所述防粘纸位于基纸的上端,保护膜位于基纸的上端且保护膜呈透明状,基纸上印刷有条形码、图案信息、防伪二维码和防伪码,保护膜的下端设有防伪图文和用于覆盖防伪码和部分防伪二维码的遮挡层,防伪图文采用变色油墨印刷而成。此专利中虽然在保护膜上设置有用于覆盖防伪码和部分防伪二维码的遮挡层,但是此遮挡层仍然是由覆盖墨组成,在运输过程中此遮挡层很容易被破坏。
技术实现思路
1、本发明的目的是提供一种覆盖层防伪标识,用铜版纸替换覆盖墨进行覆盖防伪码,利用揭开覆盖层的方式将覆盖的防伪码显现出来,解决了覆盖墨和防伪码易破坏的问题;本发明同时提供了覆盖层防伪标识的制备方法。
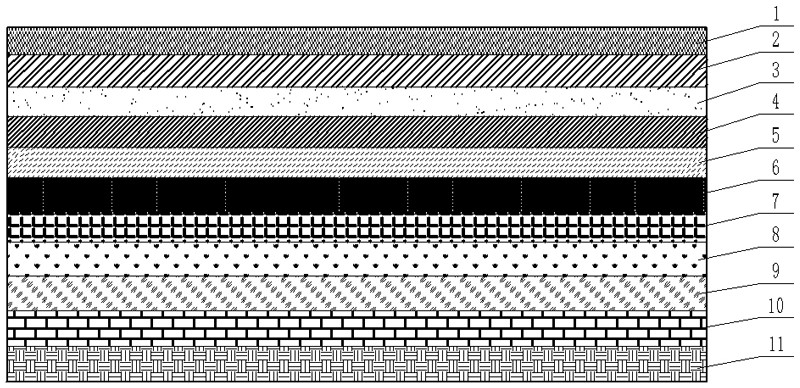
2、本发明所述的覆盖层防伪标识包括覆盖层、基层和硅油纸层,覆盖层、第一胶黏层、基层、第二胶黏层和硅油纸层从上到下依次相连,覆盖层包括图文信息层、铜版纸层、淋膜层、第一涂层和uv层,图文信息层、铜版纸层、淋膜层、第一涂层和uv层从上到下依次相连。
3、淋膜层为pe层,淋膜层的厚度为15-25μm,第一涂层为水性清漆涂层,uv层与第一胶黏层相连。
4、覆盖层的面积小于基层的面积,覆盖层设置在基层的上部,覆盖层上设置有揭开头。
5、基层包括pet层、第二涂层和数码信息层,pet层、第二涂层和数码信息层从上到下依次相连。
6、pet层的厚度为20-50μm,pet层与第一胶黏层相连,数码信息层与第二胶黏层相连。
7、数码信息层包括第一数码信息模块、第二数码信息模块和图文信息模块,覆盖层遮盖第一数码信息模块和图文信息模块,覆盖层不遮盖第二数码信息模块。
8、本发明中覆盖层采用了纸质材料铜版纸替换传统的覆盖墨。
9、uv层的90度剥离强度为0.0075-0.0110kn/m,柔韧性好。
10、uv层是完全透明的,不影响二维码的等级和识读。
11、图文信息层中包含防伪图文信息;第一数码信息模块中包含防伪码,第二数码信息模块中包含防伪码,图文信息模块中包含图文信息。
12、第二涂层的90度剥离强度为0.0025-0.0040kn/m,横断力为1.5-4.5n/25cm。
13、本发明所述的覆盖层防伪标识的制备方法,包括如下步骤:
14、(1)将铜版纸和淋膜复合,得到淋膜铜版纸;淋膜铜版纸中的淋膜面先涂布涂布液,再涂布uv光油;淋膜铜版纸中的铜版纸面印刷防伪图文信息,得到覆盖层;
15、(2)pet膜的一面上涂布涂布液,得到第二涂层;pet膜的另一面上涂布胶黏剂,将pet膜通过胶黏剂与覆盖层的uv光油面复合;第二涂层上先进行赋码和赋图文信息,再进行印白,得到数码信息层;
16、(3)在硅油纸的硅油面涂胶,将硅油纸通过胶与数码信息层的印白面复合,模切,得到覆盖层防伪标识。
17、步骤(1)中淋膜为pe膜,淋膜铜版纸的用量为60-100g/m2;涂布液为水性清漆,涂布涂布液中的涂布条件为网纹辊:400-600目,干涂量:0.3-0.5g/m2,烘干温度:108-110℃,生产速度:35-37m/min;涂布uv光油中的涂布条件为网纹辊:105-125目,涂层厚度:8-10μm,生产速度:35-37m/min,汞灯的功率:12-18w,汞灯的功率密度:35-45w/cm2,汞灯的灯距:20-30cm。
18、步骤(1)中uv光油优选为uvz-tbc1耐磨uv光油(深圳市深赛尔股份有限公司),粘度为20-25(涂4杯),透明度高,抗划伤,柔韧性好,耐磨性好,印刷适性好。
19、步骤(1)中印刷为柔板印刷、凸版印刷、平版印刷或无版印刷中的一种或几种。
20、步骤(2)中pet膜为单面电晕透明pet膜,单面电晕透明pet膜的电晕面电晕值≥48达因;涂布液为bh-1001c型转移镭射镀铝涂料(上海维凯光电新材料有限公司)和fl-7104b型复合镭射镀铝涂料(上海维凯光电新材料有限公司)的混合物,bh-1001c型转移镭射镀铝涂料和fl-7104b型复合镭射镀铝涂料的质量比为200:1-3;涂布涂布液中的涂布条件为网纹辊:120-140目,干涂量:1.2-1.4g/m2,烘干温度:65-135℃,烘干温度优选是五组烘箱温度依次为:70±5℃、100±5℃、130±5℃、120±5℃、90±5℃,生产速度:65-75m/min;胶黏剂为热熔压敏胶、溶剂胶或水胶中的一种;涂布胶黏剂中的涂布条件为干涂量:4-6g/m2,烘干温度:70-100℃,生产速度:50-70m/min;赋码为赋防伪码,防伪码为一维码、二维码、数字码或特种码中的一种或几种;印白的工艺条件是采用水性白墨进行印刷,水性白墨的干涂量:8-10g/m2,烘干温度:80-90℃,生产速度:35-37m/min。
21、步骤(3)中硅油纸的克重为60-80g/m2,硅油纸的离型力为0.0012-0.0020n/mm,胶的用量为13-25g/m2,胶为热熔压敏胶、溶剂胶或水胶中的一种。
22、本发明的有益效果如下:
23、(1)用铜版纸替换覆盖墨进行覆盖防伪码,利用揭开覆盖层的方式将覆盖的防伪码显现出来,解决了运输过程中覆盖墨易划伤和防伪码易刮烂的问题。
24、(2)不再使用丝网印刷覆盖墨,减少了溶剂的外排,保护了环境。
25、(3)本发明采用bh-1001c型转移镭射镀铝涂料和fl-7104b型复合镭射镀铝涂料协同使用,大大提高了第二涂层的90度剥离强度。如果仅使用bh-1001c型转移镭射镀铝涂料进行涂布,第二涂层的90度剥离强度最高仅能达到0.0010kn/m;如果仅使用fl-7104b型复合镭射镀铝涂料进行涂布,第二涂层复合太紧,无法剥离。
技术特征:1.一种覆盖层防伪标识,包括覆盖层(12)、基层(13)和硅油纸层(11),覆盖层(12)、第一胶黏层(6)、基层(13)、第二胶黏层(10)和硅油纸层(11)从上到下依次相连,其特征在于,覆盖层(12)包括图文信息层(1)、铜版纸层(2)、淋膜层(3)、第一涂层(4)和uv层(5),图文信息层(1)、铜版纸层(2)、淋膜层(3)、第一涂层(4)和uv层(5)从上到下依次相连。
2.根据权利要求1所述的覆盖层防伪标识,其特征在于,淋膜层(3)为pe层,淋膜层(3)的厚度为15-25μm,第一涂层(4)为水性清漆涂层,uv层(5)与第一胶黏层(6)相连。
3.根据权利要求1所述的覆盖层防伪标识,其特征在于,覆盖层(12)的面积小于基层(13)的面积,覆盖层(12)设置在基层(13)的上部,覆盖层(12)上设置有揭开头(14)。
4.根据权利要求1所述的覆盖层防伪标识,其特征在于,基层(13)包括pet层(7)、第二涂层(8)和数码信息层(9),pet层(7)、第二涂层(8)和数码信息层(9)从上到下依次相连。
5.根据权利要求4所述的覆盖层防伪标识,其特征在于,pet层(7)的厚度为20-50μm,pet层(7)与第一胶黏层(6)相连,数码信息层(9)与第二胶黏层(10)相连。
6.根据权利要求4所述的覆盖层防伪标识,其特征在于,数码信息层(9)包括第一数码信息模块(901)、第二数码信息模块(902)和图文信息模块(903),覆盖层(12)遮盖第一数码信息模块(901)和图文信息模块(903),覆盖层(12)不遮盖第二数码信息模块(902)。
7.一种权利要求1-6任一所述的覆盖层防伪标识的制备方法,其特征在于,包括如下步骤:
8.根据权利要求7所述的覆盖层防伪标识的制备方法,其特征在于,步骤(1)中淋膜为pe膜,淋膜铜版纸的用量为60-100g/m2;涂布液为水性清漆,涂布涂布液中的涂布条件为网纹辊:400-600目,干涂量:0.3-0.5g/m2,烘干温度:108-110℃,生产速度:35-37m/min;涂布uv光油中的涂布条件为网纹辊:105-125目,涂层厚度:8-10μm,生产速度:35-37m/min,汞灯的功率:12-18w,汞灯的功率密度:35-45w/cm2,汞灯的灯距:20-30cm。
9.根据权利要求7所述的覆盖层防伪标识的制备方法,其特征在于,步骤(2)中pet膜为单面电晕透明pet膜;涂布液为bh-1001c型转移镭射镀铝涂料和fl-7104b型复合镭射镀铝涂料的混合物,bh-1001c型转移镭射镀铝涂料和fl-7104b型复合镭射镀铝涂料的质量比为200:1-3;涂布涂布液中的涂布条件为网纹辊:120-140目,干涂量:1.2-1.4g/m2,烘干温度:65-135℃,生产速度:65-75m/min;胶黏剂为热熔压敏胶、溶剂胶或水胶中的一种;涂布胶黏剂中的涂布条件为干涂量:4-6g/m2,烘干温度:70-100℃,生产速度:50-70m/min;赋码为赋防伪码,防伪码为一维码、二维码、数字码或特种码中的一种或几种;印白的工艺条件是采用水性白墨进行印刷,水性白墨的干涂量:8-10g/m2,烘干温度:80-90℃,生产速度:35-37m/min。
10.根据权利要求7所述的覆盖层防伪标识的制备方法,其特征在于,步骤(3)中硅油纸的克重为60-80g/m2,硅油纸的离型力为0.0012-0.0020n/mm,胶的用量为13-25g/m2,胶为热熔压敏胶、溶剂胶或水胶中的一种。
技术总结本发明属于层状产品技术领域,具体涉及一种覆盖层防伪标识及其制备方法。覆盖层防伪标识包括覆盖层、基层和硅油纸层,覆盖层、第一胶黏层、基层、第二胶黏层和硅油纸层从上到下依次相连,覆盖层包括图文信息层、铜版纸层、淋膜层、第一涂层和UV层,图文信息层、铜版纸层、淋膜层、第一涂层和UV层从上到下依次相连。本发明用铜版纸替换覆盖墨进行覆盖防伪码,利用揭开覆盖层的方式将覆盖的防伪码显现出来,解决了覆盖墨和防伪码易破坏的问题。技术研发人员:巩杰,巩龙贤,魏衍瑞,田廉守,张鹏波,李森,巩祖瑞,刘扬受保护的技术使用者:山东泰宝信息科技集团有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/36751.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种数字拼接墙的制作方法
下一篇
返回列表