一种超高强度钢构件激光增材修复成形应力调控方法与流程
- 国知局
- 2024-06-20 14:19:06
本发明涉及激光增材制造修复,尤其涉及一种超高强度钢构件激光增材修复成形应力调控方法。
背景技术:
1、在飞机航空装备延寿、修理深度加大和结构老龄化日益严重的背景下,主要30crmnsini2a超高强度钢承力构件如起落架、活塞杆等常因磨损、开裂等发生失效,且常规焊接方法难以修复,主要表现在修复性能差、变形应力大,造成部附件停用和报废,由于这类构件来源于进口,价格昂贵、采购困难,影响和制约着修理周期。相比于更换新构件,对尺寸超差构件采用优势明显的激光增材修复延寿则能有效避免浪费,大幅缩减维修时间和成本。激光增材修复是一个极快速的熔化、凝固过程,且熔池尺寸较小,温度、应力变化过程较快,修复多层堆积过程形状结构、环境温度的差异会使冷却过程不同,热过程差异造成应力演化、分布更加复杂。
2、激光增材修复过程中由于温度梯度且凝固行为复杂,较大的热应力是引起成形结构变形、开裂的主要原因,其次复杂的材料成分、凝固过程、材料组织形态、力学性能等均对应力开裂行为有较大影响。在一定的冷却速率下组织转变会发生固态相变,固相晶体结构发生转变会引起体积变化、屈服强度变化和相变塑性,热过程-组织转变-力学性能之间的交互作用都会对残余应力产生影响。
3、经检索,专利cn201710785359.8《一种超高强度钢构件超声冲击辅助激光熔覆修复方法》公开了修复方法步骤是:(1)激光修复用材料;(2)修复前表面清理;(3)超声冲击辅助激光熔覆修复;(4)打磨加工;(5)无损检测;(6)去应力退火;(7)喷丸处理;(8)精修。专利cn201710785371.9《一种超高强度钢起落架构件裂纹的电磁搅拌激光熔覆修复方法》公开了修复方法步骤是:(1)制备激光熔覆修复用材料;(2)修复前表面清理;(3)电磁搅拌辅助激光熔覆修复;(4)机械加工;(5)无损检测;(6)去应力退火后完成修复。
4、以上两个专利的虽然针对修复明确了具体做法,没有构建出适用的成形应力调控方法,无法解决激光增材修复过程中热过程-组织转变-力学性能之间的交互作用对残余应力的影响,导致金属结构件在成形过程中控制残余应力的叠加累积。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种超高强度钢构件激光增材修复成形应力调控方法。
2、为了实现上述目的,本发明采用了如下技术方案:
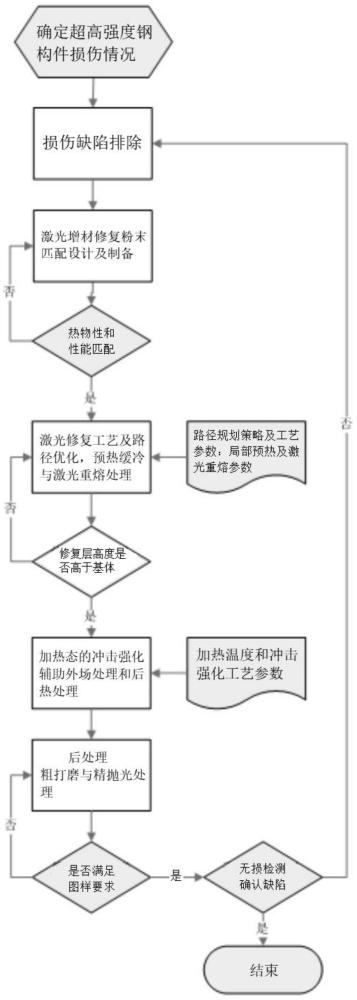
3、一种超高强度钢构件激光增材修复成形应力调控方法,包括以下步骤:
4、s1、激光增材修复粉末匹配设计及制备
5、采用氩气雾化方法制备成金属粉末,优化的合金粉末中各组分的量按重量百分比为:cr 0.90%-0.95%,mn 0.90%-1.0%,si 0.85%-0.90%,ni2.5%-2.7%,c 0.18%-0.19%,cu 0.15%-0.17%,p 0.015%-0.016%,s 0.010%-0.013%,la0.008%-0.010%,余量为铁;粉末粒度为75μm~150μm,粉末球形度≥90%。
6、s2、激光修复
7、通过激光对待修复产品进行激光增材修复并进行路径优化;
8、s3、预热及激光扫描重熔
9、利用感应加热线圈对基体进行局部预热,预热温度控制在250℃±10℃,采用激光扫描重熔显著减小修复件表面的残余应力与变形;
10、s4、加热态的冲击强化辅助外场处理
11、利用感应加热线圈对熔覆层进行局部加热,使熔覆层达到设定温度650℃后,利用超声冲击头对熔覆层进行冲击强化;
12、s5、后热处理
13、采用后热处理工艺温度控制在250℃±10℃,保温时间60min±10min。
14、上述构建出完整的激光增材修复成形应力调控方法,通过粉体材料设计、优化工艺参数与成形路径、预热与重熔、辅助外场和后处理等有效方法,优化迭代修复区修复工艺,形成修复基体/修复区组织性能匹配调控方法,更好解决激光增材修复“形”、“性”控制的工艺稳定性难题。
15、本发明具有如下有益效果:
16、1、首先采用优化设计开发材料组分,改善修复层理化特性、热力学参量,解决了激光增材修复过程温度梯度分布及膨胀收缩行为的控制,从而实现热应力调控难题;
17、2、其次采用预热缓冷及激光扫描重熔,同时优化成形路径扫描策略和工艺参数关键环节,减小修复成形过程残余应力和变形,控制应力累积过程,减小变形开裂倾向,为高质量修复提供可靠保证。
18、3、并且本发明采用加热态的超声冲击强化辅助外场和修复后局部后热处理,使材料发生塑性变形并产生残余压应力,大幅度提高材料的力学性能,同时减小激光增材修复结构成形后整体残余应力。保证了成形应力调控技术体系的完整性和系统性,同时提高应力调控技术的工艺普适性、复杂形位高适应性和修复强韧高匹配性,满足超高强度钢构件高可靠性修复要求。
技术特征:1.一种超高强度钢构件激光增材修复成形应力调控方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种超高强度钢构件激光增材修复成形应力调控方法,其特征在于:所述步骤s1中,各合金粉末按质量百分比为:cr 0.92%,mn 0.90%,si 0.90%,ni2.5%,c0.18%,cu 0.15%,p 0.016%,s 0.013%,la 0.010%,余量为铁,粉末粒度为75μm~150μm,粉末球形度≥90%。
3.根据权利要求1所述的一种超高强度钢构件激光增材修复成形应力调控方法,其特征在于:各合金粉末混合后具有良好的流动性为≤20/s50g、高球形度≥0.95。
4.根据权利要求1所述的一种超高强度钢构件激光增材修复成形应力调控方法,其特征在于:所述步骤s2中,路径优化为激光增材采用层间纤维80°±10°交错扫描方式。
5.根据权利要求4所述的一种超高强度钢构件激光增材修复成形应力调控方法,其特征在于:所述步骤s2中,激光增材修复的工艺参数为:激光功率800w~1200w,光斑直径1.5~2.0mm,扫描速率500~660mm/min,送粉速率1.0~2.5rpm,送粉气5~10l/min,保护气体10~15l/min;激光增材修复采用多层熔覆,单层厚度为0.3~0.5mm。
6.根据权利要求5所述的一种超高强度钢构件激光增材修复成形应力调控方法,其特征在于:所述步骤s2中,激光增材修复的工艺参数为:激光功率800w~1100w,光斑直径1.5~2.0mm,扫描速率500~600mm/min,送粉速率1.0~2.0rpm,送粉气5~10l/min,保护气体10~15l/min;激光增材修复采用多层熔覆,单层厚度为0.3~0.5mm。
7.根据权利要求1所述的一种超高强度钢构件激光增材修复成形应力调控方法,其特征在于:所述步骤s3中,激光扫描重熔工艺参数为:激光功率800w~1000w,光斑直径6~8mm,扫描速率600~800mm/min,保护气体10~15l/min。
8.根据权利要求7所述的一种超高强度钢构件激光增材修复成形应力调控方法,其特征在于:所述步骤s3中,激光扫描重熔工艺参数为:激光功率900w~1000w,光斑直径7~8mm,扫描速率700~800mm/min,保护气体12~15l/min。
9.根据权利要求1所述的一种超高强度钢构件激光增材修复成形应力调控方法,其特征在于:所述步骤s4中,超声冲击工艺参数:输出频率18khz~22khz,工作电流1.4a~1.6a,振幅为30μm~50μm,冲击针直径ф5.0mm。
10.根据权利要求9所述的一种超高强度钢构件激光增材修复成形应力调控方法,其特征在于:所述步骤s4中,超声冲击工艺参数:输出频率20khz~22khz,工作电流1.5a~1.6a,振幅为40μm~50μm,冲击针直径ф5.0mm。
技术总结本发明公开了一种超高强度钢构件激光增材修复成形应力调控方法,包括以下步骤:激光增材修复粉末匹配设计及制备,激光修复,预热及激光扫描重熔,加热态的冲击强化辅助外场处理,后热处理,其中激光增材修复粉末匹配设计及制备过程采用氩气雾化方法制备成金属粉末,优化的合金粉末包含:Cr、Mn、Si、Ni、C、Cu、P、S、La、Fe,粉末粒度为75μm~150μm,粉末球形度≥90%。本发明通过粉体材料设计、优化工艺参数与成形路径、预热与重熔、辅助外场和后处理等有效方法,优化迭代修复区修复工艺,形成修复基体/修复区组织性能匹配调控方法,更好解决激光增材修复“形”、“性”控制的工艺稳定性难题。技术研发人员:张志强,范鑫,程宗辉,范朝,宋圣强,胡家齐,慈世伟,李海澄受保护的技术使用者:国营芜湖机械厂技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10018.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表