一种超细片层间距珠光体钢轨控制冷却工艺的制作方法
- 国知局
- 2024-06-20 14:19:44
本发明涉及钢轨生产及应用领域,尤其涉及一种超细片层间距珠光体钢轨控制冷却工艺。
背景技术:
1、我国铁路正面向高速化、大运量化发展,对于钢轨的耐磨性、韧性和安全性等指标逐步提升,特别是在小半径曲线区域,钢轨磨损严重,表面易出现剥离等伤损,极大的影响列车运行安全,降低钢轨使用寿命,为了更高的改善这一使用状况,需要进一步提升钢轨的强韧性。
2、钢轨金相组织为珠光体组织,珠光体组织是由奥氏体发生共析转变同时析出的铁素体和渗碳体相间的组织,其形态为铁素体薄层和渗碳体薄层交替叠压的层状复相物,根据片层间距的大小不同,可以分成珠光体、索氏体、屈氏体三类。珠光体片间距大约为150-450nm之间,形成温度在a1-650℃之间,650-600℃温度范围内形成的珠光体,其片间距较小,约为80-150nm,这种细片层的珠光体组织称为索氏体。温度是影响片间距大小的一个主要因数,随着冷却速度增加,奥氏体转变温度的降低,过冷度不断增大,转变形成的珠光体片间距不断减小,钢轨的强度和韧性逐渐提升。因此,合理的控制钢轨轧制后的冷却速率,可以得到细小的片层间距珠光体组织,提升钢轨强度和韧性。
技术实现思路
1、本发明的目的是提供一种超细片层间距珠光体钢轨控制冷却工艺,钢轨满足:珠光体片层间距≤120nm,钢轨屈服强度≥850mpa、抗拉强度≥1300mpa,延伸率≥10%,踏面硬度≥380hbw。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种超细片层间距珠光体钢轨控制冷却工艺,钢轨经过轧制塑性变型后,终轧温度为930℃±10℃,以0.7℃/s冷却至800℃,随后进行快速喷风冷却至520℃,冷却速率为2.5-1.0℃/s,随后钢轨缓慢冷却至室温;
4、所述钢轨质量百分数计其化学成分包括:c:0.75~0.85%;si:0.60~0.90%;mn:0.80~1.20%;p≤0.020%;s≤0.020%;cr:0.40~0.70%;其余为fe及不可避免的杂质。
5、进一步的,满足如下技术性能要求:珠光体片层间距≤120nm,钢轨屈服强度≥850mpa、抗拉强度≥1300mpa,延伸率≥10%,踏面硬度≥380hbw。
6、进一步的,所述钢轨质量百分数计其化学成分包括:c:0.78%;si:0.65%;mn:1.15%;p:0.010%;s:0.006%;cr:0.46%;其余为fe及不可避免的杂质。
7、进一步的,具体生产步骤如下:
8、钢坯加热时间3.6小时,加热温度1280℃。开轧温度1132℃,钢轨经过轧制塑性变型后,终轧温度为930℃,钢轨以0.7℃/s冷却至800℃,随后进行快速喷风冷却至520℃,冷却速率为2.1℃/s,随后钢轨缓慢冷却至室温。
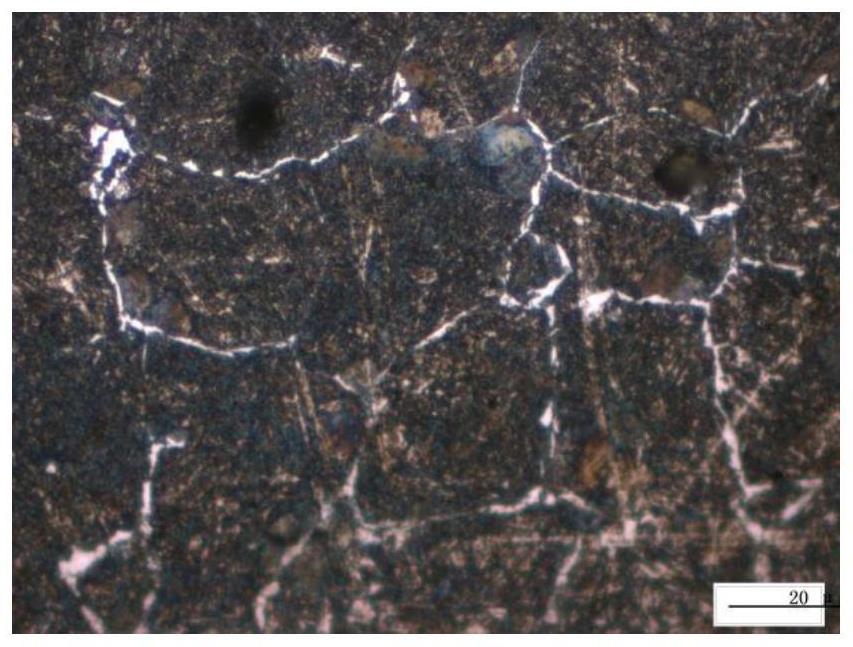
9、进一步的,钢轨冷却至室温后检测力学性能,显微组织为细片层珠光体组织,珠光体片层间距102nm,钢轨屈服强度889mpa、抗拉强度1339mpa,延伸率13.0%,踏面硬度392hbw。
10、与现有技术相比,本发明的有益技术效果:
11、钢轨冷却至室温后检测力学性能,显微组织为细片层珠光体组织,珠光体片层间距≤120nm,钢轨屈服强度≥850mpa、抗拉强度≥1300mpa,延伸率≥10%,踏面硬度≥380hbw。
技术特征:1.一种超细片层间距珠光体钢轨控制冷却工艺,其特征在于:钢轨经过轧制塑性变型后,终轧温度为930℃±10℃,以0.7℃/s冷却至800℃,随后进行快速喷风冷却至520℃,冷却速率为2.5-1.0℃/s,随后钢轨缓慢冷却至室温;
2.根据权利要求1所述的超细片层间距珠光体钢轨控制冷却工艺,其特征在于:满足如下技术性能要求:珠光体片层间距≤120nm,钢轨屈服强度≥850mpa、抗拉强度≥1300mpa,延伸率≥10%,踏面硬度≥380hbw。
3.根据权利要求1所述的超细片层间距珠光体钢轨控制冷却工艺,其特征在于:所述钢轨质量百分数计其化学成分包括:c:0.78%;si:0.65%;mn:1.15%;p:0.010%;s:0.006%;cr:0.46%;其余为fe及不可避免的杂质。
4.根据权利要求3所述的超细片层间距珠光体钢轨控制冷却工艺,其特征在于,具体生产步骤如下:
5.根据权利要求4所述的超细片层间距珠光体钢轨控制冷却工艺,其特征在于:钢轨冷却至室温后检测力学性能,显微组织为细片层珠光体组织,珠光体片层间距102nm,钢轨屈服强度889mpa、抗拉强度1339mpa,延伸率13.0%,踏面硬度392hbw。
技术总结本发明公开了一种超细片层间距珠光体钢轨控制冷却工艺,钢轨经过轧制塑性变型后,终轧温度为930℃±10℃,以0.7℃/s冷却至800℃,随后进行快速喷风冷却至520℃,冷却速率为2.5‑1.0℃/s,随后钢轨缓慢冷却至室温;所述钢轨质量百分数计其化学成分包括:C:0.75~0.85%;Si:0.60~0.90%;Mn:0.80~1.20%;P≤0.020%;S≤0.020%;Cr:0.40~0.70%;其余为Fe及不可避免的杂质。本发明处理后的钢轨满足:珠光体片层间距≤120nm,钢轨屈服强度≥850MPa、抗拉强度≥1300MPa,延伸率≥10%,踏面硬度≥380HBW。技术研发人员:王嘉伟,梁正伟,张凤明,薛虎东,赵桂英,边影受保护的技术使用者:包头钢铁(集团)有限责任公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10038.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表