一种热处理模块及坯料加工生产线的制作方法
- 国知局
- 2024-06-20 14:22:42
本发明涉及热处理,特别是一种热处理模块及坯料加工生产线。
背景技术:
1、热成形技术作为汽车轻量化技术的主流方向之一,在乘用车车身零部件制造行业应用的越来越广泛。其开发目的是主要通过将硼钢板加热到奥氏体的温度,保温,然后送入水冷模具,同时进行成形和淬火,以获得超高强度(即车身全部都是硬区)和更好尺寸的热成形车身结构件,满足车身高强度和轻量化的市场需求。
2、但随着热成形技术发展,其零件强度根据车身不同部位的需求,也要随之改变。也就是要求在车身零件上实现定制强度,也称之为带软区的热成形件。硬区部分继续以超高强度对驾乘人员提供保护,软区的作用有两种,一种是溃缩吸能,在发生严重碰撞时与硬区一起保护驾乘人员,例如车身上的b柱。另一种是工艺软区,主要是为了便于后续焊例如电动车电池包底板。
3、目前的定制强度零件主要通过拼焊板、带加热模具等来实现,都有一定局限性。拼焊板通过将不同厚度钢板拼焊在一起从而使零件不同位置获得不同的强度,对模具要求精度较高,成本较高。带加热模具(模具一部分加热,另一部分通水冷却)成本高,模具制作和维护技术难度大。特别是对于边缘的条状或点状软区,拼焊和模具都比较实现困难。
4、目前,国内有大约300条热成形生产线,但均不含定制强度功能。定制强度零件只是热成形零件的其中一种,并不是全部,全新建设新线用于生产定制强度零件,投资成本太大。
技术实现思路
1、鉴于现有技术的以上问题,本技术提供一种热处理模块及坯料加工生产线,其能够使坯料的不同区域产生不同的强度,能够方便地对现有的坯料加工生产线进行改造。
2、为达到上述目的,本技术第一方面提供一种热处理模块,包括第一处理装置与第二处理装置,所述第一处理装置用于对坯料进行分区冷却,所述第二处理装置用于在坯料分区冷却后对坯料进行加热;所述第一处理装置包括:快冷夹头,所述快冷夹头用于对所述坯料的第一区域进行冷却。
3、由上,可以通过快冷夹头对坯料的第一区域进行冷却,从而可以使第一区域与坯料其他区域的冷却速度不同,产生与其他区域不同的金相组织,进而使第一区域产生与其他区域不同的强度。由此,可以使坯料的强度随区域的不同发生改变。
4、同时,本技术中的热处理模块通过设置第一处理装置对坯料进行分区冷却,通过第二处理装置对坯料进行加热。在对现有的坯料加工生产线进行升级改造的时候,只需要增加本技术的热处理模块就可以实现对坯料不同区域强度的控制。由此,可以方便地对现有的坯料加工生产线进行改造,降低改造成本。另外,通过设置第二处理装置,可以使坯料在第一处理装置中完成分区冷却后,由第二处理装置对坯料进行补热及保存,以便坯料在后续的压制等处理中满足温度要求,使热处理模块对坯料的热处理能够适应生产线的生产节奏。
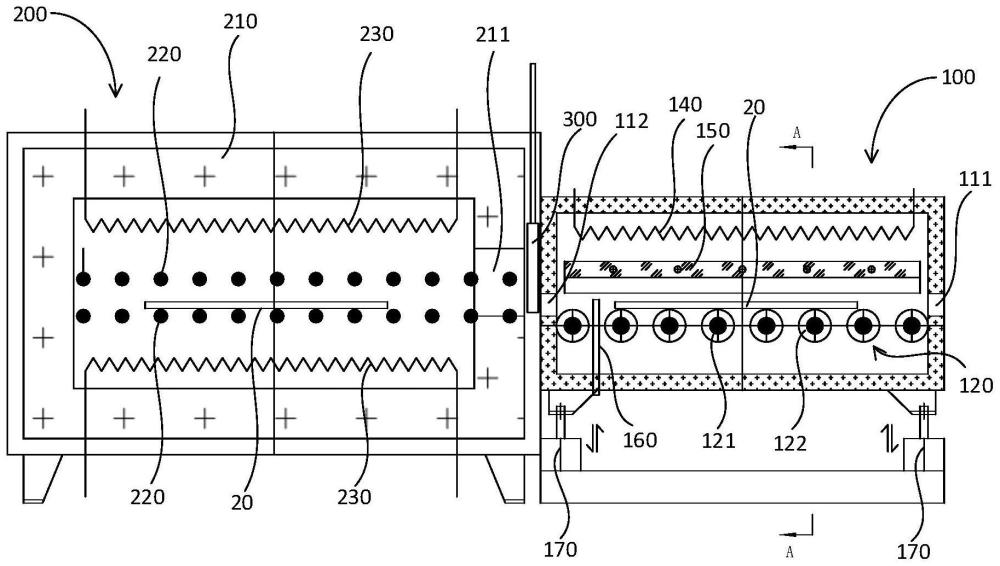
5、作为第一方面的一种可能的实现方式,第一处理装置还包括:第一炉体,所述第一炉体具有第一出入口与第二出入口;第一辊道,所述第一辊道设置在所述第一炉体内用于输送所述坯料,所述第一辊道连接所述第一出入口与所述第二出入口;第一补热机构,第一补热机构设置在第一炉体内,位于第一辊道的上方;遮蔽机构,遮蔽机构设置在第一辊道上方,位于第一辊道与第一补热机构之间,第一辊道将坯料输送到第一炉体内后,遮蔽机构用于对第一区域进行遮蔽。
6、由上,可以通过第一补热机构对第一炉体内的坯料进行补热,通过遮蔽机构对第一区域进行遮蔽。由此,可以减少第一补热机构发出的热量对第一区域冷却造成影响,还可以在第一区域冷却的同时,通过第一补热机构对坯料的其他区域进行补热,避免坯料其他区域的温度降低影响坯料其他区域的强度,从而可以提高热处理的效果。
7、作为第一方面的一种可能的实现方式,第一辊道包括:输送辊,输送辊设置有多个,在第一出入口与第二出入口之间布设;辊环,辊环套设在输送辊上。
8、由上,通过在输送辊上套设辊环,从而可以在输送坯料时通过辊环对坯料提供支撑,从而减少与坯料的接触面积,减少热传导对坯料温度造成的影响。同时,通过辊环对坯料提供的支撑,还可以使坯料与输送辊之间产生缝隙,以便第一区域位于坯料的边缘位置时,可以方便快冷夹头伸到第一区域对第一区域进行冷却。
9、作为第一方面的一种可能的实现方式,第一处理装置还包括:阻挡板,阻挡板设置在靠近第二出入口的位置,在相邻的两个输送辊之间升降。
10、由上,通过在靠近第二出入口位置设置阻挡板,从而可以在第一辊道将坯料送入第一炉体内预定位置进行处理时,可以由阻挡板对坯料进行阻挡,从而可以对坯料进行定位,进而提高第一区域的位置精度,提高坯料的热处理效果。
11、作为第一方面的一种可能的实现方式,所述快冷夹头包括:基座,所述基座上设置有滑轨;夹头,所述夹头成对设置在所述滑轨上;驱动缸,所述驱动缸设置在所述基座上,驱动成对的所述夹头靠近或分离。
12、由上,通过驱动缸驱动夹头在基座的滑轨上靠近,从而可以使夹头夹持在坯料的第一区域,由夹头对第一区域进行冷却。由此,可以通过接触传递热量以提高第一区域的降温效率。完成对第一区域的冷却后,通过驱动杆驱动夹头在基座的滑轨上分离,从而可以解除对坯料的夹持与降温,从而方便对坯料进行控制。
13、作为第一方面的一种可能的实现方式,所述快冷夹头还包括:散热片,所述散热片设置在所述夹头上;风扇,所述风扇朝向所述散热片设置。
14、由上,可以通过在夹头上设置散热片与风扇,从而可以对夹头进行强制散热。由此,可以提高夹头及第一区域的散热效率,提高第一区域的降温速度,进而提高对第一区域进行热处理的效果。
15、作为第一方面的一种可能的实现方式,所述快冷夹头还包括:遮光板,所述遮光板设置在所述夹头上,位于远离所述基座一侧。
16、由上,通过在夹头远离基座一侧设置遮光板,从而可以通过遮光板减少外界对夹头上夹持坯料进行分区冷却的影响,从而可以提高热处理的效果。
17、作为第一方面的一种可能的实现方式,快冷夹头设置有多个,分别设置在坯料的两侧对应位置。
18、由上,通过在坯料的两侧对应设置快冷夹头,从而可以方便地对坯料两侧边缘位置的第一区域进行冷却。另外,还可以通过第一辊道两侧的快冷夹头对坯料进行夹持定位,从而提高第一区域的位置精度,提高坯料的热处理效果。
19、作为第一方面的一种可能的实现方式,第二处理装置包括:第二炉体,所述第二炉体设置有多层,在各层对应位置设置有第三出入口;第二补热机构,所述第二补热机构设置在所述第二炉体内;所述第一处理装置还设置有:升降机构,所述升降机构驱动所述快冷夹头上下移动,使所述快冷夹头对齐所述第二炉体的各层位置。
20、由上,通过设置升降机构驱动快冷夹头及快冷夹头之间的坯料对齐第二炉体的各层位置,从而可以方便将第二坯料送入、送出第二炉体。
21、作为第一方面的一种可能的实现方式,第二辊道设置有多个,多个第二辊道分层设置。
22、由上,通过分层设置的多个第二辊道,从而可以使坯料进入第二炉体内后保存在不同的第二辊道上。由此,可以提高第二处理装置对坯料的保存数量,进而提高热处理模块对坯料的热处理节奏的调节能力,使热处理模块能够适应不同的生产线的生产节奏。
23、作为第一方面的一种可能的实现方式,第二出入口与第三出入口对应设置,第一处理装置包括:升降机构,升降机构驱动第一炉体上下移动。
24、由上,通过设置升降机构来驱动第一炉体上下移动,从而可以驱动第一辊道上下移动,从而可以使第一辊道对齐第二炉体中位于不同层级的第二辊道,以便第一辊道上的坯料可以方便地输送到不同层级的第二辊道上。
25、作为第一方面的一种可能的实现方式,第二补热机构设置有多个,分别设置在第二辊道的上方与下方位置。
26、由上,通过在第二辊道的上方及下方位置设置多个补热机构,从而可以提高第二处理装置的补热性能,提高对坯料进行补热的均匀性,进而提高坯料的热处理效果。
27、本技术第二方面提供一种坯料加工生产线,包括:热处理模块,热处理模块为本技术第一方面中任一项的热处理模块,用于对坯料进行热处理;压机,压机用于将热处理模块处理后的坯料进行压制。
28、由上,可以通过快冷夹头对坯料的第一区域进行冷却,从而可以使第一区域与坯料其他区域的冷却速度不同,产生与其他区域不同的金相组织,进而使第一区域产生与其他区域不同的强度。由此,可以使坯料的强度随区域的不同发生改变。
29、同时,本技术中的热处理模块通过设置第一处理装置对坯料进行分区冷却,通过第二处理装置对坯料进行补热。在对现有的坯料加工生产线进行升级改造的时候,只需要增加本技术的热处理模块就可以实现对坯料不同区域强度的控制。由此,可以方便地对现有的坯料加工生产线进行改造,降低改造成本。另外,通过设置第二处理装置,可以使坯料在第一处理装置中完成分区冷却后,由第二处理装置对坯料进行补热及保存,以便坯料在后续的压制等处理中满足温度要求,使热处理模块对坯料的热处理能够适应生产线的生产节奏。
30、本发明的这些和其它方面在以下(多个)实施例的描述中会更加简明易懂。
本文地址:https://www.jishuxx.com/zhuanli/20240619/10144.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表