一种二自由度刚柔耦合磨抛力控制装置及其解耦控制方法
- 国知局
- 2024-06-20 14:24:39
本发明属于材料磨抛加工,尤其涉及一种二自由度刚柔耦合磨抛力控制装置及其解耦控制方法。
背景技术:
1、复杂曲面零件在航空航天、汽车、船舶等领域的应用日益广泛,为保证零件表面的轮廓度和粗糙度,复杂曲面零件一般经过铣削加工后还需磨抛处理。
2、目前复杂曲面零件磨抛加工主要有人工磨抛和数控专机磨抛。其中,人工磨抛劳动强度大,加工效率低,一致性差,严重制约了零件表面质量。数控专机磨抛也存在价格昂贵和通用性差的缺点。与人工磨抛和数控专机磨抛相比,机器人磨抛有着灵活性好,通用性强,易于拓展等优点,因此研究机器人夹持末端执行器的方法实现复杂曲面磨抛加工很有必要。
3、复杂曲面零件在磨抛时,传统的刚性力控执行器容易产生力控超调,并且力控精度较差,从而影响复杂曲面零件磨抛后的表面质量。同时,传统的单自由度力控执行器在磨抛过程中,需要实时调整机器人姿态,以使得末端执行器力控进给方向与磨抛接触点的法向时刻保持重合。对于曲率变化较大的复杂曲面零件,严重影响磨抛加工效率。
4、二自由度末端力控执行器在复杂曲面零件磨抛过程中,通过两个自由度方向上的运动可以很好的控制接触力的大小,因此末端力控制装置的进给轴不需要一直与接触力方向共线,可以提高加工效率。在二自由度末端力控执行器在复杂曲面零件磨抛过程中,需要同时控制磨头和零件之间的法向力和磨头的切向位置,以保证磨抛效果。传统的二自由度力位控制方法采用力位混合控制算法,每一个自由度上的伺服电机同时控制法向力和切向位置,控制过程中互相干扰,因此法向力控制和切向位置控制精度都会受到影响,影响磨抛加工效果。
5、通过上述分析,现有技术存在的问题及缺陷为:
6、(1)传统的二自由度力位混合控制方法力和位置控制相互耦合,互相干扰,影响磨抛加工质量。
7、(2)传统的刚性力控执行器容易产生力控超调,并且力控精度较差;传统的单自由度力控执行器在磨抛过程中,需要实时调整机器人姿态,以使得末端执行器力控进给方向与磨抛接触点的法向时刻保持重合,影响磨抛效率。
技术实现思路
1、针对现有技术存在的问题,本发明提供了一种二自由度刚柔耦合磨抛力控制装置及其解耦控制方法,其通过在传统的刚性力控执行器中加入两自由度柔顺执行器,提高了磨抛过程中的柔顺性和磨抛加工效率;并将法向力控制和切向位置控制进行了解耦,提高了磨抛过程中法向力和切向位置控制精度,可以对零件进行高质量磨抛。
2、本发明是这样实现的,一种二自由度刚柔耦合磨抛力控制装置包括法兰盘、二自由度伺服平台、二自由度柔顺执行器、力传感器、主轴抱夹、磨抛电主轴、磨头及一些连接件组成,法兰盘与机器人末端法兰连接,二自由度柔顺执行器连接在的二自由度伺服平台上,二自由度柔顺执行器在两个平移自由度运动方向上都串联了弹簧;力传感器连接磨抛电主轴和二自由度柔顺执行器,来检测磨抛过程中的接触力;磨头连接于磨抛电主轴上;连接件分别连接于二自由度柔顺执行器、力传感器及磨抛电主轴。
3、进一步,二自由度伺服平台包括两个伺服电机、两个滚珠丝杠模块,两个滚珠丝杠模块相互垂直,可实现空间两个平移自由度方向上的运动;伺服电机含有编码器,可以实时获得x向电机位移xx和y向电机位移xy。
4、进一步,二自由度柔顺执行器包括上下固定板、直线轴承、直线轴承固定板和弹簧,使得在两个平移自由度方向上的运动具有柔顺性。
5、进一步,力传感器用于测量磨抛过程中磨头和零件之间在两个自由度方向上的x向力信息fx和y向力信息fy。
6、本发明的另一目的在于提供一种实现所述二自由度刚柔耦合磨抛力控制装置的二自由度刚柔耦合磨抛力解耦控制方法,包括:
7、某一自由度方向上的伺服电机只单独控制法向力或者切向位置,另一方向上的伺服电机在控制过程中带来的法向力分量和切向位置分量视为干扰,并进行前馈补偿,实现法向力和切向位置控制解耦。
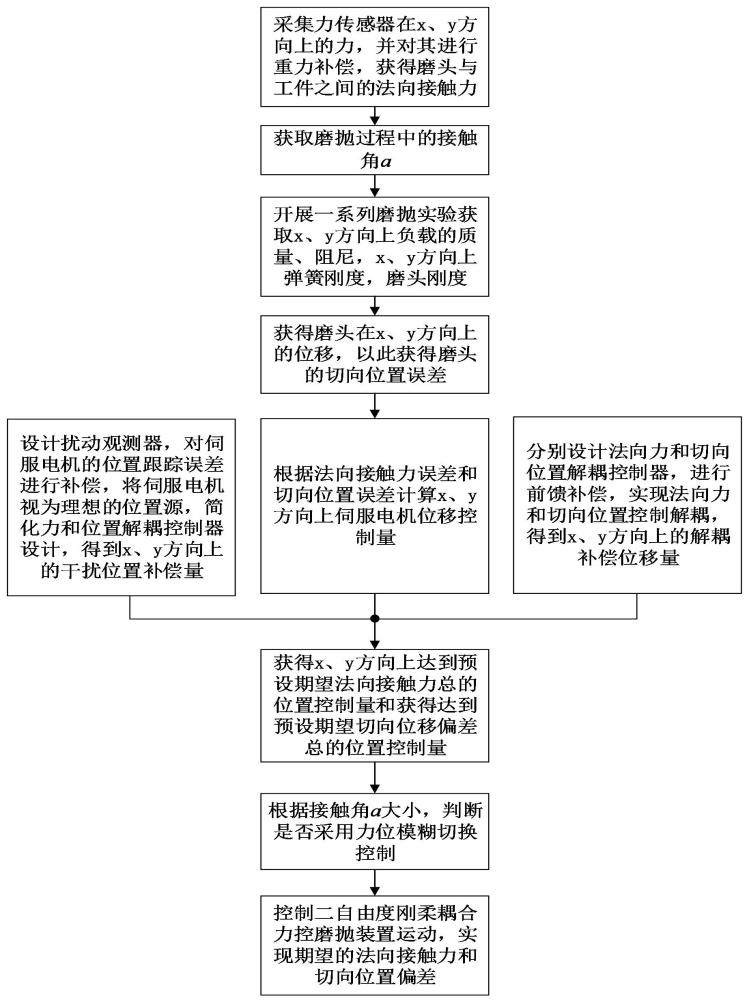
8、进一步,二自由度刚柔耦合磨抛力解耦控制方法具体包括如下步骤:
9、s1,对力传感器测量的x、y方向上的力进行重力补偿,磨抛装置力控制器采用倍福控制器,通过tcp/ip协议与机器人控制器进行通信,实时得到机器人末端的姿态角;
10、s2,然后通过传感器经重力补偿后x方向受到的力和y方向受到的力,计算出磨抛过程中的法向力fn为:
11、
12、其中,u为磨抛法向力fn与磨抛切向力ft之间的系数,其根据磨抛实验辨识得到,一般为0.3左右;
13、再计算出传感器y方向fy与法向力fn的之间的接触角a为:
14、
15、s3,通过磨抛实验离线辨识出刚柔耦合执行器x,y方向上负载的质量mx、my,阻尼cfx、cfy,弹簧刚度kx、ky和磨头刚度ke。得到y向伺服电机位移xy关于磨头在y方向上的位移xghy的传递函数p3(s)和x向伺服电机位移xx关于磨头在x方向上的位移xghx的传递函数p4(s)分别为:
16、
17、s4,将磨抛过程中的法向力信息fn和切向位置误差信息反馈给末端执行器控制器,形成力位闭环控制。将法向力信息fn与预设的期望法向力fd进行比较得到力误差,再根据力误差计算得到y方向伺服电机的位移控制量为:
18、
19、其中,u1(s)为y方向伺服电机的位移控制量,kp为比例系数,取值范围为0.005~0.05;ki为积分系数,取值范围为0.001~0.01;kd为微分系数,一般取值为0;ef为力误差,ef=法向力fn-期望接触力fd。期望接触力fd一般可设置为5~10n;
20、s5,为简化力和位置解耦控制器,将伺服电机视为理想的位置源,其位置跟踪误差视为扰动,通过设计扰动观测器进行补偿。因此得到y方向和x方向上的伺服电机位移补偿量分别为:
21、
22、其中,xpy为y方向伺服电机位移指令,xpx为x方向伺服电机位移指令,,,,qi(s)为二阶巴特沃斯滤波器, i=1、2,wc为角频率,wc=2×pi×f,f一般为5~20hz。
23、s6,计算出力前馈解耦控制器为:
24、
25、计算出位置前馈解耦控制器为:
26、
27、其中,,qj(s)为巴特沃斯滤波器,j=3、4,wc=2×pi×f,f一般为5~20hz。
28、s7,计算出y方向伺服电机总的位移指令为:
29、
30、x方向伺服电机总的位移指令为:
31、
32、s8,为保证在任意接触角a时(0°~360°),磨抛过程中的法向力或者切向位置误差都可以得到有效控制,使用了力位切换控制方法,在接触角a为45°~135°和225°~315°时,y轴控制切向位置,x轴控制法向力;在接触角a为135°~225°和315°~45°时,y轴控制法向力,x轴控制切向位置。
33、s9,在接触角a为45°、135°、225°和315°附近时,采用力位模糊切换控制方法,该模糊控制器具有一个输入、两个输出,输入为接触角a,输出为控制权值,其中输出给切向位置控制系统的权值为,输出给法向力控制系统的权值为,则在力位切换控制时,切向位置控制系统的输入为:
34、
35、法向力控制系统的输入为:
36、
37、通过模糊规则设计控制权值的取值(取值范围为0~1),进行精准的力位切换控制,使得切换过程中波动更小,实现力位控制的平顺切换。
38、进一步,s1中,由于力传感器在安装时其坐标系与机器人末端法兰坐标系方向一致,因此,力传感器测量值经重力补偿后为:
39、
40、
41、进一步,s3中,磨头与工件之间的接触力在y和x方向上的分力fy0、fx0与y和x方向上的伺服电机位移xy、xx之间的传递函数分别为:
42、
43、因此,可以计算出磨抛过程中磨头切向位置误差为:
44、
45、进一步,s4中,将切向位置误差xt与预设的期望切向位置误差进行比较得到位置误差,再根据位置误差计算得到x方向伺服电机位移控制量为:
46、
47、其中,u2(s)为x方向伺服电机的位移控制量,kp为比例系数,取值范围为0.01~0.1;ki为积分系数,取值范围为0.005~0.05;kd为微分系数,一般取值为0;ep为位置误差,ep=切向位置误差xt-期望切向位置误差xd,xd一般设为0。
48、进一步,s7中,通过总的法向力控制量及总的切向位置控制量实现二自由度刚柔耦合力控磨抛装置x、y方向上的运动,并使得了法向力和切向位置控制互相解耦,使得了磨头与零件的法向力达到期望法向力,同时磨头的切向位置误差达到期望的切向位置误差。
49、结合上述的技术方案和解决的技术问题,本发明所要保护的技术方案所具备的优点及积极效果为:
50、第一,针对上述现有技术存在的技术问题以及解决该问题的难度,解决问题之后带来的一些具备创造性的技术效果。具体描述如下:
51、本发明设计了可在两个自由度方向运动的磨抛力控执行器,并在两个自由度运动方向上加入柔性元件弹簧以提高力控柔顺性,组成了一种新型的二自由度刚柔耦合磨抛力控装置,提高了磨抛加工质量和效率。
52、本发明提出的力位解耦控制算法可以实现二自由度刚柔耦合力控装置磨抛过程中法向力控制和切向位置控制解耦,每一个自由度上的伺服电机单独控制法向力或者切向位置,互不干扰,提高了法向力和切向位置控制精度,进而可以提高磨抛加工质量。
53、第二,本发明提供的一种二自由度刚柔耦合磨抛力控制装置及其解耦控制方法,相比单自由度刚柔耦合力控制装置,提高了磨抛加工效率;相比刚性二自由度磨抛力控制装置,可以实现两个自由度方向上的柔顺力控制,减小复杂曲面零件在磨抛过程中的力超调和减小力控误差;相比二自由度力位混合控制方法,可以实现接触力控制和切向位置控制互相解耦,进一步地提高了力控制精度和切向位置控制精度。因此使用本发明的技术方案可以实现高效率高精度的磨抛加工。
54、第三,本发明的技术方案转化后的预期收益和商业价值为:航空发动机是工业皇冠上的明珠,叶片和整体叶盘等复杂曲面零件是航空发动机核心零件,该类零件具有型面复杂,轮廓度与粗糙度要求高等特点,其加工表面质量和几何精度直接影响发动机的工作效率和使用寿命。目前叶片和整体叶盘等复杂曲面零件磨抛加工都还是人工磨抛,存在加工效率低和一致性差等问题。本发明所提出的一种二自由度刚柔耦合磨抛力控制装置及其解耦控制方法,可以很好的运用到叶片和整体叶片等复杂曲面零件磨抛加工上,可以解决叶片和整体叶片等复杂曲面零件加工效率低、磨抛一致性差等问题,可以实现高效率高精度的磨抛加工。因此,本发明有很大的预期收益和商业价值。
55、本发明的技术方案解决了人们一直渴望解决、但始终未能获得成功的技术难题:目前,复杂曲面零件磨抛一般多采用单自由度力控制装置进行磨抛,然后在加工一些类似于叶片、整体叶盘等曲率变化较大的复杂曲面时,需要实时调整机器人姿态,以使得末端执行器力控进给方向与磨抛接触点的法向时刻保持重合,严重影响磨抛加工效率。同时,采用二自由度磨抛力控制执行器进行磨抛加工时,一般多使用刚性的执行器,容易产生力控超调很零件的震颤;在二自由度磨抛力控制执行器进行力位控制时,一般采用力位混合控制算法,使得力控制和切向位置控制相互干扰,也制约着磨抛加工质量。因此,在复杂曲面零件磨抛实际加工过程中,同时保证高效率和高精度磨抛是很困难的,也就是说高效高精磨抛加工一直以来是一个亟需解决的技术难题。本发明提供的一种二自由度刚柔耦合磨抛力控制装置及其解耦控制方法,通过在两个自由度方向上串联弹性原件增加柔顺性,并使用力控制和切向位置相互解耦的控制算法,使得力控制和切向位置控制互不干扰,可以很好的解决这个技术难题。
56、第四、本发明的二自由度刚柔耦合磨抛力控制装置及其控制方法,解决了现有磨抛设备在精确控制磨抛力方面的局限性,提高了加工质量和效率,具有重要的实际应用价值和广阔的市场前景。
57、提高加工质量和精度:精确控制磨抛力,保证加工过程的稳定性和加工件的质量。
58、适应复杂加工环境:刚柔耦合的设计使得装置能够适应复杂的加工环境,提高设备的适用性。
59、实时监控和调整:力传感器的应用实现了对磨抛力的实时监控和调整,提高了加工过程的可控性。
60、运动解耦:独特的控制方法实现了运动的解耦,减少了操作中的干扰,提高了控制的精确性和效率。
本文地址:https://www.jishuxx.com/zhuanli/20240619/10217.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表