一种造型线用通气装置及方法与流程
- 国知局
- 2024-06-20 14:29:43
本发明属于铸造,涉及一种造型线用通气装置及方法。
背景技术:
1、在砂芯铸造制造过程中,为快速排除型腔内气体,必须在造型砂箱增加必要的通气针,数量多的达到近60个。根据排气来源,通气针一般分为砂芯排气通气针和本体排气通气针两种类型。因造型线一般采用静压紧实工艺,为保证砂型紧实,气眼针高度一般设定在280mm以内(以350mm砂箱高度为例),剩余的70mm需要通过机械钻孔或者人工扎孔方式打通。
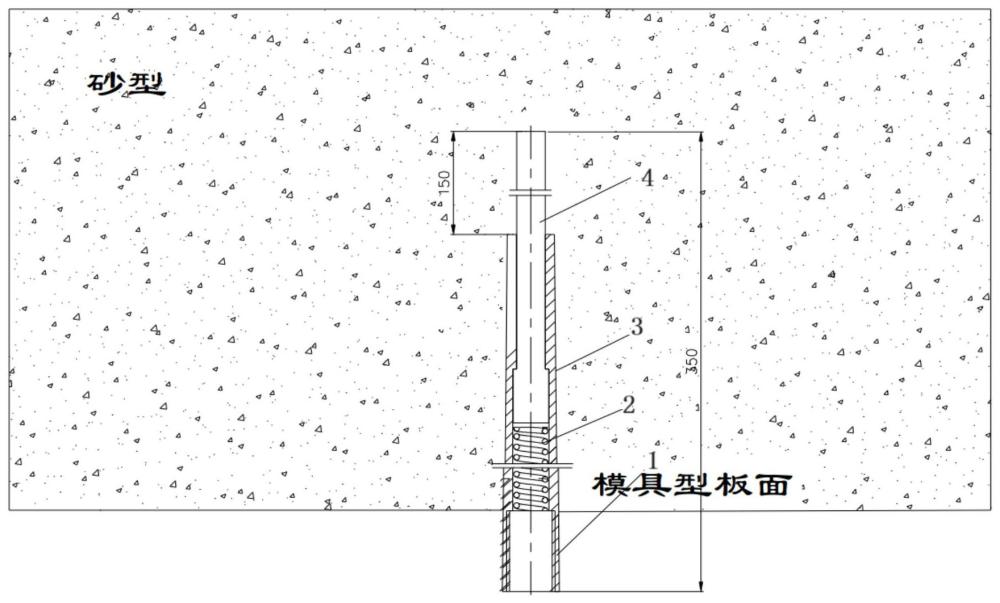
2、现有气眼针工艺:1)模具上采用固定式气眼针,高度一般≤280mm(以350mm砂箱为例);2)造型后,采用人工扎通。图1为现有气眼针结构示意图。
3、存在的主要问题:1)人工扎孔劳动强度大;2)因为砂层较厚,会导致砂芯表面产生较大的凹坑,一方面浇注过程中产生铁水浪费(一般浪费2-5kg/箱),另一方面会出现铁水互穿,引发气孔类缺陷。
4、专利文献cn211938939u公开了一种在制芯工艺设计的异型气眼针,具体涉及制芯工艺领域,包括主体,所述主体的内部设置有芯主轴,所述主体与芯主轴活动连接,所述芯主轴的内部中心开设有排气通道,所述排气通道的内部设置有芯骨。本实用新型通过设置芯主轴、排气通道、芯骨和异型气眼针,在使用时通过磨床将异型气眼针的两侧打磨成规定尺寸弧形,然后安装在气缸的一端,同时将芯主轴内部的排气通道两侧加工成规定尺寸弧形,然后插入圆柱形的芯骨,通过气眼针形成芯子气道使气体顺畅排出,浇注过程中芯排气通畅,铁水浇注平稳,经过试制使用效果很好,消除了整体多路阀铸件表面气孔缺陷问题及内腔气渣孔缺陷。
5、上述专利文献与本发明不同点:本发明的气眼针使用场景与此专利文献不同。此专利文献的气眼针用于制芯工艺领域。而本发明的方案用于造型线工序。
6、专利文献cn202010647941提供一种铸造用打通砂型盲孔的装置,具体包括油缸,与油缸相连接的气眼针固定板,下顶板,清扫装置与下顶板连接的举升装置;所述油缸推动气眼针固定板自上而下运动,所述举升装置对上顶板进行上下抬撑;所述气眼针固定板上垂直固定有气眼针,下顶板上设置有与气眼针相对应的预留孔。采用此专利文献提供的方案既能防止气孔内留有残砂导致铸件废品,又能避免背面形成倒喇叭口,还能防止铁水浇注时倒灌影响浇注质量,同时布置的清扫装置,在工作完成后可对下顶板的散落砂进行清扫,保证下顶板能准确平整地贴在砂型背面。
7、上述专利文献与本发明不同点:本发明采取的弹簧式活动气眼针工艺实现造型过程中保证气眼针贯通及完好;此专利文献中采用辅助专用装置实现气眼针贯通与完好。本发明的采用将取消此专利文献中发明的装置,减少设备投入和使用。
8、专利文献cn108515161a公开了一种高效铸造造型线上明排气装置,具体涉及铸造领域,包括上砂箱,所述上砂箱的内部设置有型板,所述型板的上端一侧固定设置有冒口,所述冒口的一侧设置有铸件,所述铸件远离冒口的一侧设置有铁气眼针,所述铁气眼针的上端设置有树脂橡皮管,所述树脂橡皮管的一端穿过上砂箱的顶端侧壁,并设置于上砂箱的上端,所述上砂箱的上端一侧设置有直浇道。此专利文献在造型时,树脂橡皮管与上砂箱接触时,树脂橡皮管具有弹性与上砂箱过盈配合,造型结束后立刻恢复,铸件内部的型腔与大气才能相通,很好的提高了铸件质量,浇注过程中排气通畅,铁水浇注平稳,使用效果很好,消除了铸件表面气孔缺陷及内腔气渣孔缺陷等问题。
9、上述专利文献与本发明不同点:此专利文献中气眼针贯通是通过在气眼针上安装橡胶皮管,压实过程中通过橡皮管的弹性实现过盈配合;而本发明采用弹簧结构实现气眼针在压实过程中过盈配合。
技术实现思路
1、本发明所要解决的技术问题是克服了现有技术存在的上述问题,提供了一种新型造型线用通气工艺。
2、本发明通过改善气眼针工艺,用弹簧活动工艺代替原来固定式工艺,实现气眼针高度可以直接达到砂箱表面,实现排气通道贯通,取消后道人工扎通工艺,提升过程稳定性。
3、需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
4、为解决上述技术问题,本发明是采用如下技术方案实现的:
5、一种造型线用通气装置,包括气眼针、弹簧2;所述气眼针主要由联接头1、大出气销3、小出气销4组成;
6、所述联接头1下端与模具固定连接,上端与大出气销3固定连接;所述大出气销3为固定件,用于形成气眼通道的中下部,与小出气销4之间存在间隙,支撑弹簧;
7、所述小出气销4插入大出气销3内,用于形成气眼排气通道的上部,弹簧2套在小出气销4上,小出气销4与弹簧2直接接触,在压力下可上下浮动。
8、进一步地,气眼针的小出气销4活动行程≤20mm。
9、进一步地,弹簧选型
10、进一步地,气眼针的小出气销4的直径
11、进一步地,气眼针整体外尺寸高度120mm;弹簧选型小出气销4的直径
12、一种造型线用通气方法,包括以下步骤:
13、步骤1:造型线加砂完成,小出气销上端与造型砂上平面接齐,形成初始的气眼排气通道;
14、步骤2:造型线压头向下挤压,原砂芯上表面受到挤压后,向下紧实移动;
15、步骤3:造型完成,压头回撤,小出气销在弹簧作用下回弹,保证气眼排气通道畅通。
16、进一步地,气眼针为弹簧浮动式,确保造型线压头压力和向下压的行程不变;造型紧实的同时,气眼排气通道始终畅通。
17、进一步地,小出气销在弹簧作用下回弹,保证气眼排气通道上下畅通,无需后续人工扎穿。
18、进一步地,步骤1中在造型线加砂完成前,模具处于工作位置,所述模具安装造型线用通气装置。
19、一种造型线用通气装置应用,应用于砂芯造型线气眼排气通道。
20、与现有技术相比本发明的有益效果是:
21、与现有技术相比,本发明通过改善气眼针工艺,用弹簧活动工艺代替原来固定式工艺,实现气眼针高度可以直接达到砂箱表面,实现排气通道贯通,取消后道人工扎通工艺,避免了因砂层厚度导致扎通过程中出现的凹坑现象,避免了凹坑导致的铁水浪费。
22、本发明采用弹簧活动气眼针工艺代替原固定式气眼针,有效延长了气眼针的工作形成,同时不影响造型线静压紧实。
23、本发明前生产方案,气眼针采用固定式工艺,受到静压紧实影响,气眼针顶部预留砂层厚度一般为70mm,改善后可以实现0mm砂层,实现气眼针直接贯通。
24、本发明取消了原人工扎气眼工序,实现减少人员2人/班。
25、本发明前生产方案,需要专人进行气眼针扎通,劳动强度大;改善后工艺因实现了气眼针的贯通,取消该工序。
26、本发明采用的弹簧活动式气眼针工艺,实现排气孔贯通的同时,保证通气孔完整,砂箱面无凹坑出现,有效减少铁水浪费。
本文地址:https://www.jishuxx.com/zhuanli/20240619/10406.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。