一种超薄壁梭形管淬火方法与流程
- 国知局
- 2024-06-20 14:37:13
本发明涉及超薄壁梭形管加工,具体涉及一种超薄壁梭形管淬火方法。
背景技术:
1、金属标枪是投掷类田径项目常用的体育器材,金属标枪由金属枪头及金属枪身组成。标枪枪身通常由超薄壁梭形管制作而成。
2、超薄壁梭形管为整体呈梭形的金属管,使得超薄壁梭形管具有管径不一致的特点,并且由于超薄壁梭形管是由缩管机加工成型,缩管机在将管件缩成梭形管的过程中,无法保证梭形管整体壁厚一致,导致梭形管各段的壁厚不一致。
3、在超薄壁梭形管加工过程中,淬火是一道重要工序。目前超薄壁梭形管的淬火过程为:将超薄壁梭形管呈水平放置在输送辊道上,输送辊道以固定速度带动超薄壁梭形管呈水平姿态进入感应加热线圈进行加热,然后再对加热后的超薄壁梭形管进行喷淋冷却,从而完成淬火。
4、目前所使用的淬火工艺存在以下缺点:(1)由于梭形管管径不一样,平躺加热很容易导致管件弯曲变形,影响产品质量;(2)由于输送辊道对超薄壁梭形管的输送速度固定,导致超薄壁梭形管各段经过感应加热线圈的时间是一样的,由于超薄壁梭形管各段的壁厚是不一致的,这就极易导致梭形管各段的加热温度不均匀,造成梭形管的淬火效果差,淬火后的梭形管的硬度只能达到hrc35,淬火均匀度只能达到50%,其中淬火均匀度是指标枪长度方向上均匀分布20个点,测每个点的硬度,硬度达到要求的点的个数占总数的百分比。
技术实现思路
1、本发明的目的是提供一种淬火效果好的超薄壁梭形管淬火方法。
2、为实现上述目的,本发明采用了如下技术方案:一种超薄壁梭形管淬火方法,其特征在于:包括以下步骤:
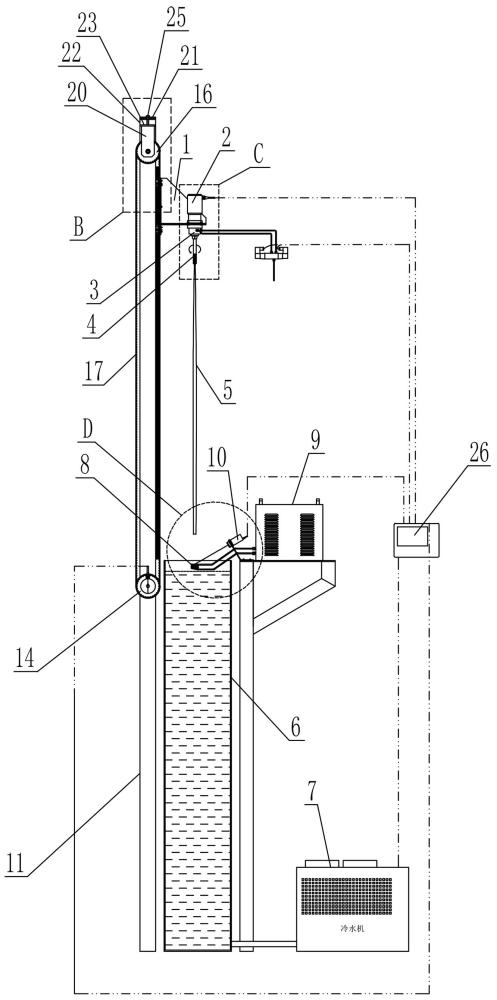
3、(1)设备准备:布置超薄壁梭形管淬火装置,所述超薄壁梭形管淬火装置包括滑动支架,滑动支架连接于无级升降机构,无级升降机构能带动滑动支架无级垂直上升或下降,在滑动支架上竖向安装有梭形管旋转用伺服电机,梭形管旋转用伺服电机的输出轴朝下并安装有气动旋转夹头,气动旋转夹头中夹持有耐高温绝缘的梭形管夹持件,梭形管夹持件用以对梭形管进行夹持以使梭形管在淬火过程中保持垂直竖放姿态,在梭形管夹持件的正下方设置有顶部敞口的水槽,水槽的一侧布置有用以实时控制水槽水温的冷水机,在水槽的液面上方设置有供竖放姿态的梭形管通过的感应加热线圈,感应加热线圈由高频感应加热器控制以对梭形管进行加热,在感应加热线圈的一侧布置有用以对被感应加热线圈所加热的梭形管管段进行实时测温的激光红外测温仪;所述激光红外测温仪、梭形管旋转用伺服电机、气动旋转夹头、冷水机、以及无级升降机构均由plc控制器控制;
4、所述梭形管夹持件的结构包括:耐高温绝缘的夹持件本体,在夹持件本体内设置有口径由上至下逐渐变大的轴向锥形通道,所述轴向锥形通道向下贯通至夹持件本体下端面形成供梭形管管端插入轴向锥形通道的通道插入口,在夹持件本体的外侧壁上还设置有贯通至轴向锥形通道的径向螺纹锁孔,在径向螺纹锁孔中螺纹连接有用以将插入轴向锥形通道的梭形管固定于夹持件本体的螺纹锁柱;
5、(2)材料准备:梭形管在加工成型时其一侧管端预留一段尾管;
6、(3)将梭形管夹持件的上端插入气动旋转夹头,并使plc控制器控制气动旋转夹头夹紧梭形管夹持件;
7、(4)在淬火前,梭形管夹持件根据需要裁切的长度对尾管进行夹持,梭形管夹持件对梭形管进行夹持的具体操作为:将梭形管的需裁切尾管向上插入梭形管夹持件的轴向锥形通道,然后向内旋紧螺纹锁柱,使螺纹锁柱向内顶紧梭形管的尾管,从而完成梭形管夹持件对梭形管的夹持固定;
8、(5)plc控制器控制无级升降机构带动滑动支架向下向感应加热线圈移动,同步带动梭形管向下向感应加热线圈移动;在梭形管向下移动的同时,plc控制器同时启动梭形管旋转用伺服电机,使梭形管旋转用伺服电机通过气动旋转夹头及梭形管夹持件带动梭形管旋转;
9、(6)待梭形管的下端伸入感应加热线圈后,plc控制器通过无级升降机构停止梭形管下降;然后使高频感应加热器控制感应加热线圈对伸入感应加热线圈的梭形管管段进行加热,在感应加热线圈对梭形管进行加热的过程中,始终保持梭形管旋转动作,使梭形管边旋转边被加热,同时激光红外测温仪实时监测被感应加热线圈所加热的梭形管管段的温度、并将温度信息实时反馈给plc控制器,其中,激光红外测温仪的测温点是梭形管伸入感应加热线圈加热通道后位于加热通道入口段的梭形管管段,将激光红外测温仪的测温点所对应的梭形管管段长度定义为h;
10、(7)当plc控制器根据激光红外测温仪所反馈的温度信息得知被感应加热线圈所加热的梭形管管段温度达预设的820℃时,plc控制器通过无级升降机构带动梭形管向下移动距离h;
11、(8)接着感应加热线圈继续对伸入感应加热线圈的梭形管管段进行加热,在感应加热线圈对梭形管进行加热的同时,继续保持梭形管旋转动作,使梭形管继续边旋转边被加热;同时激光红外测温仪继续实时监测感应加热线圈加热通道入口段的梭形管管段温度、并将温度信息实时反馈给plc控制器;当plc控制器根据激光红外测温仪所反馈的温度信息得知被感应加热线圈所加热的梭形管管段温度达预设的820℃时,plc控制器再次通过无级升降机构带动梭形管向下移动距离h;
12、(9)重复步骤(8),直至完成整根梭形管的加热,并且随着梭形管的不断下移,被加热至预设温度的梭形管管段会不断向下插入水槽中进行冷却,直至完成暴露于梭形管夹持件外的所有梭形管管段的淬火;
13、当梭形管完成淬火后,梭形管的已淬火管段与被梭形管夹持件所夹持的未淬火管段之间会形成清晰的分界线,接着沿该分界线对梭形管进行裁切,将被梭形管夹持件所夹持的未淬火管段裁切掉,从而得到与标枪枪身标准长度相一致的已淬火超薄壁梭形管成品;
14、在梭形管的整个淬火过程中,冷水机自带的水温传感器会实时监测水槽水温、并会将水温信息实时反馈给plc控制器,当plc控制器根据水温传感器所反馈的水温信息得知水槽水温达到50℃时,plc控制器会启动冷水机,冷水机启动后会对水槽内的水进行冷却降温,保证在梭形管整个淬火过程中水槽水温的一致性。
15、进一步地,前述的一种超薄壁梭形管淬火方法,其中:无级升降机构的结构包括:机架,在机架的下端水平支承有主动轮轴,主动轮轴由梭形管升降用伺服电机驱动转动,梭形管升降用伺服电机由plc控制器控制,在主动轮轴上套装有主动同步带轮,在机架的上端设置有从动轮轴,从动轮轴通过张紧组件连接在机架上,在从动轮轴上套装有从动同步带轮,在主动同步带轮与从动同步带轮之间绕设有同步带,滑动支架固定于同步带。
16、进一步地,前述的一种超薄壁梭形管淬火方法,其中:在同步带两侧的机架上分别竖向设置有直线导轨,在滑动支架的两侧分别设置有直线轴承,滑动支架通过两侧直线轴承滑动设置于机架的直线导轨上。
17、进一步地,前述的一种超薄壁梭形管淬火方法,其中:张紧机构的结构包括:轮架,轮架设置于机架顶板下方的导向框架内并只能沿导向框架上下移动,从动轮轴支承在轮架的左右侧板之间,在轮架顶板上设置有第一通孔,在第一通孔处焊接有固定螺母,固定螺母的螺纹孔对应连通第一通孔,在机架顶板上设置有第二通孔,机架顶板的第二通孔对应轮架顶板的第一通孔,张紧螺栓的螺栓依次穿过第二通孔及第一通孔后螺纹连接于固定螺母。
18、通过上述技术方案的实施,本发明的有益效果是:(1)超薄壁梭形管在整个淬火过程中都是呈垂直竖放姿态,能有效防止梭形管发生弯曲变形,从而保证产品质量;(2)由于梭形管各段的壁厚不一致,并且梭形管为超薄壁管,在淬火过程中是无法准确测量梭形管各段壁厚的,因而在淬火过程中无法通过测量梭形管各段壁厚来实时调整超薄壁梭形管的移动距离,本发明通过在感应加热线圈边上安置激光红外测温仪,在淬火过程中通过对梭形管温度进行实时监测来控制超薄壁梭形管的移动距离,只有当梭形管加热温度达到设定温度时,才会带动梭形管继续向下移动伸入水槽冷却,从而保证梭形管各段的加热温度均匀,同时在水槽上连接冷水机,通过冷水机实时控制水槽水温,保证在梭形管整个淬火过程中水槽水温的一致性,进一步保证淬火效果;淬火后的梭形管的硬度可达hrc45,淬火均匀度能保证在90%以上;(3)梭形管用于制作标枪枪身,在淬火前,梭形管夹持件根据需要裁切的长度对尾管进行夹持,当梭形管完成淬火后,梭形管的已淬火管段与被梭形管夹持件所夹持的未淬火管段之间会形成清晰的分界线,因而在梭形管淬火完成后,只需沿该分界线对被梭形管夹持件所夹持的未淬火管段进行裁切,就可以得到与标枪枪身标准长度相一致的梭形管成品,得到的梭形管成品无需再进行裁切修整,就可以直接进行后道枪头焊接。
本文地址:https://www.jishuxx.com/zhuanli/20240619/10555.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表