一种直径Ф350mm输氢用管线管连铸圆管坯加热控制方法与流程
- 国知局
- 2024-06-20 14:47:21
本发明涉及黑色金属冶炼及金属压力加工领域,尤其涉及一种直径ф350mm输氢用管线管连铸圆管坯加热控制方法。
背景技术:
1、输氢管线管钢中晶粒的细化可以提高钢的力学性能尤其是强度和韧性方面有重要的作用,同时,晶粒细化还有助于降低钢的氢脆敏感性,连铸圆管坯加热温度控制对输氢管线管钢中晶粒尺寸控制起到关键作用。
技术实现思路
1、本发明的目的是提供一种直径ф350mm输氢用管线管连铸圆管坯加热控制方法,避免管坯表面脱碳的危险,同时又满足输氢用连铸圆管坯穿孔温度在理想高温塑性区。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种直径ф350mm输氢用管线管连铸圆管坯加热控制方法,将ф350mm输氢用连铸圆管坯装入加热炉进行加热,检查并控制好加热炉预热段、加热段、均热段各段的温度,环形加热炉燃气为天然气,各段温度的控制范围如下所示:
4、环形加热炉预热段温度控制:预热ⅰ段≤800℃,预热ⅱ段800~950℃,预热段总加热时间为1小时,时间控制±10分钟;
5、环形加热炉加热段温度控制:加热ⅰ段950~1150℃,加热ⅱ段1150~1220℃,加热段总加热时间为1.5小时,时间控制±10分钟;
6、环形加热炉均热段温度控制:均热ⅰ段1210~1280℃,均热ⅱ段1200~1270℃,均热段总加热时间为1.5小时,时间控制±10分钟。
7、进一步的,所述ф350mm输氢用连铸圆管坯为进行硫印低倍检验结果≤1.0级的合格管坯。
8、进一步的,所述管坯质量百分比的化学成分为:c 0.08~0.11%、si 0.15~0.35%、mn 1.20~1.50%、ti 0.01~0.02%、p≤0.010%、s≤0.003%其余为铁及微量杂质元素。
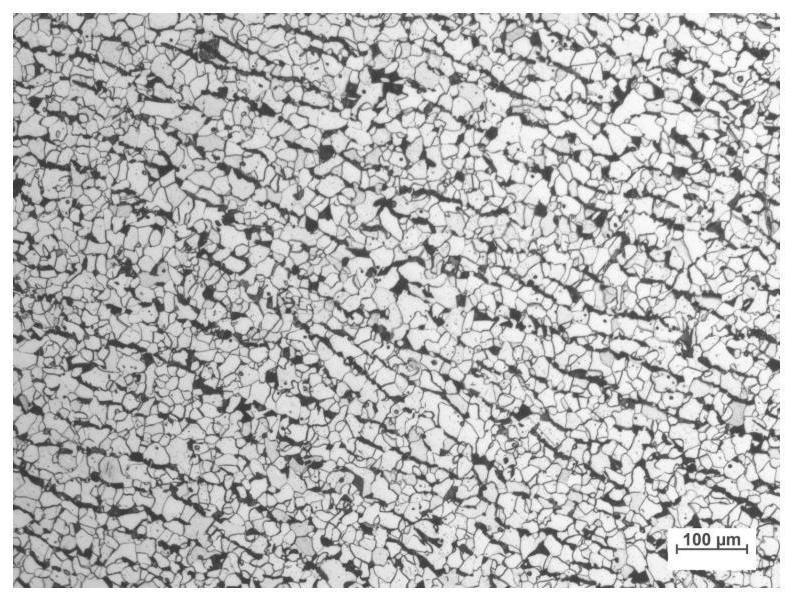
9、进一步的,轧态钢管显微组织为“铁素体+珠光体”。
10、进一步的,工艺流程简述为:管坯化学成分检测→钢中非金属夹杂物检测→管坯低倍组织检测→管坯预热→管坯加热→→管坯均热→出炉。
11、与现有技术相比,本发明的有益技术效果:
12、本发明通过“独特的加热工艺设计,保证在1150℃以上较长时间的高温扩散退火;另外避免出现1250℃及以上高温区,奥氏体晶粒长大,及管坯表面脱碳的危险,同时又满足输氢用连铸圆管坯穿孔温度在理想高温塑性区,很好地解决了上述技术问题,取得了显著的进步。
技术特征:1.一种直径ф350mm输氢用管线管连铸圆管坯加热控制方法,其特征在于,将ф350mm输氢用连铸圆管坯装入加热炉进行加热,检查并控制好加热炉预热段、加热段、均热段各段的温度,环形加热炉燃气为天然气,各段温度的控制范围如下所示:
2.根据权利要求1所述的直径ф350mm输氢用管线管连铸圆管坯加热控制方法,其特征在于,所述ф350mm输氢用连铸圆管坯为进行硫印低倍检验结果≤1.0级的合格管坯。
3.根据权利要求1所述的直径ф350mm输氢用管线管连铸圆管坯加热控制方法,其特征在于,所述管坯质量百分比的化学成分为:c 0.08~0.11%、si 0.15~0.35%、mn 1.20~1.50%、ti 0.01~0.02%、p≤0.010%、s≤0.003%其余为铁及微量杂质元素。
4.根据权利要求1所述的直径ф350mm输氢用管线管连铸圆管坯加热控制方法,其特征在于,轧态钢管显微组织为“铁素体+珠光体”。
5.根据权利要求1所述的直径ф350mm输氢用管线管连铸圆管坯加热控制方法,其特征在于,工艺流程简述为:管坯化学成分检测→钢中非金属夹杂物检测→管坯低倍组织检测→管坯预热→管坯加热→→管坯均热→出炉。
技术总结本发明公开了一种直径Ф350mm输氢用管线管连铸圆管坯加热控制方法,将Ф350mm输氢用连铸圆管坯装入加热炉进行加热,各段温度的控制范围如下所示:预热段温度控制:预热Ⅰ段≤800℃,预热Ⅱ段800~950℃,预热段总加热时间为1小时,时间控制±10分钟;加热段温度控制:加热Ⅰ段950~1150℃,加热Ⅱ段1150~1220℃,加热段总加热时间为1.5小时,时间控制±10分钟;均热段温度控制:均热Ⅰ段1210~1280℃,均热Ⅱ段1200~1270℃,均热段总加热时间为1.5小时,时间控制±10分钟。本发明的目的是避免管坯表面脱碳的危险,同时又满足输氢用连铸圆管坯穿孔温度在理想高温塑性区。技术研发人员:余泽金,张行刚,裴福莉,米永峰,贾冬梅受保护的技术使用者:包头钢铁(集团)有限责任公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/10951.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。