一种球墨铸铁管件内表面精加工设备的制作方法
- 国知局
- 2024-06-20 14:53:23
本技术涉及管件加工,具体是一种球墨铸铁管件内表面精加工设备。
背景技术:
1、球墨铸铁管件是指使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管材,简称为球管、球铁管和球墨铸管等,主要用于自来水的输送,是自来水管道理想的选择用料。
2、如今球墨铸铁管件投入使用前,需要通过精加工设备对其内表面进行打磨加工,以满足后续的应用需要,然而,传统传统技术中的精加工设备在应用时,由于结构较为固定,需要人员反复调整管件的位置,才能够实现管件内表面各处的加工,使得调整耗时加长,便捷性较差。
3、为此,本实用新型提供了一种球墨铸铁管件内表面精加工设备,通过打磨机构的结构设计,能够通过打磨辊的位置变化,形成球墨铸铁管件内壁不同位置处的打磨作业,不需要反复调整管件的位置,有效的缩短了调整耗时,极大的提高了整体的适用性,以解决上述问题。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种球墨铸铁管件内表面精加工设备,解决了上述问题。
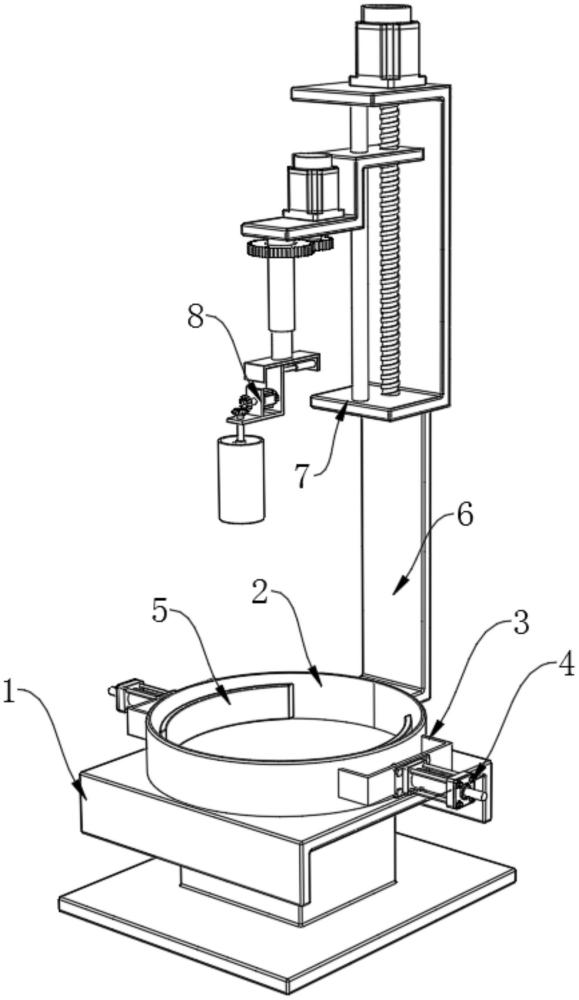
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种球墨铸铁管件内表面精加工设备,包括支撑座,所述支撑座的顶端固定连接有搭载筒,所述搭载筒的两端均固定连接有定位架,所述定位架的一侧固定连接有液压缸,所述液压缸的输出端固定连接有定位弧板,所述搭载筒的一侧固定连接有支撑架,所述支撑架的顶端固定连接有传动架,所述传动架的内侧设置有打磨机构,所述打磨机构用于完成管件内壁的打磨精加工。
3、优选的,所述打磨机构包括有传动螺杆、传动电机、位移架、中心轴杆、驱动电机、驱动直齿轮、减速直齿轮和装配架,所述传动架的内侧转动连接有传动螺杆,所述传动架的顶端固定连接有传动电机,且所述传动电机的输出端与传动螺杆固定连接,所述传动螺杆的外侧螺纹连接有位移架,所述位移架的底端转动连接有中心轴杆,所述位移架顶部的一端固定连接有驱动电机,所述驱动电机的输出端固定连接有驱动直齿轮,所述中心轴杆的顶端固定连接有减速直齿轮,且所述减速直齿轮与驱动直齿轮啮合连接,所述中心轴杆的底端固定连接有装配架。
4、优选的,所述打磨机构还包括有电动推杆、引导架、打磨电机、传动锥齿轮、打磨辊和配动锥齿轮,所述装配架的内侧固定连接有电动推杆,所述电动推杆的输出端固定连接有引导架,所述引导架的底端固定连接有打磨电机,所述打磨电机的输出端固定连接有传动锥齿轮,所述引导架的一端转动连接有打磨辊,所述打磨辊的顶端固定连接有配动锥齿轮,且所述配动锥齿轮与传动锥齿轮啮合连接。
5、优选的,两个所述定位弧板相互靠近的一侧均固定连接有防护垫,且所述防护垫的外侧开设有防滑纹。
6、优选的,所述传动架的内侧固定连接有导向滑杆,且所述位移架还滑动连接在导向滑杆的外侧。
7、优选的,所述打磨辊包括有打磨轴杆、维稳架和打磨筒,所述配动锥齿轮固定连接在打磨轴杆的顶端,所述打磨轴杆的外侧固定连接有多个维稳架,所述维稳架的外侧固定连接有打磨筒。
8、有益效果
9、本实用新型提供了一种球墨铸铁管件内表面精加工设备。与现有技术相比具备以下有益效果:
10、该球墨铸铁管件内表面精加工设备,通过打磨机构的结构设计,能够通过打磨辊的位置变化,形成球墨铸铁管件内壁不同位置处的打磨作业,不需要反复调整管件的位置,有效的缩短了调整耗时,极大的提高了整体的适用性。
11、该球墨铸铁管件内表面精加工设备,通过电动推杆和引导架的配合,能使打磨辊适应于不同内径的管件,以此提高了整体的适用性。
技术特征:1.一种球墨铸铁管件内表面精加工设备,其特征在于:包括支撑座(1),所述支撑座(1)的顶端固定连接有搭载筒(2),所述搭载筒(2)的两端均固定连接有定位架(3),所述定位架(3)的一侧固定连接有液压缸(4),所述液压缸(4)的输出端固定连接有定位弧板(5),所述搭载筒(2)的一侧固定连接有支撑架(6),所述支撑架(6)的顶端固定连接有传动架(7),所述传动架(7)的内侧设置有打磨机构(8),所述打磨机构(8)用于完成管件内壁的打磨精加工。
2.根据权利要求1所述的一种球墨铸铁管件内表面精加工设备,其特征在于:所述打磨机构(8)包括有传动螺杆(9)、传动电机(10)、位移架(11)、中心轴杆(12)、驱动电机(13)、驱动直齿轮(14)、减速直齿轮(15)和装配架(16),所述传动架(7)的内侧转动连接有传动螺杆(9),所述传动架(7)的顶端固定连接有传动电机(10),且所述传动电机(10)的输出端与传动螺杆(9)固定连接,所述传动螺杆(9)的外侧螺纹连接有位移架(11),所述位移架(11)的底端转动连接有中心轴杆(12),所述位移架(11)顶部的一端固定连接有驱动电机(13),所述驱动电机(13)的输出端固定连接有驱动直齿轮(14),所述中心轴杆(12)的顶端固定连接有减速直齿轮(15),且所述减速直齿轮(15)与驱动直齿轮(14)啮合连接,所述中心轴杆(12)的底端固定连接有装配架(16)。
3.根据权利要求2所述的一种球墨铸铁管件内表面精加工设备,其特征在于:所述打磨机构(8)还包括有电动推杆(17)、引导架(18)、打磨电机(19)、传动锥齿轮(20)、打磨辊(21)和配动锥齿轮(22),所述装配架(16)的内侧固定连接有电动推杆(17),所述电动推杆(17)的输出端固定连接有引导架(18),所述引导架(18)的底端固定连接有打磨电机(19),所述打磨电机(19)的输出端固定连接有传动锥齿轮(20),所述引导架(18)的一端转动连接有打磨辊(21),所述打磨辊(21)的顶端固定连接有配动锥齿轮(22),且所述配动锥齿轮(22)与传动锥齿轮(20)啮合连接。
4.根据权利要求1所述的一种球墨铸铁管件内表面精加工设备,其特征在于:两个所述定位弧板(5)相互靠近的一侧均固定连接有防护垫,且所述防护垫的外侧开设有防滑纹。
5.根据权利要求2所述的一种球墨铸铁管件内表面精加工设备,其特征在于:所述传动架(7)的内侧固定连接有导向滑杆,且所述位移架(11)还滑动连接在导向滑杆的外侧。
6.根据权利要求3所述的一种球墨铸铁管件内表面精加工设备,其特征在于:所述打磨辊(21)包括有打磨轴杆、维稳架和打磨筒,所述配动锥齿轮(22)固定连接在打磨轴杆的顶端,所述打磨轴杆的外侧固定连接有多个维稳架,所述维稳架的外侧固定连接有打磨筒。
技术总结本技术公开了一种球墨铸铁管件内表面精加工设备,包括支撑座,支撑座的顶端固定连接有搭载筒,搭载筒的两端均固定连接有定位架,定位架的一侧固定连接有液压缸,液压缸的输出端固定连接有定位弧板,搭载筒的一侧固定连接有支撑架,支撑架的顶端固定连接有传动架,传动架的内侧设置有打磨机构,打磨机构用于完成管件内壁的打磨精加工,打磨机构包括有传动螺杆、传动电机、位移架,本技术涉及管件加工技术领域;本技术通过打磨机构的结构设计,能够通过打磨辊的位置变化,形成球墨铸铁管件内壁不同位置处的打磨作业,不需要反复调整管件的位置,有效的缩短了调整耗时,极大的提高了整体的适用性。技术研发人员:杨红敏受保护的技术使用者:河北冀鹏铸造有限公司技术研发日:20231122技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11165.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表