一种热镀锌自动爆氨装置的制作方法
- 国知局
- 2024-06-20 14:58:00
本技术涉及热镀锌产线领域,尤其涉及一种热镀锌自动爆氨装置。
背景技术:
1、目前,热镀锌产线爆氨操作通常为人工操作,劳动强度大,而且爆氨操作贴近高温工件有迸溅烫伤隐患。因此,需要采用自动设备代替人工操作,现有技术中存在一些倒料装置,但不适用于爆氨环节。热镀锌爆氨环节至关重要,用于改善工件的外观,对操作时间有严苛要求,长期以来采用人力操作的方式,靠操作者的手法来控制爆氨的工艺要求。传统的自动倒料装置不能满足爆氨操作的反应要求,需能仿生的自动爆氨装置。
2、例如:cn206692012u公开了一种新型气动倒料机,包括机架、升降气缸、夹持架、转动杆、倒料气缸等,升降气缸向上伸出带动夹持架及料斗升高,再根据所需倒料量,旋转调节柱,调节完成后,再开启倒料气缸,倒料气缸伸出推动料斗翻转开始倒料;cn205257467u公开了一种自动倒料装置,包括主轴、固定在主轴两端的轴承、与轴承固定连接的电机、物料栏及与物料栏固定连接的气动抓手装置,气动抓手装置固定在主轴上;通过电机带动主轴对物料篮内的物料进行倒料。上述方案虽然为自动倒料装置,但仅能实现倒料动作,而爆氨操作需要工件浸入爆氨溶剂,现有倒料装置均不能满足此要求。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的是提供一种热镀锌自动爆氨装置,能够实现接料、落料、倒料三点位动作,实现工件浸入爆氨溶剂后再进行倒料操作,使爆氨操作自动化。
2、为了实现上述目的,本实用新型是通过如下的技术方案来实现:
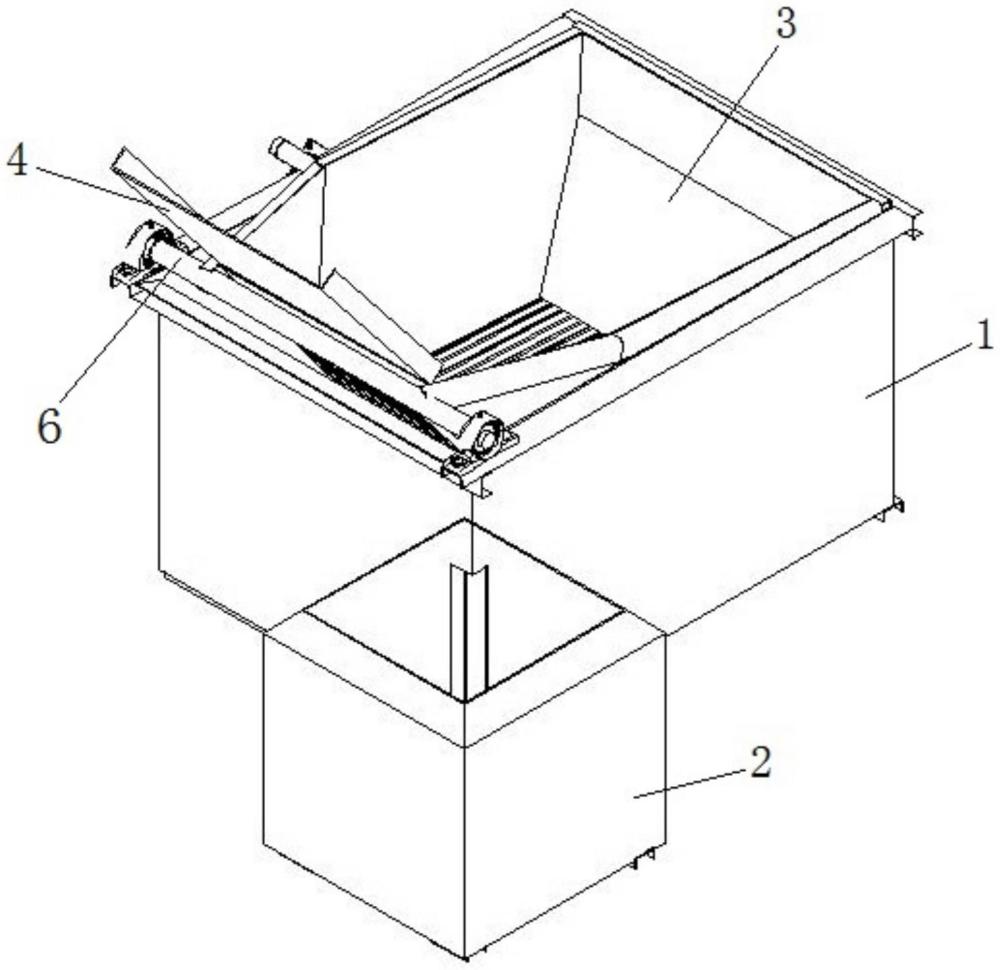
3、本实用新型的实施例提供了一种热镀锌自动爆氨装置,包括采用筋条编织而成的浸液斗,所述浸液斗设于自动爆氨箱体内,且浸液斗与自动爆氨箱体之间连接伸缩部件,所述伸缩部件用于带动浸液斗下降以使工件浸入自动爆氨箱体中的爆氨溶剂,或者带动浸液斗抬升以便卸料。
4、作为进一步的实现方式,所述自动爆氨箱体一侧与手工爆氨箱体连通,其中自动爆氨箱体用于自动爆氨,手工爆氨箱体用于手工爆氨,满足不同工况。
5、作为进一步的实现方式,所述自动爆氨箱体和手工爆氨箱体为不锈钢箱体。
6、作为进一步的实现方式,所述筋条采用不锈钢材质。
7、作为进一步的实现方式,所述浸液斗通过转轴与自动爆氨箱体顶部连接,以使伸缩部件伸长时浸液斗倾斜倒料。
8、作为进一步的实现方式,所述浸液斗与自动爆氨箱体的转动侧连接有辅助卸料架,所述辅助卸料架形成卸料滑道。
9、作为进一步的实现方式,所述辅助卸料架相对于浸液斗倾斜安装。
10、作为进一步的实现方式,还包括气动辅助卸料器,所述气动振动器安装在卸料滑道背部,用于辅助卸料。
11、作为进一步的实现方式,所述伸缩部件采用双增程气缸。
12、作为进一步的实现方式,所述双增程气缸连接plc系统,并设置三点位:接料位、下落位和倒料位。
13、本实用新型的有益效果如下:
14、(1)本实用新型的浸液斗设于自动爆氨箱体内,且浸液斗与自动爆氨箱体之间连接伸缩部件,伸缩部件用于带动浸液斗下降以使工件浸入自动爆氨箱体中的爆氨溶剂,或者带动浸液斗抬升以便卸料,能够实现接料、落料、倒料三点位动作,实现工件浸入爆氨溶剂后再进行倒料操作,使爆氨操作自动化。
15、(2)本实用新型浸液斗采用筋条编织而成,助流不卡件,便于工件充分反应和溶液回流,达到化学反应环境;并设置辅助卸料架,使工件在倒料过程中起到助流快速入溶剂的效果。
技术特征:1.一种热镀锌自动爆氨装置,其特征在于,包括采用筋条编织而成的浸液斗,所述浸液斗设于自动爆氨箱体内,且浸液斗与自动爆氨箱体之间连接伸缩部件,所述伸缩部件用于带动浸液斗下降以使工件浸入自动爆氨箱体中的爆氨溶剂,或者带动浸液斗抬升以便卸料。
2.根据权利要求1所述的一种热镀锌自动爆氨装置,其特征在于,所述自动爆氨箱体一侧与手工爆氨箱体连通,其中自动爆氨箱体用于自动爆氨,手工爆氨箱体用于手工爆氨。
3.根据权利要求2所述的一种热镀锌自动爆氨装置,其特征在于,所述自动爆氨箱体和手工爆氨箱体为不锈钢箱体。
4.根据权利要求1所述的一种热镀锌自动爆氨装置,其特征在于,所述筋条采用不锈钢材质。
5.根据权利要求1所述的一种热镀锌自动爆氨装置,其特征在于,所述浸液斗通过转轴与自动爆氨箱体顶部连接,以使伸缩部件伸长时浸液斗倾斜倒料。
6.根据权利要求5所述的一种热镀锌自动爆氨装置,其特征在于,所述浸液斗与自动爆氨箱体的转动侧连接有辅助卸料架,所述辅助卸料架形成卸料滑道。
7.根据权利要求6所述的一种热镀锌自动爆氨装置,其特征在于,所述辅助卸料架相对于浸液斗倾斜安装。
8.根据权利要求6或7所述的一种热镀锌自动爆氨装置,其特征在于,还包括气动振动器,所述气动振动器安装于卸料滑道背部,用于辅助卸料。
9.根据权利要求1或5所述的一种热镀锌自动爆氨装置,其特征在于,所述伸缩部件采用双增程气缸。
10.根据权利要求9所述的一种热镀锌自动爆氨装置,其特征在于,所述双增程气缸连接plc系统,并设置三点位:接料位、下落位和倒料位。
技术总结本技术公开了一种热镀锌自动爆氨装置,涉及热镀锌产线领域,包括采用筋条编织而成的浸液斗,所述浸液斗设于自动爆氨箱体内,且浸液斗与自动爆氨箱体之间连接伸缩部件,所述伸缩部件用于带动浸液斗下降以使工件浸入自动爆氨箱体中的爆氨溶剂,或者带动浸液斗抬升以便卸料。本技术能够实现接料、落料、倒料三点位动作,实现工件浸入爆氨溶剂后再进行倒料操作,使爆氨操作自动化。技术研发人员:李衍利,王宁,陈国栋,丁娟,刘克霄,朱山,张勇受保护的技术使用者:玫德集团有限公司技术研发日:20231115技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11347.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表