一种Q500ME高强高韧风电用钢板的制备方法与流程
- 国知局
- 2024-06-20 15:06:10
本发明涉及高强度风电用钢生产,尤其涉及一种q500me高强高韧风电用钢板的制备方法。
背景技术:
1、陆上风电风机容量提高至8~10mw,需要塔筒提供更高的承载力,风电用钢由q355提升至q500,钢板高强化可使塔筒减重12~14%。为此,在420mpa风电用钢的基础上,500mpa的风电用钢也逐步开始使用,湘钢、莱钢等钢企已经研发出q500me风电用钢并得到应用。
2、q500me风电用钢是gb/t1591-2018《低合金高强度钢板》中的牌号,要求屈服强度≥500mpa,抗拉强度610-770mpa,断后延伸率≥17%,-40℃冲击功≥31j,弯曲性能合格,同时对有害元素和气体含量都有严格要求。
3、中国专利cn 112210719 a公开了“一种低成本高性能q500桥梁钢及生产方法”,其化学成分及质量百分比如下:c≤0.035%,si:0.31%~0.40%,mn:1.71%~1.80%,p≤0.015%,s≤0.0030%,nb:0.030%~0.050%,v:0.020%~0.050%,ti:0.010%~0.018%,cr:0.70%~0.80%,ni:0.10%~0.20%,残余mo≤0.05%,cu:0.10%~0.20%,b≤0.0005%,n≤0.0005%,al:0.020%~0.050%。降低屈服强度的同时提升产品的抗拉强度,有效降低了产品的屈强比。不足之处是该专利采用了超低碳+合金的成分设计,合金添加量高,成本高,对冷却设备要求较高。
4、中国专利cn 108531816 b公开了“一种500mpa级工程机械用钢及其制造方法”。化学成分如下:c:0.12~0.23%、si:0.10~0.60%、mn:0.80~1.90%、p:<0.018%、s:<0.010%;以及选自cr:0~0.50%、ni:0~0.60%、mo:0~0.45%、cu:0~0.40%、nb:0~0.060%、v:0~0.15%、ti:0~0.12%、b:0~0.0030%、al:0.010~0.050%中的一种或多种;余量为fe和不可避免的杂质。其金相组织为均匀细小的马氏体高温回火组织,从而具有良好的力学性能以及疲劳性能。不足之处一是碳含量高,碳当量高,恶化了焊接性能;二是仍采用调质工艺生产,增加了成本。
5、中国专利cn 108624744 b公开了“一种q500qe桥梁钢板及其生产方法”。化学成分如下:c:0.045~0.07%,si:0.20~0.40%,mn:1.6~1.8%,p:≤0.018%,s:≤0.006%,cr:0.25~0.35%,nb:0.02~0.04%,cu:0.15~0.25%,ni:0.15~0.25%,mo:0.15~0.25%,ti:0.01~0.25%,als:0.015~0.045%,cev碳当量:0.44~0.48%,pcm焊接裂纹敏感系数≤0.23,余量为fe和不可避免的杂质;控制轧制结束后,钢板在轧制结束后弛豫10~160秒,再进入层流冷却区域,以大于20℃/s的冷却速率冷却至300~650℃。不足之处一是该专利采用了超低碳+合金的成分设计,合金添加量高,成本高,对冷却设备要求较高。二是采用弛豫控制技术,控制难度大,不适用于所有厚板产线。
技术实现思路
1、本发明的目的是提供一种厚度14-50mm q500me热机械轧制风电用钢板的制备方法,所制备的钢板满足如下要求:屈服强度≥500mpa,抗拉强度610-770mpa,断后延伸率≥17%,-40℃冲击功≥150j。同时具有易焊接、已成型、耐疲劳等特征。可用于制造高强度风电塔筒。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种q500me高强高韧风电用钢板的制备方法,主要步骤及工艺参数如下:
4、s1铁水预处理:铁水经kr搅拌法脱硫脱磷后,保证铁水中s≤0.005%,p≤0.015%;
5、s2转炉冶炼:转炉冶炼阶段采用经过脱硫预处理的铁水和优质废钢作为原料,铁水温度≥1260℃,经过高效顶底复吹技术降低磷和碳含量,确保钢水p≤0.010%,s≤0.004%;
6、s3 lf炉外精炼:炉外精炼阶段精确控制钢水成分,脱氧合金化,进一步降低钢水中的非金属夹杂物及有害杂质,s≤0.004%,获得洁净钢水;
7、s4 rh真空处理:采用本处理模式大幅降低钢水中氢、氧、氮气体含量,减小有害气体对钢质的不利影响;真空时间保持20分以上,纯脱气时间大于15分,软吹时间大于15分,保证离位钢水氢含量≤1.6ppm,氧含量≤30ppm,氮含量≤50ppm;
8、s5板坯连铸:连铸时采用动态轻压下,轻压下位置8、9、10段,总压下量为7.5mm;连铸时采用电磁搅拌,电磁搅拌位置为3段出口、4段入口,电磁搅拌频率为5hz,电流为350a;结晶器宽侧水量4500l/min,窄侧水量370l/min,结晶器进水温度36±2℃,结晶器进水温度38±1℃,二冷水温度22~25℃,水质指标要符合工艺要求;采用保护浇注,长水口密封氩气压力大于0.3mpa,流量130~160l/min;中间包浸入水口密封氩气压力大于0.2mpa,流量15~20l/min;连铸过热度20~30℃,换包时中包液位不小于30吨;采用恒拉速,拉速稳定在1.0m/min;铸坯矫直温度控制在950~1000℃,且铸坯沿宽度方向的温差不得超过50℃,最终生产出250mm厚的连铸坯,铸坯低倍中心偏析控制在c类3.0级以下,铸坯下线后堆冷或坑冷36小时以上;
9、s6加热:在步进式加热炉中对板坯加热,严格控制炉内气氛,保证板坯加热温度和加热时间,加热温度1210℃~1250℃,总在炉时间大于270min,其中加热段时间大于120min,均热段时间大于30min,保证合金元素的充分固溶,板坯温度均匀;
10、s7轧制和冷却:轧制采用两阶段控制轧制,通常称粗轧阶段和精轧阶段;粗轧在3800mm粗轧机进行,开轧温度1170℃以上,单道次相对压下率至少有两道次以上控制在15%以上;精轧时严格控制各道次变形量,精轧开轧温度≤900℃,终轧温度≤800℃;钢板轧完后进行层流冷却,水温为17~20℃,终冷温度为600-630℃,头部遮蔽0-2.0m,尾部遮蔽0-2.5m,边部遮挡0-2.0m,控制钢板返红后整体温度差≤50℃;钢板堆垛缓冷12小时后取样检验;
11、所述钢板的化学成分按重量百分比为c:0.10~0.12%、si:0.20~0.30%、mn:1.55~1.70%、p:≤0.015%、s:≤0.005%、nb:0.040~0.050%、v:0.035~0.045%、ti:0.012~0.022%、cr:0.20~0.30%、als:0.020~0.035%,cev≤0.46%,pcm≤0.23%,余量为fe和不可避免的杂质。
12、进一步的,所述钢板的化学成分按重量百分比为c:0.10%、si:0.24%、mn:1.56%、p:0.012%、s:0.003%、nb:0.042%、v:0.039%、ti:0.013%、cr:0.25%、als:0.021%,余量为fe和不可避免的杂质。
13、进一步的,所述钢板的化学成分按重量百分比为c:0.11%、si:0.24%、mn:1.57%、p:0.013%、s:0.002%、nb:0.045%、v:0.040%、ti:0.015%、cr:0.24%、als:0.021%,余量为fe和不可避免的杂质。
14、进一步的,所述钢板的化学成分按重量百分比为c:0.11%、si:0.25%、mn:1.57%、p:0.012%、s:0.004%、nb:0.046%、v:0.042%、ti:0.015%、cr:0.25%、als:0.020%,余量为fe和不可避免的杂质。
15、进一步的,所述钢板的化学成分按重量百分比为c:0.11%、si:0.26%、mn:1.58%、p:0.011%、s:0.002%、nb:0.047%、v:0.040%、ti:0.013%、cr:0.26%、als:0.022%,余量为fe和不可避免的杂质。
16、进一步的,所述钢板的化学成分按重量百分比为c:0.11%、si:0.27%、mn:1.60%、p:0.012%、s:0.002%、nb:0.045%、v:0.042%、ti:0.016%、cr:0.24%、als:0.022%,余量为fe和不可避免的杂质。
17、进一步的,所述钢板的化学成分按重量百分比为c:0.11%、si:0.26%、mn:1.61%、p:0.012%、s:0.003%、nb:0.048%、v:0.041%、ti:0.013%、cr:0.27%、als:0.022%,余量为fe和不可避免的杂质。
18、与现有技术相比,本发明的有益技术效果:
19、(1)本发明根据gb/t 1591-2018,采用了低碳-铌-钒-钛-铬合金化成分设计,采用热机械轧制技术生产出厚度14-50mm q500me风电用钢板,钢板屈服强度≥500mpa,抗拉强度610-770mpa,断后延伸率≥17%,-40℃冲击功≥150j,同时具有易焊接、易成型、耐疲劳等特征。
20、(2)本发明通过控制精轧开轧温度及终轧温度,配合冷却工艺,保证了钢板强度和低温冲击韧性。
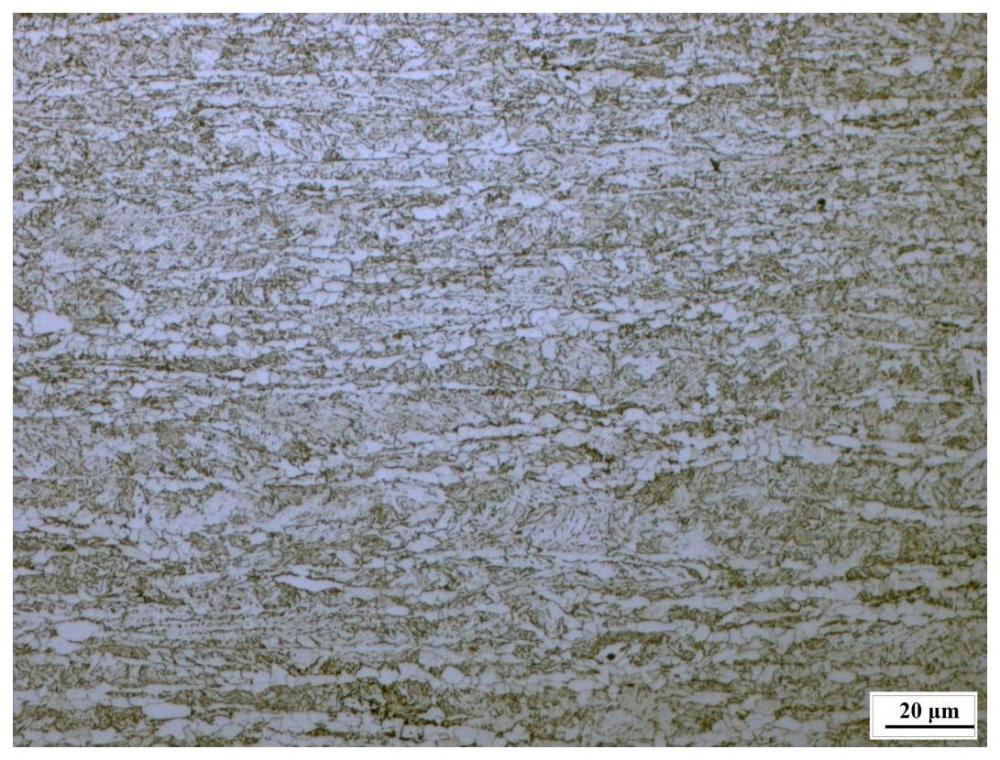
21、(3)本发明通过控制轧制温度和冷却工艺,获得贝氏体为主的显微组织,晶粒度11-12级。
22、(4)本发明通过电磁搅拌和动态轻压下,改善了铸坯偏析,减轻了带状组织的危害,避免心部有害元素及硬相组织的聚集,提高产品的探伤合格率及焊接性能的稳定性;
23、(5)本发明采用较高的终冷温度和钢板堆冷,有效改善了钢板板形,解决了产品内应力不均匀的问题。
本文地址:https://www.jishuxx.com/zhuanli/20240619/11542.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表