一种新型3D打印扫描方法与流程
- 国知局
- 2024-06-20 15:12:24
本发明涉及金属增材制造领域,尤其涉及一种新型3d打印扫描方法。
背景技术:
1、增材制造技术,允许逐层堆积材料以创建复杂的物体,而不需要传统的切削或成形过程。激光选区熔化是增材制造技术的一种重要形式,通过激光逐层熔化粉末材料来构建零件,使得制造过程更加灵活和高效。激光选区熔化成形技术,因其具有快速熔融、凝固的技术特点,使得激光选区熔化技术的应用范围不断扩大。然而,在成形大面积零件或者截面积变化较大的产品时,现有扫描方式极易产生高应力,同时扫描时间长,成形效率较低。
技术实现思路
1、本发明的目的在于提供一种新型3d打印扫描方法,以解决现有激光选区熔化成形大面积零件或截面积变化较大的产品,应力大,成形效率低的技术问题。
2、为实现上述目的,本发明的一种新型3d打印扫描方法的具体技术方案如下:
3、一种新型3d打印扫描方法,包括以下步骤:
4、步骤s1:根据激光选区熔化成形原理,采用层层堆叠的方式将零件堆叠成型;
5、步骤s2:将每个零件厚度定义为d,零件经切片软件切片,形成一层层厚度为d的轮廓切片;
6、步骤s3:根据截面型号不同分为实体截面和中空截面;
7、步骤s4:根据不同型号的截面定义不同的扫描策略;
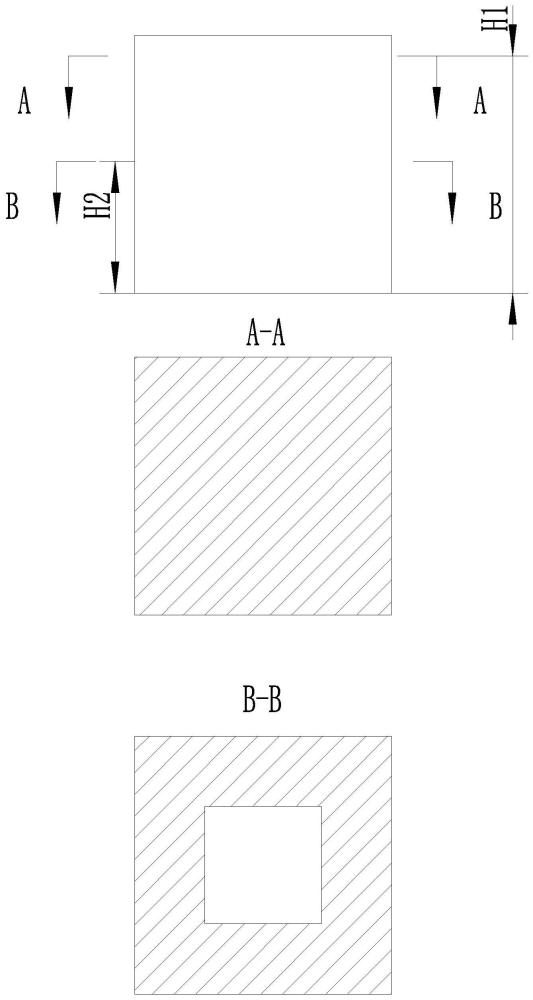
8、步骤s5:根据实体截面和中空截面的截面面积,对其截面区域进行划分,定义实体截面边界线为轮廓,在y方向与轮廓相距尺寸为t的区域,定义为外轮廓区域,实体截面除轮廓区域以外的区域定义为核心区域;定义中空截面边界线为轮廓,分为外轮廓、内轮廓,除内、外轮廓区域以外的区域定义为核心区域;
9、步骤s6:对于实体截面和中空截面的外轮廓区域,激光扫描线呈蛇形布局,采用逐行扫描形式,对于核心区域,激光扫描线呈锯齿形式,各个扫描线等间距相间分布;
10、步骤s7:对于实体截面,激光束在扫描当前层第n层时,首先保持激光束直径φ不变,以预定的激光功率p,激光扫描速度v沿蛇形扫描线,自左向右,自下而上,逐行对外轮廓区域进行扫描;对于中空截面为内、外轮廓区域是同时扫描,无需区分先后顺序;
11、步骤s8:随后激光束直径φ放大,直径放大系数k:1.05~5,激光束开始沿锯齿形扫描线对核心区域进行扫描;
12、步骤s9:激光束直径调整回原始尺寸φ,开始沿实体截面轮廓进行扫描,激光束直径调整后,激光功率降低,激光扫描速度维持不变或适当增加;
13、步骤s10:扫描完当前层第n层后,3d打印机完成铺粉,激光束开始扫描下一层,即第n+1层;
14、步骤s11:按照步骤s7的方式,激光束首先开始沿蛇形扫描线扫描外轮廓区域,此时蛇形扫描线方向发生变化,其与上一层,即第n层扫描线呈一定夹角α,180°>α>1°,后续每层均按此方式进行外轮廓区域的扫描;
15、步骤s12:外轮廓区域扫描完成后,激光束开始沿锯齿形扫描线扫描核心区域,扫描方式和步骤s8一致,锯齿形扫描线方向发生变化,沿顺时针方向,第n+1层扫描线段相较于第n层旋转一定角度β,180°>β>5°,锯齿形扫描线沿x方向移动一定距离δ,沿y方向移动一定距离ω,且δ>φ,ω>φ,确保相邻两层的扫描线不重合,后续每层均按此方式进行核心区域的扫描;
16、步骤s13:最后激光束遵循步骤s9的方式完成第n+1层轮廓的扫描,后续循环往复,完成扫描。
17、进一步地,所述步骤s5具体为:定义实体截面边界线为轮廓,在x方向,与轮廓相距尺寸为t,在y方向与轮廓相距尺寸为t的区域,定义为外轮廓区域,实体截面除轮廓区域以外的区域定义为核心区域;定义中空截面边界线为轮廓,分为外轮廓、内轮廓,在x方向,与外轮廓相距尺寸为t1,在y方向与外轮廓相距尺寸为t1的区域,定义为外轮廓区域,在x方向,与内轮廓相距尺寸为t3,在y方向与内轮廓相距尺寸为t3的区域,定义为内轮廓区域,除内、外轮廓区域以外的区域定义为核心区域,核心区域x方向尺寸为t2,y方向尺寸为t2;
18、进一步地,所述步骤s8还包括:每一条锯齿形扫描线分成两部分,x方向线段,y方向线段,保证激光功率p与激光扫描速度v的比值较激光束直径改变前不变或适当增加。
19、进一步地,所述步骤s5还包括,尺寸t与t数值可以相同也可不同,也可定义为沿轮廓法向量的距离,同时满足t与t的数值均小于实体截面的水平及竖直方向的边长的一半,上述尺寸t1、t3与t1、t3数值可以相同也可不同,也可定义为沿轮廓法向量的距离,同时满足t1、t3与t1、t3的数值均小于中空截面的水平及竖直方向的边长的一半。
20、进一步地,所述步骤s6的锯齿包括直角形、三角形、梯形、半圆形、半弧形。
21、进一步地,所述步骤s6中的蛇形扫描线定义间距为d,定义锯齿形扫描线x方向长度为l,y方向长度为h,扫描线x方向间距为w,y方向间距为h,定义激光束直径为φ,d<φ,l>φ,h>φ,w<φ,h<φ,h>h,l>w。
22、进一步地,所述步骤s7的激光功率p:50~1000w;激光扫描速度v:50~10000mm/s。
23、进一步地,所述步骤s8在扫描时,激光束首先以随机顺序扫描x方向线段,确保连续扫描的x方向线段之间不直接相连,相互之间的距离大于2*(l+w),扫描完x方向线段后,激光束再以随机顺序扫描y方向线段,确保连续扫描的y方向线段制件不直接相连,相互之间的距离大于2*(h+h)。
24、进一步地,,两个方向扫描,只扫描一次,激光束直径变大后,激光功率增加,激光扫描速度维持不变或适当降低;或激光功率不变,激光扫描速度减少,激光功率p:60~1000w;激光扫描速度v:40~10000mm/s。
25、进一步地,所述步骤s9的激光功率p:35~1000w;激光扫描速度v:50~9000mm/s。
26、本发明提供的一种新型3d打印扫描方法具有以下优点:
27、该新型3d打印扫描方法通过针对不同的截面状态,定义了两套不同的扫描策略,可有效降低产品应力,提高成形效果。同时再通过在不同扫描阶段采用的不同的激光功率和激光扫描速度,以适应不同的扫描策略阶段。再根据不同的区域使得激光扫描线根据不同的轮廓形状进行扫描,对于不同的轮廓区域采用不同的扫描方式,以完成对截面各区域的扫描,循环往复至完成零件打印。本发明的扫描方式整体扫描时间短,应力相对较小,成型效率高,并且应对截面面积变化大的产品时也能有很好的成型效率。
技术特征:1.一种新型3d打印扫描方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的新型3d打印扫描方法,其特征在于,所述步骤s5具体为:定义实体截面边界线为轮廓,在x方向,与轮廓相距尺寸为t,在y方向与轮廓相距尺寸为t的区域,定义为外轮廓(1)区域,实体截面除轮廓区域以外的区域定义为核心区域;定义中空截面边界线为轮廓,分为外轮廓(1)、内轮廓(4),在x方向,与外轮廓(1)相距尺寸为t1,在y方向与外轮廓(1)相距尺寸为t1的区域,定义为外轮廓(1)区域,在x方向,与内轮廓(4)相距尺寸为t3,在y方向与内轮廓(4)相距尺寸为t3的区域,定义为内轮廓(4)区域,除内、外轮廓(1)区域以外的区域定义为核心区域,核心区域x方向尺寸为t2,y方向尺寸为t2。
3.根据权利要求1所述的新型3d打印扫描方法,其特征在于,所述步骤s8还包括:每一条锯齿形扫描线分成两部分,x方向线段,y方向线段,保证激光功率p与激光扫描速度v的比值较激光束直径改变前不变或适当增加。
4.根据权利要求1所述的新型3d打印扫描方法,其特征在于,所述步骤s5还包括,尺寸t与t数值可以相同也可不同,也可定义为沿轮廓法向量的距离,同时满足t与t的数值均小于实体截面的水平及竖直方向的边长的一半,上述尺寸t1、t3与t1、t3数值可以相同也可不同,也可定义为沿轮廓法向量的距离,同时满足t1、t3与t1、t3的数值均小于中空截面的水平及竖直方向的边长的一半。
5.根据权利要求1所述的新型3d打印扫描方法,其特征在于,所述步骤s6的锯齿包括直角形、三角形、梯形、半圆形、半弧形。
6.根据权利要求1所述的新型3d打印扫描方法,其特征在于,所述步骤s6中的蛇形扫描线定义间距为d,定义锯齿形扫描线x方向长度为l,y方向长度为h,扫描线x方向间距为w,y方向间距为h,定义激光束直径为φ,d<φ,l>φ,h>φ,w<φ,h<φ,h>h,l>w。
7.根据权利要求1所述的新型3d打印扫描方法,其特征在于,所述步骤s7的激光功率p:50~1000w;激光扫描速度v:50~10000mm/s。
8.根据权利要求1所述的新型3d打印扫描方法,其特征在于,所述步骤s8在扫描时,激光束首先以随机顺序扫描x方向线段,确保连续扫描的x方向线段之间不直接相连,相互之间的距离大于2*(l+w),扫描完x方向线段后,激光束再以随机顺序扫描y方向线段,确保连续扫描的y方向线段制件不直接相连,相互之间的距离大于2*(h+h)。
9.根据权利要求8所述的新型3d打印扫描方法,其特征在于,两个方向扫描,只扫描一次,激光束直径变大后,激光功率增加,激光扫描速度维持不变或适当降低;或激光功率不变,激光扫描速度减少,激光功率p:60~1000w;激光扫描速度v:40~10000mm/s。
10.根据权利要求1所述的新型3d打印扫描方法,其特征在于,180°>α>1°,180°>β>5°,锯齿形扫描线沿x方向移动一定距离δ,沿y方向移动一定距离ω,且δ>φ,ω>φ。
技术总结本发明涉及金属增材制造技术领域,为了解决现有激光选区熔化成形大面积零件或截面积变化较大的产品应力大,成形效率低的技术问题,本发明公开了一种新型3D打印扫描方法。包括将零件堆叠成型并按照预定厚度切片,根据不同状态划分为不同型号,对截面区域进行划分定义轮廓区域,对于不同区域采用不同扫描形式,在激光扫描到第N层时先扫描外轮廓区域,再扫描核心区域,最后沿截面轮廓进行扫描,完成后扫描下一层,外轮廓区域与第N层扫描方式相同,但改变扫描线与第N层扫描线呈一定夹角α,核心区域扫描线沿顺时针方向,第N+1层扫描线段相较于第N层旋转一定角度β,完成扫描。本扫描方式针对截面积变化较大的产品能有效提高成型效率。技术研发人员:韩向阳,刘普祥受保护的技术使用者:深圳市华阳新材料科技有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11677.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表