一种高精度自动研磨装置的制作方法
- 国知局
- 2024-06-20 15:20:27
本发明涉及超精密自动加工,具体为一种高精度自动研磨装置。
背景技术:
1、研磨是超精密自动加工的一种重要的方法,是在精加工的基础上用研具和磨料从工件表面磨去一层极薄金属的一种磨料精密加工方法。现如今的研磨工艺主要分为手工研磨和机械研磨,手工研磨工艺危险系数较高,并且无法保证精度,加工主要靠经验,因此现今逐渐淘汰。机械研磨工艺存在效率低下、成本较高、精度不稳定等问题,尤其在于加工多棱面方面,其研磨精度要求较高、加工效率较低,因此需要对研磨机构进行精准控制,并提高加工效率。研磨的市场需求旺盛,发展前景好,其广泛运用于钻石棱面加工,玻璃制品精加工等行业领域。
2、经检索,中国实用新型专利cn219925405u公开了一种气动自动研磨装置,包括底座、研磨部、夹持部和气缸,底座上通过第一升降机构安装有研磨部,通过第二升降机构安装有安装座,安装座顶面设置滑轨,滑轨的滑块上安装有夹持部,夹持部尾部设置有连杆,安装座右端通过支架安装有气缸,气缸的推杆通过螺套连接连杆,通过气缸带动活塞运动,对圆料棒进行精细化研磨,也可编程控制台控制修改气缸相关参数,通过过滤网起到过滤碎屑和将碎屑导入到集料箱中,使研磨装置表面的碎屑便于清理,提升研磨装置的工作效率。但是上述专利通过气缸的活塞运动带动圆料棒进行研磨,圆料棒无法进行角度调整,研磨精度差,适用范围小。鉴于此,我们提出一种高精度自动研磨装置。
技术实现思路
1、本发明的目的在于提供一种高精度自动研磨装置,以保证加工精度、提高工作效率、降低成产成本。
2、为实现上述目的,本发明提供如下技术方案:
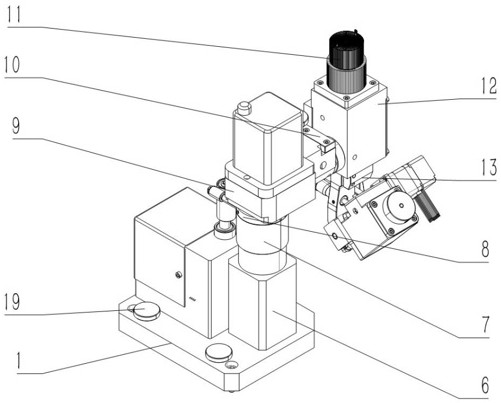
3、一方面,本技术方案提供一种高精度自动研磨装置,包括底座,底座四角开设有安装孔,安装孔内安装有第一调平螺柱,所述底座上固定安装有外罩壳、上下进给组件,所述上下进给组件上方活动连接有水平连接臂,所述水平连接臂前端底部对称设置有两个可拆卸摆动臂,所述外罩壳上方设置有偏心轴组件,所述两个可拆卸摆动臂与偏心轴组件间隙配合,所述水平连接臂后端转动连接有对中调平组件,对中调平组件底部固定连接有调平旋转筒连接板,所述旋转筒连接板底部转动连接有被加工件旋转筒,旋转筒连接板中部设置有千分尺微分头和角度锁止组件,所述被加工件旋转筒内部设置有工件装夹组件。
4、优选的,所述偏心轴组件包括凸轮旋转电机安装转接板、偏心轴、偏心转动筒,所述凸轮旋转电机安装转接板固定安装在外罩壳上,外罩壳内部设置有28步进电机,28步进电机的输出端贯穿外罩壳顶部并通过凸轮旋转电机安装转接板与偏心轴底端固定连接,偏心轴外侧固定套设偏心转动筒,两个可拆卸摆动臂与偏心转动筒间隙配合。
5、优选的,所述上下进给组件包括上罩壳、进给臂、滚珠丝杠、第二直流齿轮减速电机、锁紧盘,所述进给臂固定安装在底座上,进给臂内部设置有滚珠丝杠,进给臂底部设置有平面压力平推轴向轴承支撑座,平面压力平推轴向轴承支撑座上设置有平面压力平推轴向轴承,滚珠丝杠通过平面压力平推轴向轴承安装在进给臂内部,上罩壳内部设置有第二直流齿轮减速电机,第二直流齿轮减速电机输出端与滚珠丝杠顶端固定连接,进给臂与上罩壳间隙配合,所述锁紧盘安装在上罩壳上方,水平连接臂前端、可拆卸摆动臂均活动安装在锁紧盘上。
6、优选的,所述对中调平组件包括第一直流齿轮减速电机、调平旋转筒、旋转锁紧装置,所述第一直流齿轮减速电机安装在调平旋转筒上,所述调平旋转筒内部设置有调平旋转筒旋转轴,调平旋转筒旋转轴两端分别通过轴承与调平旋转筒顶壁、底壁连接,并且调平旋转筒旋转轴顶端贯穿调平旋转筒顶壁与第一直流齿轮减速电机输出端固定连接,调平旋转筒前端通过调平旋转筒连接柱与水平连接臂转动连接,所述调平旋转筒与水平连接臂之间设置有旋转锁紧装置,所述旋转锁紧装置包括活动限位块、固定挡块、水平连接臂固定块、第二调平螺柱,所述固定挡块后端固定设置在调平旋转筒左侧,所述水平连接臂固定块设置在水平连接臂后端顶部,所述第二调平螺柱安装在水平连接臂固定块上,所述活动限位块设置在水平连接臂左侧,活动限位块顶端与水平连接臂固定块固定连接,固定挡块前端连接有锁止件,且锁止件位于活动限位块右侧,当调平旋转筒位于竖直位置时,锁止件与活动限位块相抵。
7、优选的,所述角度锁止组件包括调角度拉紧螺杆、顶紧销顶块,所述调角度拉紧螺杆安装在调平旋转筒连接板上,且调角度拉紧螺杆贯穿调平旋转筒连接板,调角度拉紧螺杆右侧与顶紧销顶块相抵,顶紧销顶块安装在被加工件旋转筒左侧,安装在被加工件旋转筒底部安装有被加工件旋转筒盖板,被加工件旋转筒盖板通过销轴与调平旋转筒连接板转动连接。
8、优选的,所述工件装夹组件包括28闭环电机、蜗轮、蜗杆、旋转锁紧滚花螺母、被加工件旋转夹紧筒和被加工件旋转夹紧环,所述28闭环电机安装在被加工件旋转筒的右侧,所述蜗轮、蜗杆安装在被加工件旋转筒内部,蜗轮、蜗杆分别连接有蜗轮安装轴、蜗杆安装轴,蜗轮安装轴、蜗杆安装轴分别通过轴承安装在被加工件旋转筒内壁,蜗杆一端贯穿被加工件旋转筒并与28闭环电机输出端固定连接;所述被加工件旋转夹紧筒通过螺纹安装在蜗轮安装轴底端,所述被加工件旋转夹紧环安装在被加工件旋转夹紧筒上,旋转锁紧滚花螺母安装在蜗轮安装轴另一端。
9、优选的,所述外罩壳上还安装有可拆卸外罩壳。
10、优选的,所述第一直流齿轮减速电机的旋转圆盘被黑条分成12等份,且旋转圆盘一侧安装有对射式光电传感器。
11、另一方面,本技术方案提供一种高精度自动研磨装置的控制系统,包括控制面板、对中调平模块、上下进给模块、偏心运动模块、工件装夹模块,所述对中调平模块、上下进给模块、偏心运动模块、工件夹持模块分别与控制面板通信电性连接;
12、所述控制面板可调节机械臂的上下进给运动、位置调整、工件的研磨、工件的换面;
13、所述对中调平模块包括位置传感器,用于调整自动研磨装置水平放置在工作区;
14、所述上下进给模块包括力传感器,用于提供进给运动,完成工件的加工;
15、所述偏心运动模块包括速度传感器,用于模仿人手来回摆动的动作,控制研磨速度;
16、所述工件装夹模块包括位置传感器,用于工件的装配与拆卸、工件换面。
17、优选的,还包括闭环反馈模块、故障检查模块,所述闭环反馈模块、故障检查模块分别与控制面板通信电性连接;
18、所述闭环反馈模块包括工件夹持铜套筒和导电铁丝,工件夹持铜套筒在触碰到加工平面时与导电铁丝将电信号传到控制面板形成闭环;
19、所述故障检查模块包括急停报警单元、检查单元,用于发生程序故障时发出报警信号并及时对故障进行检查处理。
20、与现有技术相比,本发明的有益效果是:
21、该高精度自动研磨装置有多个调平螺柱,通过调平螺柱可以精准调节装置与工作平面的水平。自动研磨装置具有闭环反馈系统,可以满足加工精度要求。
22、该高精度自动研磨装置可通过不同的角度调节设计被研磨件的外形,满足被研磨件的设计要求。装置使用千分尺微分头对棱面加工角度进行调节,通过调节与被加工件旋转筒与调平旋转筒连接板水平方向距离,运用三角函数公式求得具体角度,所调节角度精度较高,可靠性强。
23、该高精度自动研磨装置可多个同时使用,通过plc统一控制,相比传统的自动研磨装置的单个工作,方便控制,大大提高加工效率。自动研磨装置占用工作区域较小,所需磨盘较小,解决了磨盘动平衡控制困难的问题。
24、该高精度自动研磨装置偏心轮部分模仿人手来回摆动的动作,可充分利用磨盘的有效工作区域,大大提高了磨盘使用寿命,降低了加工成本。
本文地址:https://www.jishuxx.com/zhuanli/20240619/11899.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表