一种预成型体及其制备方法和应用
- 国知局
- 2024-06-20 10:34:21
本发明属于复合材料,尤其涉及一种预成型体及其制备方法和应用。
背景技术:
1、碳纤维增强复合材料具有轻质高强、耐腐蚀、耐疲劳性好、可设计性强等优点,广泛应用于军工和国民经济各领域。目前用于复合材料中的碳纤维以长丝为主,不以短纤维形式出现,且出现的碳短纤维预成型体也主要以针刺产品为主。对于长度较短、不适宜梳理加工的碳纤维无法以此类加工方法进行生产,特别是针对于回收后碳纤维织物的再加工生产。由于在回收过程中,碳纤维经除浆、去除树脂等工艺,使得纤维间形成杂乱分布的蓬松状,较难再以长丝的形式进行生产加工,其形成高度取向的纤维束也存在再加工难度大的问题,且所需投入较大,短时间内实现工业化尚有难度。
2、目前短切碳纤维复合材料成型方式主要有注塑成型和块状模塑料挤压成型两种方法。注塑成型是将热塑性树脂、碳纤维(短纤维与磨碎纤维)、填充物和其他添加物进行混炼制备成粒料,通过注塑机在高压条件下(10-100mpa)进行注塑成型。块状模塑料挤压成型是将热固性树脂、碳纤维、填充物和固化剂预混制备成块状塑料填充模具,在高压环境(3.5-35mpa)下进行成型。这两种成型方法适用于普通碳纤维制品成型,且这两种成型方法在成型过程中需要较高压力,纤维长度有较高的控制范围。同时,对碳纤维的纤维取向度也有较高的要求。对于短切碳纤维以及回收碳纤维难以满足其加工要求。
技术实现思路
1、针对上述现有技术中存在的问题,本发明提出了一种预成型体及其制备方法和应用。本发明中涉及的碳纤维以不适宜梳理加工的短切碳纤维为原料,且以回收碳纤维为主要原料来源,以麻基纤维为混杂纤维,制备具有结构稳定的碳纤维预制体,实现短切碳纤维以及回收碳纤维的纺织加工技术和复合材料成型技术,特别是对于解决碳短纤维及回收碳纤维不易形成预制体、与树脂界面结合力差、难以将回收超短碳纤维高值化利用等问题。设计满足汽车、休闲娱乐等领域应用的碳纤维复合材料,形成短切碳纤维及回收碳纤维高值化利用应用示范。
2、为实现上述目的,本发明提供如下技术方案:
3、一种预成型体,所述预成型体的原料包括碳纤维和麻基纤维,所述碳纤维和麻基纤维的质量比为(8-5)∶(2-5)。
4、进一步地,所述麻基纤维为大麻纤维或剑麻纤维;所述麻基纤维的纤维长度为3-10mm;所述碳纤维的纤维长度为7μm。
5、本发明还提供一种热塑性复合材料,由预成型体与基体树脂为原料制备而成;其中,所述预成型体的原料包括碳纤维和麻基纤维,所述碳纤维和麻基纤维的质量比为(8-5)∶(2-5)。
6、进一步地,所述麻基纤维为大麻纤维或剑麻纤维。所述麻基纤维的纤维长度为3-10mm。大麻纤维的纤维长度为3mm;剑麻纤维的纤维长度为3-10mm,优选3mm、5mm、10mm。当麻基纤维为大麻纤维时,碳纤维与大麻纤维的质量比为5∶15;当麻基纤维为剑麻纤维时,碳纤维与剑麻纤维的质量比为(10-30)∶(30-50)。
7、进一步地,所述碳纤维和麻基纤维在复合材料中的掺量为20-80wt%。如麻基纤维选择大麻纤维时,碳纤维和麻基纤维在复合材料中的掺量为20wt%,即碳纤维和麻基纤维与基体树脂的质量比为1∶4;如麻基纤维选择剑麻纤维时,碳纤维和麻基纤维在复合材料中的掺量为60-80wt%,即碳纤维和麻基纤维与基体树脂的质量比为(60-80)∶(20-40)。(碳纤维和麻基纤维的混合物也叫增强体纤维,后文不再赘述)。
8、进一步地,所述基体树脂包括聚丙烯、聚酯或聚乳酸,优选为聚丙烯。
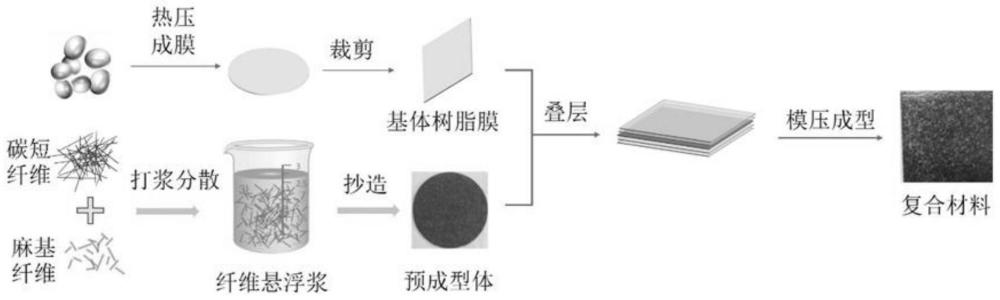
9、本发明还提供一种所述的热塑性复合材料的制备方法,包括以下步骤:
10、按质量称取原料,在碳纤维和麻基纤维的混合物中加入分散剂和水,搅拌,得到纤维浆;将所述纤维浆通过湿法成网工艺制备成预成型体,烘干。
11、在两层所述预成型体的上层、下层和中间层均铺设基体树脂,压制成型,即得到热塑性复合材料。
12、进一步地,所述混合物与水的用量比为1g∶800ml;所述分散剂为质量分数为0.01%的聚丙烯酰胺。
13、进一步地,所述基体树脂在使用前先制成膜,具体方法为:将聚丙烯母粒烘干后放入平板硫化机内,在180-190℃条件下预热1min,然后在1mpa压力下热压1min成型。
14、进一步地,所述压制成型的参数为:温度190℃,压力6-10mpa,时间30min。
15、本发明还提供一种所述的热塑性复合材料在汽车材料或民用碳纤维复合材料中的应用。
16、与现有技术相比,本发明具有如下优点和技术效果:
17、本发明以短切纤维碳纤维和麻基纤维为原料,通过调控原料的掺量、配比以及纤维长度,制备得到可以与基体树脂复合的预成型体,使得制备得到的复合材料力学性能得到提升。
技术特征:1.一种预成型体,其特征在于,所述预成型体的原料包括碳纤维和麻基纤维,所述碳纤维和麻基纤维的质量比为(8-5)∶(2-5)。
2.根据权利要求1所述的预成型体,其特征在于,所述麻基纤维为大麻纤维或剑麻纤维;所述麻基纤维的纤维长度为3-10mm;所述碳纤维的纤维长度为7μm。
3.一种热塑性复合材料,其特征在于,由权利要求1或2所述的预成型体与基体树脂为原料制备而成。
4.根据权利要求3所述的热塑性复合材料,其特征在于,所述预成型体的原料碳纤维和麻基纤维在复合材料中的掺量为20-80wt%。
5.根据权利要求3所述的热塑性复合材料,其特征在于,所述基体树脂包括聚丙烯、聚酯或聚乳酸。
6.一种如权利要求3-5任一项所述的热塑性复合材料的制备方法,其特征在于,包括以下步骤:
7.根据权利要求6所述的制备方法,其特征在于,所述混合物与水的用量比为1g∶800ml;所述分散剂为聚丙烯酰胺。
8.根据权利要求6所述的制备方法,其特征在于,所述基体树脂在使用前先制成膜,具体方法为:将聚丙烯母粒烘干后放入平板硫化机内,在180-190℃条件下预热1min,然后在1mpa压力下热压1min成型。
9.根据权利要求6所述的制备方法,其特征在于,所述压制成型的参数为:温度190℃,压力6-10mpa,时间30min。
10.一种如权利要求3-5任一项所述的热塑性复合材料在汽车材料或民用碳纤维复合材料中的应用。
技术总结本发明公开了一种预成型体及其制备方法和应用,属于复合材料技术领域。热塑性复合材料由预成型体与基体树脂为原料制备而成;其中,所述预成型体的原料包括碳纤维和麻基纤维。本发明以短切纤维碳纤维和麻基纤维为原料,通过调控原料的掺量、配比以及纤维长度,制备得到可以与基体树脂复合的预成型体,使得制备得到的复合材料力学性能得到提升。技术研发人员:杨莉,徐珍珍,胡黄飞,阮芳涛,江舒,王凯,向彦熹受保护的技术使用者:安徽工程大学技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240619/193.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。