一种玻璃压花纹理的加工方法及纹理玻璃与流程
- 国知局
- 2024-06-20 12:50:35
本发明涉及玻璃加工,尤其涉及一种玻璃压花纹理的加工方法及纹理玻璃。
背景技术:
1、随着技术发展和人们生活水平的提高,对手机等电子设备的外观要求越来越高。玻璃作为手机等电子设备常用的壳体材料,为了美观或使用需要,常常需要在玻璃上形成纹理。
2、现有技术中,在玻璃表面上形成纹理的方法有多种:例如采用蒙砂膏蚀刻或者喷砂的方法在玻璃表面制作纹理,装饰玻璃上面的花、鸟、树木等都是采用此方法进行制作,但这样的纹理只是平面,不具备立体感觉。或者是采用cnc机台机械雕刻在玻璃表面制作纹理,之后再c外形,最后用扫光机器扫纹理,这种方法制作的纹理,成本高,对玻璃的厚度有要求,所使用的球刀直径小,时间长,所成型的纹路或图案很粗糙,外观效果差,良品率低。还有就是采用具有纹理的石墨模具进行热压,在玻璃表面制备出纹理,这种方法由于模具是石墨材料,其脆性大,无法获得复杂多样且线条较细的纹理,同时模具寿命短。
技术实现思路
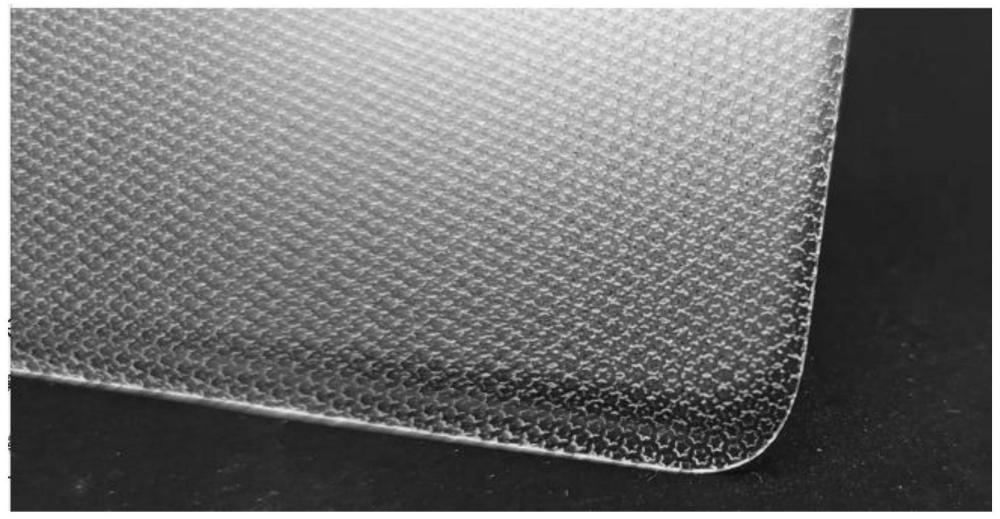
1、基于背景技术存在的技术问题,本发明提出了一种玻璃压花纹理的加工方法及纹理玻璃,采用表面具有纹理的不锈钢滚轮对加热软化后的玻璃表面进行滚压,在玻璃表面形成纹理,所述纹理线条精细且复杂多样,表面光滑,立体感强,加工成本低,精度高。
2、本发明提出的一种玻璃压花纹理的加工方法,包括:
3、将玻璃加热至预设温度,所述预设温度高于所述玻璃软化点温度且低于熔点温度;
4、采用表面具有纹理的不锈钢滚轮对所述玻璃表面进行滚压,即在所述玻璃表面上形成纹理。
5、本发明中,将表面具有预设纹理压花图案的不锈钢滚轮,在高温软化后的玻璃表面经过不锈钢滚轮压过,滚轮纹理压花过后再经过冷却成型,即得到具有压花纹理的玻璃。
6、优选地,所述将玻璃加热至预设温度具体包括:将玻璃加热至530-550℃,保温50-500s,加热至640-660℃,保温50-500s,加热至710-730℃,保温50-500s,加热至780-800℃,保温50-500s。
7、本发明中,通过对玻璃加热至热弯成型温度的过程进行控制,使得后续经过不锈钢滚轮滚压后,可以有效形成清晰且尺寸精确的立体纹理;因为对于本领域技术人员来说,如果温度过低,则难以形成清晰的纹理、容易碎片,如果温度过高,则增加后续扫光工序的难度(如扫久了纹理会被扫塌)。
8、优选地,所述采用表面具有纹理的不锈钢滚轮对所述玻璃表面进行滚压具体包括:将所述不锈钢滚轮的轴线平行于所述玻璃表面,调整所述不锈钢滚轮转动的同时并沿预设方向进给,完成对所述玻璃表面的滚压。
9、优选地,所述所述不锈钢滚轮的转速为5000-10000r/min,进给速度为300-500mm/min。
10、本发明中,在上述转速和进给速度范围内,可以更好地滚压出立体纹理效果。
11、优选地,所述玻璃为铝硅酸盐玻璃、硼硅酸盐玻璃、磷硅酸盐玻璃、钠钙玻璃、碱金属铝硅酸盐玻璃或碱金属硼铝硅酸盐玻璃中的至少一种;
12、优选地,所述玻璃厚度为0.5-2mm。
13、本发明中,玻璃的厚度可以为0.5-2mm,在该厚度范围内,既能够保证较好的强度,也易于实现复杂多样的立体纹理,且立体效果较佳。
14、优选地,所述表面具有纹理的不锈钢滚轮是采用激光雕刻设备对不锈钢滚轮进行激光雕刻形成;
15、优选地,所述不锈钢滚轮的直径为10-150mm。
16、优选地,在将玻璃加热至预设温度之前还包括:将玻璃进行切割,磨边,清洗。
17、优选地,在采用表面具有纹理的不锈钢滚轮对所述玻璃表面进行滚压之前还包括:将所述不锈钢滚轮加热至预设温度。
18、优选地,在所述玻璃表面上形成纹理之后还包括:将所述玻璃降温退火;
19、优选地,所述将所述玻璃降温退火具体包括:降温至650-680℃,保温50-500s,降温至550-580℃,保温50-500s,降温至400-430℃,保温50-500s。
20、本发明还提出一种纹理玻璃,所述玻璃表面具有压花纹理,所述压花纹理是上述加工方法加工而成。
21、本发明所提出的一种玻璃热弯压花纹理的加工方法,可用于玻璃的2d、2.5d、3d整面加工,可适配各种玻璃,如汽车玻璃,家用玻璃等,纹理效果清晰iq额可渐变深浅及大小,纹理线宽最小可加工0.02mm,最大不封顶,这是采用石墨模具热弯成型或者蚀刻所无法达到的。
技术特征:1.一种玻璃压花纹理的加工方法,其特征在于,包括:
2.根据权利要求1所述玻璃压花纹理的加工方法,其特征在于,所述将玻璃加热至预设温度具体包括:将玻璃加热至530-550℃,保温50-500s,加热至640-660℃,保温50-500s,加热至710-730℃,保温50-500s,加热至780-800℃,保温50-500s。
3.根据权利要求1或2所述玻璃压花纹理的加工方法,其特征在于,所述采用表面具有纹理的不锈钢滚轮对所述玻璃表面进行滚压具体包括:将所述不锈钢滚轮的轴线平行于所述玻璃表面,调整所述不锈钢滚轮转动的同时并沿预设方向进给,完成对所述玻璃表面的滚压。
4.根据权利要求3所述玻璃热弯压花纹理的加工方法,其特征在于,所述所述不锈钢滚轮的转速为5000-10000r/min,进给速度为300-500mm/min。
5.根据权利要求1-4任一项所述玻璃热弯压花纹理的加工方法,其特征在于,所述玻璃为铝硅酸盐玻璃、硼硅酸盐玻璃、磷硅酸盐玻璃、钠钙玻璃、碱金属铝硅酸盐玻璃或碱金属硼铝硅酸盐玻璃中的至少一种;
6.根据权利要求1-5任一项所述玻璃热弯压花纹理的加工方法,其特征在于,所述表面具有纹理的不锈钢滚轮是采用激光雕刻设备对不锈钢滚轮进行激光雕刻形成;
7.根据权利要求1-6任一项所述玻璃热弯压花纹理的加工方法,其特征在于,在将玻璃加热至预设温度之前还包括:将玻璃进行切割,清洗。
8.根据权利要求1-7任一项所述玻璃热弯压花纹理的加工方法,其特征在于,在采用表面具有纹理的不锈钢滚轮对所述玻璃表面进行滚压之前还包括:将所述不锈钢滚轮加热至预设温度。
9.根据权利要求1-8任一项所述玻璃热弯压花纹理的加工方法,其特征在于,在所述玻璃表面上形成纹理之后还包括:将所述玻璃降温退火;
10.一种纹理玻璃,其特征在于,所述玻璃表面具有压花纹理,所述压花纹理是权利要求1-9任一项所述加工方法加工而成。
技术总结本发明提出了一种玻璃压花纹理的加工方法及纹理玻璃,所述玻璃压花纹理的加工方法包括:将玻璃加热至预设温度,所述预设温度高于所述玻璃软化点温度且低于熔点温度;采用表面具有纹理的不锈钢滚轮对所述玻璃表面进行滚压,即在所述玻璃表面上形成纹理。本发明提出的一种玻璃压花纹理的加工方法及纹理玻璃,采用表面具有纹理的不锈钢滚轮对加热软化后的玻璃表面进行滚压,在玻璃表面形成纹理,所述纹理线条精细且复杂多样,表面光滑,立体感强,加工成本低,精度高。技术研发人员:吴建勇,魏中凯,李胜利受保护的技术使用者:合肥金龙浩科技有限公司技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240619/6869.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表