一种对称式的法兰焊接结构及其加工方法与流程
- 国知局
- 2024-06-20 13:08:18
本发明属于基板玻璃制造领域,具体为一种对称式的法兰焊接结构及其加工方法。
背景技术:
1、铂金通道是基板玻璃制造过程中的核心装备之一,其主要承担着对来自池炉初步熔化的玻璃液进行澄清均化、温度调节、流量控制等工艺职能。铂金通道主体由贵金属材料制成,主要为pt和rh两种元素的合金材料,单线体用量达到了数百公斤甚至上千公斤,成本巨大,单次生产和制造周期达到两个月左右,不论是从材料成本还是制造加工成本均高于其他装备。
2、尽管铂铑合金材料具备优异的抗氧化抗侵蚀性能,但长时间运行于1200℃~1650℃的高温环境,基体材料也存在着大量的氧化和挥发问题,随着挥发量不断的累计,达到一定程度后便会出现局部的塌陷或破损问题。目前铂金通道的系统寿命约在4年左右的水平,已经达到了历史最佳,但随着系统技术的不断提升,对于通道寿命也提出了新的要求,即至少达到5年以上,这对于整个通道来讲具备一定挑战性。
3、经过多年以来的生产实践和线体的系统解析,基本明确了铂金通道寿命的薄弱点及众多诱发因素,其中关于高温区法兰根部的开裂便是目前所面临的主要问题之一。法兰是铂金通道直接加热回路的引流结构,其一般每两个形成一组回路。法兰与铂金本体采用焊接的形式,由于初始升温的膨胀管理机制,法兰区域需要设置一定量的位移空间,这就需要该区域在冷态安装下区别于通道大部分的主体区域。正常的主体区域采用冷态下的填充工艺,不论是从填充时间还是填充空间上都具备良好的基础环境,而法兰根部的一段区域由于需要在初始一段时间内保留膨胀间隙,因此不做冷态填充,待温度到位膨胀结束后,再进行热态下的局部填充,综合上述两种填充,法兰根部的热态填充较主体大部分区域的冷态填充存在必然的密封薄弱问题。
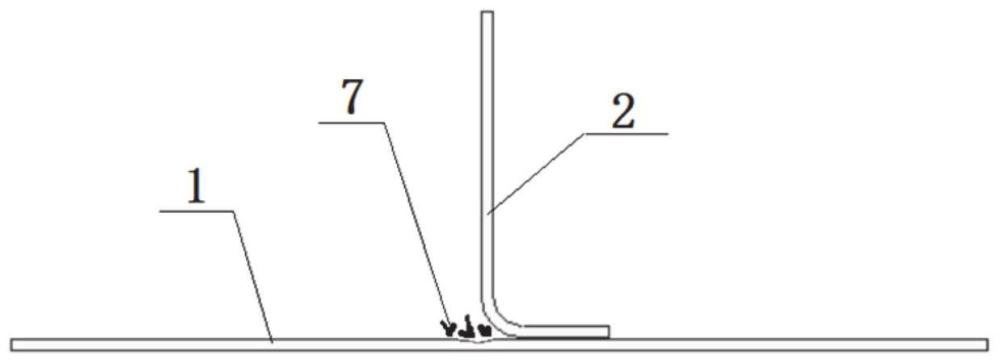
4、在该区域整体密封不佳的基础条件下,法兰根部的结构也存在其薄弱点,即法兰与本体的焊接采用单侧的翻边焊接,通过对法兰内圈进行一个翻边的操作,套装在铂金管体上,再进行焊接,这种方式使得翻边的另一侧存在约5mm的狭小间隙,如图1所示,在对铂金表面进行喷涂保护时,涂层常难以达到该区域,使得原始结构在该区域出现了铂金的局部暴露问题,而翻边一侧由于翻边自身与本体厚度的叠加,使得强度较主体更高,且涂层保护没有盲区,整体效果较好。综上所述,铂金通道在实际运行的后期阶段,法兰根部的翻边另一侧由于双重原因,使得该区域将会出现局部的开裂甚至是漏料,最终导致回路断裂亦或是缺陷高发而停线。
技术实现思路
1、本发明的提供了一种对称式的法兰焊接结构及其加工方法,解决了铂金通道在实际运行的后期阶段,法兰根部的翻边另一侧由于双重原因,使得该区域将会出现局部的开裂甚至是漏料,最终导致回路断裂亦或是缺陷高发而停线的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种对称式的法兰焊接结构,包括铂金本体,所述铂金本体上设置有法兰翻边,所述法兰翻边上设置有翻边过渡角,所述法兰翻边与翻边过渡角之间填充有内填充物,所述翻边过渡角上连接有法兰外圈,所述法兰外圈一侧设置有接线排。
4、优选地,所述铂金本体材质为铂铑合金,其中铑含量为5%-20%。
5、优选地,所述法兰外圈与法兰本体材质相同。
6、优选地,所述法兰外圈厚度为1mm-1.5mm。
7、优选地,所述法兰外圈直径为法兰本体的2-3倍。
8、优选地,所述法兰翻边厚度为5mm-10mm。
9、优选地,所述翻边过渡角包括两个圆弧,两个圆弧的半径为5mm-10mm。
10、优选地,所述翻边过渡角与法兰外圈采用焊接方式连接,所述焊接点在两个圆弧贴合点5mm以内。
11、优选地,所述内填充内填充材料的密度大于3.0g/cm3。
12、一种对称式的法兰焊接结构的加工方法,包括:
13、根据尺寸要求加工准备好法兰外圈、铂金本体和两个单层厚度的内圈;
14、采用模具对两个单层厚度的内圈结构分别进行翻边的造型,翻边半径根据要求提前定制好模具,采用一次成型或者手工敲打方式进行翻边,翻边过程需确保圆弧过渡区厚度衰减量小于1%;
15、两个单层的内圈结构翻边造型完成后,先进行一侧的造型焊接,首先将内圈与法兰外圈进行对接焊,焊接保留另一侧的厚度空间,焊接过程采用夹具固定,焊接的同时进行冷却;
16、内圈与法兰外圈对接完成后,进行基础的矫形,然后将法兰组件套装在铂金本体上,焊接一侧的翻边重合区;
17、待单侧翻边重合区焊接完成后,采用不锈钢压条将提前准备好的氧化锆泥料涂抹填充于翻边的另一侧空隙内,填充过程应尽可能堆积多余;
18、待一圈涂抹泥料完成后,再将另一侧的单层翻边套装在本体上推进法兰根部,将多余泥料挤出;
19、待多余泥料清理完成后,开始进行焊接,首先焊接内圈与上部法兰外圈的对接,完成后再进行内圈翻边与铂金本体的贴合焊接;
20、焊接完成后在两侧翻边上各开一个1.5mm左右的小孔,用于保证内部的受热膨胀释放。
21、与现有技术相比,本发明具有以下有益效果:本发明提供了一种对称式的法兰焊接结构,采用双层对接的方式将法兰根部由单层外圈过渡为双层内圈,使得法兰根部的焊接实现双侧翻边的高可靠性要求。
22、本发明还提供了一种对称式的法兰焊接结构的加工方法,针对对称式法兰的焊接,制定专属的工艺,包括单层分双层的对接焊、双层翻边的造型、内部的填充以及双侧的焊接等工艺,能够准确的加工出所需要的装置。
技术特征:1.一种对称式的法兰焊接结构,其特征在于,包括铂金本体(1),所述铂金本体(1)上设置有法兰翻边(3),所述法兰翻边(3)上设置有翻边过渡角(4),所述法兰翻边(3)与翻边过渡角(4)之间填充有内填充物(6),所述翻边过渡角(4)上连接有法兰外圈(2),所述法兰外圈(2)一侧设置有接线排(8)。
2.根据权利要求1所述的一种对称式的法兰焊接结构,其特征在于,所述铂金本体(1)材质为铂铑合金,其中铑含量为5%-20%。
3.根据权利要求1所述的一种对称式的法兰焊接结构,其特征在于,所述法兰外圈(2)与法兰本体(1)材质相同。
4.根据权利要求1所述的一种对称式的法兰焊接结构,其特征在于,所述法兰外圈(2)厚度为1mm-1.5mm。
5.根据权利要求1所述的一种对称式的法兰焊接结构,其特征在于,所述法兰外圈(2)直径为法兰本体的2-3倍。
6.根据权利要求1所述的一种对称式的法兰焊接结构,其特征在于,所述法兰翻边(3)厚度为5mm-10mm。
7.根据权利要求1所述的一种对称式的法兰焊接结构,其特征在于,所述翻边过渡角(4)包括两个圆弧,两个圆弧的半径为5mm-10mm。
8.根据权利要求7所述的一种对称式的法兰焊接结构,其特征在于,所述翻边过渡角(4)与法兰外圈(2)采用焊接方式连接,所述焊接点在两个圆弧贴合点5mm以内。
9.根据权利要求1所述的一种对称式的法兰焊接结构,其特征在于,所述内填充(6)内填充材料的密度大于3.0g/cm3。
10.一种对称式的法兰焊接结构的加工方法,其特征在于,包括:
技术总结本发明提供了一种对称式的法兰焊接结构及其加工方法,属于TFT‑LCD基板玻璃行业。主要针对通道法兰根部的氧化挥发和开裂破损问题,通过设计对称式的法兰焊接结构,包括铂金本体,所述铂金本体上设置有法兰翻边,所述法兰翻边上设置有翻边过渡角,所述法兰翻边与翻边过渡角之间填充有内填充物,所述翻边过渡角上连接有法兰外圈,所述法兰外圈一侧设置有接线排,采用双层对接的方式将法兰根部由单层外圈过渡为双层内圈,使得法兰根部的焊接实现双侧翻边的高可靠性要求,有效消除了传统法兰根部翻边另一侧的喷涂盲区问题,使得法兰根部两侧均有同样优异的强度和涂层保护能力。技术研发人员:王梦龙,徐剑,杨威受保护的技术使用者:彩虹显示器件股份有限公司技术研发日:技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240619/7653.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表