刀片电池用陶瓷密封连接器负极端子及制备方法与流程
- 国知局
- 2024-06-20 13:30:50
本发明涉及陶瓷封装,具体涉及刀片电池用陶瓷密封连接器负极端子及制备方法。
背景技术:
1、刀片电池是一种长条状的电池,以其扁平的形态而得名。这种设计使得刀片电池能够提供更高的能量密度和更大的电流输出,同时易于集成到各种设备和系统中。刀片电池使用陶瓷密封连接器负极端子是指在电池的负极端使用了一种陶瓷材料制成的密封连接器。这种连接器通常位于电池的底部,负责将电池内部的负极与外部电路连接起来,并提供良好的密封性能,确保电池的安全运行。
2、然而,现有的刀片电池陶瓷密封连接器负极端子存在一些问题,其陶瓷密封件的传统圆形结构的密封方式易导致重量增加、空间占比增大,这限制了刀片电池在轻量化设计和空间受限环境中的应用;此外,陶瓷密封件的抗污、抗褶和压降性能不足,使陶瓷密封连接器负极端子在使用过程中易受污染影响、容易变形损坏,并且在流体通过时会增加能耗,因此限制了其在刀片电池等应用中的可靠性和性能表现。
技术实现思路
1、本发明的目的在于提供刀片电池用陶瓷密封连接器负极端子及制备方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
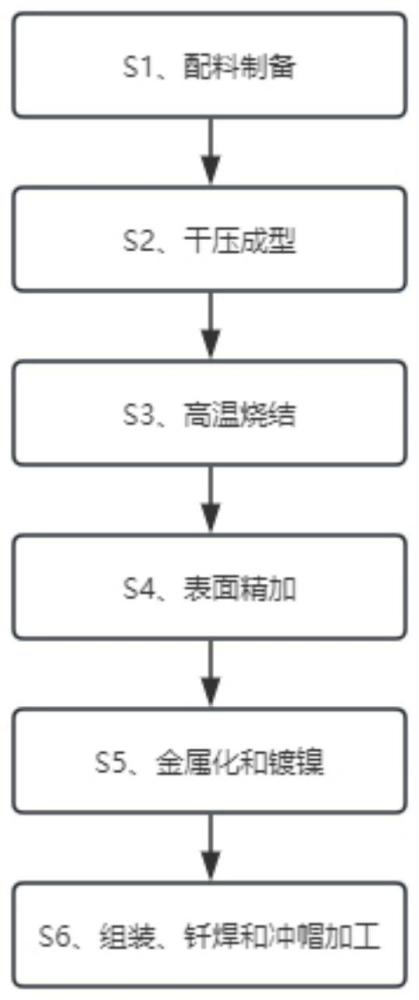
3、本发明提供了刀片电池用陶瓷密封连接器负极端子的制备方法,包括以下步骤:
4、s1、配料制备:称量60-80份a l 2o3粉末、3-5份滑石粉末、3-5份zro2粉体、20-30份纳米二氧化硅、2-5份稀土氧化物、0.6-0.8份改性剂mgo和3-5份烧结助剂caco3,并用钛溶胶包覆a l 2o3粉末,将以上各成分进行混合放入180℃的烘烤箱进行烘烤16小时,取消球磨直接搅拌混合粉体3-6小时,再喷雾造粒,控制造粒颗粒为球形,得到混合颗粒;
5、s2、干压成型:使用伺服电动压机在8mpa下对混合颗粒进行干压成型,成型压力为6-15t,得到椭圆形毛坯环;
6、s3、高温烧结:将椭圆形毛坯环进行高温烧结成瓷得到氧化铝陶瓷环,烧结温度控制在1400℃-1700℃,并确保坯件烧结后的密度大于3.72g/cm3,收缩率在15%-20%之间;
7、s4、表面精加:对烧结成瓷后的的氧化铝陶瓷环表面进行打磨处理,控制其表面粗糙度为0.8-1.5μm;
8、s5、金属化和镀镍:使用90目丝网印刷金属化浆料在氧化铝陶瓷环表面,控制印刷层厚度为30μm-80μm,再将印刷后的氧化铝陶瓷环在保护气氛下高温烧结,控制温度在1500℃-1600℃,烧结5小时,烧结后至少保温1小时,以形成均匀金属化层,接着将烧结后的氧化铝陶瓷环放入镀槽进行化学镀镍处理,温度控制为70℃-80℃,时间为30-60分钟,使金属化层上形成一层镍层;
9、s6、组装钎焊和冲帽加工:将无氧铜柱插入氧化铝陶瓷环内孔,使用钎焊工艺将陶瓷环和无氧铜柱钎焊在一起,得到连接器组件,在连接器组件上进行冲帽加工,并将镍帽覆冲压到无氧铜柱上。
10、作为本发明进一步的方案,在步骤s5中,所述金属化浆料的制备方法为:称量60-80份球形mo粉、7.2-16份mn粉和4.8-16份的氧化铝陶瓷配料的混合颗粒,再将以上粉体和颗粒混合制得混合料,加入2-3倍混合料重量的玛瑙球和0.2倍-0.3倍混合料重量的环氧树脂溶液,置于刚玉坛中滚动13-14h,得到金属化浆料。
11、作为本发明进一步的方案,在步骤s5中,所使用的保护气氛为氨分解气体、氮气、氩气中的一种。
12、作为本发明进一步的方案,在步骤s5中,所述金属化层厚度为15μm-40μm、镍层的厚度为5μm-10μm。
13、作为本发明进一步的方案,在步骤s6中,所述钎焊工艺所采用的焊料为72银焊料,焊接温度控制在600-800℃,焊接时间为5-30分钟,焊接保温时间为2-10分钟,气氛为真空或惰性气体气氛。
14、本发明还提供一种刀片电池用陶瓷密封连接器负极端子,采用以上所述的制备方法制备而成,包括金属化陶瓷环、铜芯柱和镍帽,所述金属化陶瓷环中心沿轴向设有供铜芯柱穿过的通孔,所述金属化陶瓷环与铜芯柱通过钎焊工艺钎焊在一起,所述铜芯柱上方与陶金属化陶瓷环上表面焊接处设有缺口用于焊接空隙,所述铜芯柱顶部安装有镍帽。
15、作为本发明进一步的方案,所述金属化陶瓷环为椭圆圆环。
16、作为本发明进一步的方案,所述所述金属化陶瓷环的内径大于铜芯柱的外径。
17、作为本发明进一步的方案,所述铜芯柱的顶部中央对称设置有两个相同的极点。
18、与现有技术相比,本发明的有益效果为:
19、1、本发明通过在制备陶瓷密封连接器负极端子时,在氧化铝陶瓷环制备过程中使用钛溶胶包覆氧化铝粉末,不仅可以提高氧化铝的烧结活性和降低烧结温度,还能利用钛溶胶在烧结过程中从氧化铝粉末表面剥离成细小粒子,填充了陶瓷材料内部的孔隙,增强了陶瓷环的抗褶性,同时添加纳米二氧化硅细化晶粒,提高了陶瓷环的强度和韧性,进一步增强了抗褶性;
20、2、本发明在制备陶瓷密封连接器负极端子时,通过在氧化铝陶瓷环的制备过程中添加改性剂mgo从而引入镁元素,可以在烧结过程中抑制晶粒过分长大,生成第二相即mgal2o4相,这提升玻璃相组分和粘度,进而提高陶瓷环的抗污能力和改善压降不良;
21、3、本发明提供的刀片电池用陶瓷密封连接器负极端子的金属化陶瓷环结构由常见的圆形变更为椭圆形,降低了整个连接器负极端子的重量和空间占比,这种设计能够更好地匹配刀片电池的整体性,组装至刀片模组中后,由于椭圆形结构能够更有效地利用空间,电池整体高度降低,从而降低了电池模组在整车中所占重量比和体积比,减少了整车重量,进而降低了能耗。
技术特征:1.刀片电池用陶瓷密封连接器负极端子的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的刀片电池用陶瓷密封连接器负极端子的制备方法,其特征在于,在步骤s5中,所述金属化浆料的制备方法为:称量60-80份球形mo粉、7.2-16份mn粉和4.8-16份的氧化铝陶瓷配料的混合颗粒,再将以上粉体和颗粒混合制得混合料,加入2-3倍混合料重量的玛瑙球和0.2倍-0.3倍混合料重量的环氧树脂溶液,置于刚玉坛中滚动13-14h,得到金属化浆料。
3.根据权利要求1所述的刀片电池用陶瓷密封连接器负极端子的制备方法,其特征在于,在步骤s5中,所使用的保护气氛为氨分解气体、氮气、氩气中的一种。
4.根据权利要求1所述的刀片电池用陶瓷密封连接器负极端子的制备方法,其特征在于,在步骤s5中,所述金属化层厚度为15μm-40μm、镍层的厚度为5μm-10μm。
5.根据权利要求1所述的刀片电池用陶瓷密封连接器负极端子的制备方法,其特征在于,在步骤s6中,所述钎焊工艺所采用的焊料为72银焊料,焊接温度控制在600-800℃,焊接时间为5-30分钟,焊接保温时间为2-10分钟,气氛为真空或惰性气体气氛。
6.采用权利要求1-5任一项所述的制备方法制备的刀片电池用陶瓷密封连接器负极端子,其特征在于,包括金属化陶瓷环(1)、铜芯柱(2)和镍帽(3),所述金属化陶瓷环(1)中心沿轴向设有供铜芯柱(2)穿过的通孔,所述金属化陶瓷环(1)与铜芯柱(2)通过钎焊工艺钎焊在一起,所述铜芯柱上方与陶金属化陶瓷环上表面焊接处设有缺口用于焊接空隙,所述铜芯柱顶部安装有镍帽(3)。
7.根据权利要求6所述的刀片电池用陶瓷密封连接器负极端子,其特征在于,所述金属化陶瓷环为椭圆圆环。
8.根据权利要求6所述的刀片电池用陶瓷密封连接器负极端子,其特征在于,所述所述金属化陶瓷环(1)的内径大于铜芯柱(2)的外径。
9.根据权利要求6所述的刀片电池用陶瓷密封连接器负极端子,其特征在于,所述铜芯柱的顶部中央对称设置有两个相同的极点。
技术总结本发明公开了刀片电池用陶瓷密封连接器负极端子及制备方法,包括以下步骤:S1、配料制备;S2、干压成型;S3、高温烧结;S4、表面精加;S5、金属化和镀镍;S6、组装钎焊和冲帽加工。本发明在制备陶瓷密封连接器负极端子时,对氧化铝陶瓷环的制备工艺进行了优化,通过采用钛溶胶包覆氧化铝粉末,提高了烧结活性并降低了温度,同时钛溶胶粒子填充孔隙,增强了抗褶性。同时,纳米二氧化硅的添加进一步细化了晶粒,提高了陶瓷环的强度和韧性。此外,引入改性剂MgO抑制晶粒长大,并生成MgA l <subgt;2</subgt;O<subgt;4</subgt;第二相,从而提升了玻璃相组分和粘度,增强了陶瓷环的抗污能力,并改善了压降不良的问题。技术研发人员:康文涛,康丁华,蒋勇,张桓桓受保护的技术使用者:娄底市安地亚斯电子陶瓷有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/8672.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表