一种激光粉末床熔融AlSi10Mg合金激光焊接头焊前热处理的方法
- 国知局
- 2024-06-20 14:06:01
本申请涉及金属材料热处理,尤其涉及一种激光粉末床熔融alsi10mg合金激光焊接头焊前热处理的方法。
背景技术:
1、激光粉末床熔融(lpbf,也称为选择性激光熔化,简称slm)是最常用的金属增材制造(am)技术之一。在构建部件时,一个或多个激光束扫描并熔化先前沉积在构建平台上的粉末,按照规定的扫描路径实现设计的3d几何形状。待当前粉末层选择性熔化凝固后,再铺设另一层粉末,激光扫描继续进行。这样的操作将不断重复,直到整个部件建成为止。因此,激光粉末床熔融金属由冶金熔合层组成,与激光焊接工艺具有某些相同的特性,但涉及更高的冷却速度。
2、在激光粉末床熔融金属中,alsi10mg因其出色的可印刷性和强度重量比而脱颖而出,使这种am-al合金的结合在航空航天应用中具有巨大的潜力。此外,相对于传统生产的多个单独部件的组合成型,增材制造的结构可以一次直接成型,大大提升了生产的效率。
3、然而,激光粉末床熔融的alsi10mg合金部件仍具有一定局限性。由于成型仓尺寸的限制,难以满足大尺寸、复杂形状零件的一次直接成形需求。因此,使用合适的焊接技术将打印件与打印件连接,或连接到传统制造的部件,是克服这一限制的好方法。此外,通过焊接修复在使用中损坏的打印件,相对于更换它们更节省成本和时间,因此打印件的焊接的是很有必要的。
4、然而,获得高质量的激光粉末床熔融的alsi10mg合金焊接接头是困难的,由于激光打印的alsi10mg中较高的含氢量,焊接时氢气逸出,形成大量氢气孔,导致打印的alsi10mg合金熔焊接头的焊缝极易产生氢孔。
5、传统的热处理未能有效的除去打印的alsi10mg中的氢,导致焊接时大量氢气孔的产生,焊缝气孔率的升高,延伸率的降低。
6、真空热处理是铝合金的一种常见的强化方法,与普通热处理相比,真空热处理可以有效避免零件表面氧化,并除去零件内部的气体。
7、因此,需要研究出一种更适合激光粉末床熔融的alsi10mg合金的焊前热处理方法,可以有效消除激光粉末床熔融的alsi10mg合金内部氢,从而降低焊接接头内部的气孔率。
技术实现思路
1、本发明的实施例提供一种激光粉末床熔融alsi10mg合金激光焊接头焊前热处理的方法,通过将激光粉末床熔融技术制备的alsi10mg合金构件进行一定的真空热处理,在消除打印残余应力的同时,降低打印件内部的含氢量,从而大幅降低气孔率和提高延伸率,使得激光粉末床熔融制备的alsi10mg合金的焊接构件可满足航空航天产品的要求。
2、为了解决上述技术问题,本申请的实施例公开了如下技术方案:一种激光粉末床熔融alsi10mg合金激光焊接头焊前热处理的方法,其基于激光粉末床熔融技术将alsi10mg合金原材料粉末制成铝硅合金板材,所述热处理方法包括如下步骤:将热处理炉内抽至真空,然后逐渐将炉内升温至300~500℃,升温速率为5℃/min,保温时间为2h,随炉冷却至室温;
3、所述alsi10mg合金原材料粉末中主要合金元素的含量为:si:10%~11%,mg:0.3%~0.4%,fe:0.1%~0.2%,ti:≤0.15%,mn:≤0.01%,zn:≤0.01,余量为al;
4、所述alsi10mg合金板材,需开坡口,坡口角度为40°,且在焊接前需要提前进行机械打磨处理和化学清洗,去除表面氧化膜。步骤为:采用砂纸对成形件进行机械打磨;采用质量百分比8~10%的氢氧化钠溶液在60℃下清洗6~8min,再用体积分数35~45%的硝酸溶液进行4~6min化学清洗。
5、热处理之后进行焊接,所述焊接方法采用激光熔化沉积焊接,其焊接参数为:激光功率1800w,送粉速率3.15g/min,光斑直径2.2mm,焊速20mm/s,沉积层数为五层;焊接采用的粉末为alsi10mg粉末,其化学成分si:10.5%,mg:0.30%,fe:0.20%,ti:0.12%,mn:≤0.01%,zn:≤0.01,余量为al。沉积层数为五层。在各参数恒定条件下,均匀地将alsi10mg粉末送入槽内,熔化并沉积形成焊缝。
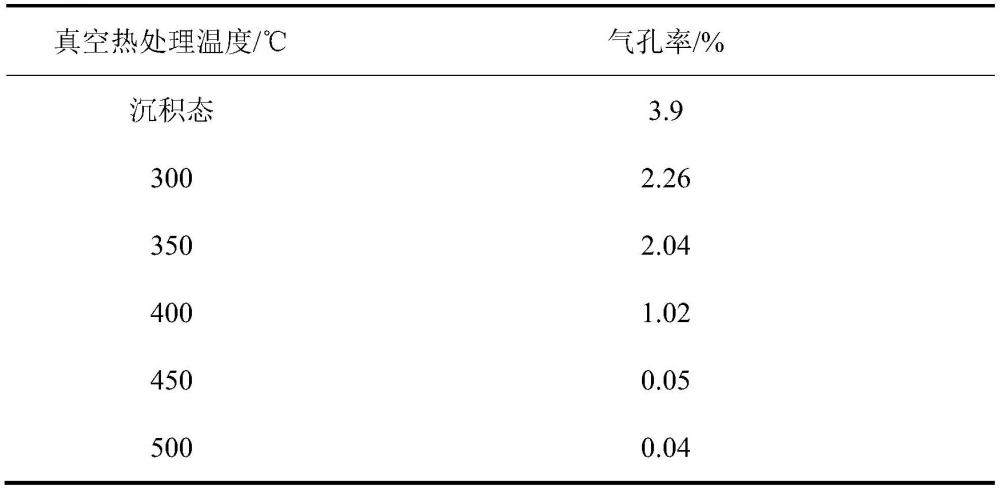
6、所述热处理后,经过激光熔化沉积焊接得到的接头所能达到的力学性能如下:
7、气孔率为0.04%-2.26%;
8、延伸率为4.7%-21.9%。
技术特征:1.一种激光粉末床熔融alsi10mg合金激光焊接头焊前热处理的方法,其特征在于,基于激光粉末床熔融技术将alsi10mg合金原材料粉末制成铝硅合金板材,然后进行热处理方法,热处理方法包括如下步骤:将热处理炉内抽至真空,然后逐渐将炉内升温至300~500℃,升温速率为5℃/min,保温时间为2h,随炉冷却至室温。
2.根据权利要求1所述的焊前热处理方法,其特征在于,以质量百分比计,alsi10mg合金原材料粉末中合金元素的含量为:si:10%~11%,mg:0.3%~0.4%,fe:0.1%~0.2%,ti:≤0.15%,mn:≤0.01%,zn:≤0.01,余量为al。
3.根据权利要求1所述的热处理方法,其特征在于,所述alsi10mg合金板材,开坡口,坡口角度为40°,且在焊接前需要提前进行机械打磨处理和化学清洗,为采用砂纸对成形件进行机械打磨;采用质量百分比8~10%的氢氧化钠溶液在60℃下清洗6~8min,再用体积分数35~45%的硝酸溶液进行4~6min化学清洗。
4.根据权利要求1所述的热处理方法,其特征在于,热处理之后进行焊接,所述焊接方法采用激光熔化沉积焊接,其焊接参数为:激光功率1800w,送粉速率3.15g/min,光斑直径2.2mm,焊速20mm/s,沉积层数为五层;焊接采用的粉末为alsi10mg粉末,其化学成分si:10.5%,mg:0.30%,fe:0.20%,ti:0.12%,mn:≤0.01%,zn:≤0.01,余量为al。
5.根据权利要求4所述的焊前热处理方法,其特征在于,沉积层数为五层,在各参数恒定条件下,均匀地将alsi10mg粉末送入槽内,熔化并沉积形成焊缝。
6.根据权利要求4或5所述的焊前热处理方法,其特征在于,经焊前热处理后的激光粉末床熔融alsi10mg合金在焊接后所能达到的力学性能如下:
技术总结一种激光粉末床熔融AlSi10Mg合金激光焊接头焊前热处理的方法,涉及金属材料热处理技术领域。其基于激光粉末床熔融技术将AlSi10Mg合金原材料粉末制成铝硅合金构件,所述热处理方法需样品置于真空条件下,热处理温度为300~500℃,保温时间为2h,随炉冷却。本发明既可以有效印制打印件焊接后接头的高气孔率问题,又可以大幅提高焊接头的塑性延伸率。技术研发人员:崔丽,李京川,郭星晔,吴旭,贺定勇,王灿,史振富受保护的技术使用者:北京工业大学技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/9526.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表