抛光曲面玻璃的抓取机械机构的制作方法
- 国知局
- 2024-06-20 14:09:46
本技术涉及3d曲面玻璃加工,特别是抛光曲面玻璃的抓取机械机构。
背景技术:
1、车载显示面板,包括中控显示面板、仪表显示面板、抬头显示屏、电子后视镜显示屏和后座娱乐显示屏等。
2、近年来,车载面板市场呈现大屏化的发展趋势(将中控显示面板、仪表显示面板等做成一体),因此出现了相适配的3d玻璃面板(或称为3d大曲面玻璃,或称为曲面玻璃件。由于3d玻璃面板具有轻薄、抗指纹、防炫光、耐挂伤等特点;能够实现车载显示屏表面的弯曲折叠,且在边缘弯曲后仍可以实现高质量的显示效果,从而在不平整的仪表盘区域实现三维表面的无缝衔接;并提高设计与功能整合的自由度,以进一步提供人机交互的界面功能和娱乐载体,其已成为车载面板未来发展的主要趋势。
3、目前的3d大曲面玻璃,为模具成型进行加工形成的;在成型加工过程中,当模具清理完成后的前几个批次,生产出的3d大曲面玻璃的质量较好(无细小凹坑);当生产一段时间后,由于起模时会有少量物料粘附在模具上,从而导致生产质量会下降(表面不够光滑)。目前,市面上许多公司,是将模具成型后的产品未经后续处理,直接用在汽车上;虽然也能满足基本要求,但是对于一些高标准要求的汽车而言,略显粗糙。当然,也有部分公司会对产品进行打磨,然后再安装在汽车上。
4、但目前,针对车载显示面板的抛光打磨加工,非常简单,采用抛光金属的方式进行的,例如采用粗蜡、研磨机、黄色粗海绵盘等,通过人工或者借助很简单的机械结构进行打磨。这种打磨方式,一方面是打磨效率低,另一方面是质量不可控,合格率不是特别理想。
5、为此,本公司针对车载3d大曲面玻璃,研发一款自动化生产的抛光加工设备(摒弃目前简陋的加工方式),以提高生产效率,控制抛光质量。该抛光设备通过将曲面玻璃件抓取后置于辅助抛光桶内进行抛光。
6、为了充分保护整个,对于全自动化生产的抛光加工设备的多个主要核心专利点,通过多个专利分别进行保护。本方案,只是针对“3d曲面玻璃的抓取机构”部分进行保护。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺点,提供抛光曲面玻璃的抓取机械机构,解决了一次性只能放一个工件至抛光机构处的问题,解决了抛光运送效率低下的问题。
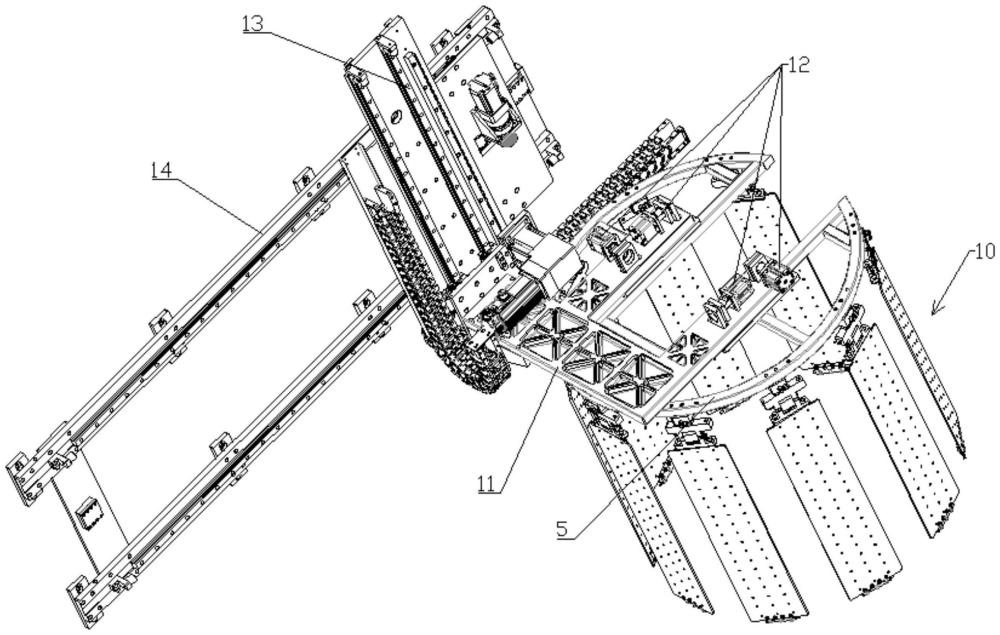
2、本实用新型的目的通过以下技术方案来实现:抛光曲面玻璃的抓取机械机构,包括:
3、吸附工装,其上吸附吊装有多个曲面玻璃件;
4、抓取架,其能上下滑动地设置在竖向轨道架上;所述竖向轨道架,能左右滑动地设置在水平轨道架上;
5、所述抓取架上设有多个抓取气缸,且各抓取气缸的朝向不同;所述抓取架上还开有多个扁口;
6、所述吸附工装上具有多个插板,插板上开有抓取孔;
7、当抓取架将吸附工装抓取时:抓取架靠近吸附工装,让插板从扁口插入伸出,抓取气缸的输出轴插入抓取孔。
8、由于本方案的吸附工装是一次性吊装有多个曲面玻璃件,因此重量较重,在抓取的过程中需要考虑良好的稳定性(即避免曲面玻璃件掉落,要保证平稳、可靠地抓取)。上述方案,在抓取时的动作为:①通过竖向轨道架、水平轨道架,将抓取架靠近吸附工装,并让插板插入扁口中;②个抓取气缸的输出轴伸出,插入相应的抓取孔中;③然后通过竖向轨道架、水平轨道架,将吸附工装放至合适位置。
9、无论是插板插入扁口、还是相应输出轴插入相应抓取孔,这种抓取动作,不会导致吸附工装出现大幅度晃动的情况,从而避免在抓取过程中曲面玻璃件掉落。(目前市面上,在抛光车载3d曲面玻璃时,是人工拿放的;并没有专门的抓取机械手)
10、作为优选,当多个抓取气缸朝不同方向设置时:相应输出轴的朝向分别是向左、向前、向右、向后;当多个抓取气缸的输出轴分别在不同方向插入相应插板的抓取孔时,将吸附工装从左、前、右、后位置进行限位。
11、在一种有利的扩展方案中,对吸附工装、工装架的形状进行了设计。所述吸附工装包括工装架,工装架呈马蹄架状;所述抓取架也成马蹄架状。
12、在一种有利的扩展方案中,对吸附工装进行了设计。所述吸附工装,包括工装架、工装单元;所述工装架上周向地吊装有多个工装单元,每一个工装单元吸附固定一个曲面玻璃件。
13、进一步地对工装单元进行了设计。所述工装单元包括承载组件、气向接头;所述气向接头固定在工装架上,气向接头下方吊有能旋转的承载组件;所述承载组件将曲面玻璃件吸附固定住。
14、再进一步地对工装单元的结构进行了设计。所述承载组件的顶部具有插管,插管与承载组件上的气动吸盘相连;所述气向接头上开有中心孔;当插管插入中心孔后,将承载组件与气向接头相连;所述中心孔上,在同一径向面的不同位置分别开有孔道a、孔道c,孔道a与负压管路相连,孔道c与正压管路相连;
15、当转动承载组件时,插管与负压管路相连通、或者与正压管路相连通,从而实现气动吸盘的负压吸附、正压释放。
16、再进一步地,所述工装架、承载组件之间还设置有定位螺栓;当承载组件转向后,经定位螺栓锁紧固定位置。
17、为了便于理解,对本方案的核心设计点进行说明:
18、一、能够平稳地抓取,不容易导致曲面玻璃件掉落;
19、目前车载显示面板,逐渐趋于采用一体的车载3d曲面玻璃(但大多数车的中控显示面板、仪表显示面板还是分开的),其是通过模具成型的;当成型后基本不抛光打磨,但随着市场的变化,一些高档车的会将曲面玻璃进行打磨,以提高质感;
20、但是,曲面玻璃在打磨时,采用的是比较简易的打磨方式,例如人工拿放,通过简单机械结构进行打磨;无论是打磨的效率,还是打磨后的品质,都逐渐无法满足日益增长的市场要求。
21、本方案通过吸附工装,一次性吸附固定多个曲面玻璃,然后通过抓取架将吸附工装平稳地抓取,然后放置打磨机构处进行打磨;一方面实现了自动化抓取,提高了工作功率;但主要是另一方面,相应结构能够平稳地将吸附工装抓取,避免动作幅度过大导致曲面玻璃掉落;
22、具体地手,当进行抓取动作时,抓取架靠近吸附工装、并让插板伸入穿过扁口,然后抓取气缸的输出轴插入插板的抓取孔中;这种方式动作幅度比较小,在抓取动作时不会因为动作幅度大从而导致吸附工装上的曲面玻璃掉落;(市面上并没有专门针对抛光车载曲面玻璃的抓取机械手,能够购买到的一般机械手在抓取时动作幅度较大,非常容易导致曲面玻璃掉落);
23、此外,由于多个抓取电机从不同方向与相应插板配合插入,因此抓取后相当于从各个方向将吸附工装进行了限位,那么吸附工装被提起来后,更加不容易晃动,不容易出现曲面玻璃掉落的情况;
24、二、吸附工装的设计,通过简单结构一次性吸附固定多个曲面玻璃;
25、由于目前针对一些高档车的一体化曲面玻璃,在抛光时采用的是比较简易的手段(即人工拿放、简易机械结构抛光),只能一次抛光一个曲面玻璃。
26、本方案的吸附工装中,在工装架上周向吊设有多个工装单元,每一个工作单元都能吸附一个曲面玻璃;只要在吸附工装的中心处一个抛光机构,那么抛光机构工作时,能一次性对吸附工装上所有的曲面玻璃都能进行抛光,从而提高工作效率;
27、并且,本方案在吸附固定曲面玻璃时非常简单,具体操作步骤是:①旋转承载组件,让承载组件具有气动吸盘的一面朝外(此时气动吸盘经插管与孔道c相连,处于释放状态),将曲面玻璃件贴该面上;②再次旋转承载组件,让具有气动吸盘的一面朝内(此时气动吸盘经插管与孔道a相连,处于吸附状态),于是曲面玻璃被气动吸盘吸附。
28、三、吸附工装中的工装架呈马蹄架状,抓取架也成马蹄架状,让抓取架既充当抓取动作部件、又充当抛光时的固定部件,简化了结构;
29、工装架、抓取架均呈马蹄架状的目的是,利于抛光机构直接位于相应的马蹄缺口处,利于抛光、后续拿放;
30、通俗地说,当抓取架将吸附工装抓取后,直接置于抛光机构处,并让抛光机构位于马蹄缺口处;当抛光机构抛光时,保持抓取架一致抓取吸附工装;抛光完成后,抓取架再将吸附工装一起提走;即抓取架既起到拿放吸附工装的作用,也起到在抛光过程中固定吸附工装的作用(无需设计另外的吸附工装固定部位)。
31、本实用新型具有以下优点:
32、(1)抓取架通过不同方向的抓取气缸,对吸附工装的抓取;使得抓取时动作平稳不会导致曲面玻璃件掉落;还使得抓取后提起时能运行平稳,不会导致曲面玻璃件掉落;
33、(2)吸附工装的结构,利于一次洗吸附固定多个曲面玻璃件;
34、(3)抓取架、吸附工装的设计,即起到运送曲面玻璃件的作用,又起到抛光曲面玻璃件时进行固定的作用,简化了整体设备。
本文地址:https://www.jishuxx.com/zhuanli/20240619/9681.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表