莱氏体钢的连铸参数确定方法、装置、存储介质及连铸机
- 国知局
- 2024-06-20 14:15:45
本发明涉及铸造,特别是涉及一种莱氏体钢的连铸参数确定方法、装置、存储介质及连铸机。
背景技术:
1、连铸即为连续铸钢,其具体流程包括钢水不断地通过水冷结晶器,凝成硬壳后从结晶器下方出口连续拉出,经喷水冷却,全部凝固后切成坯料的铸造工艺过程。连铸工艺与传统的模铸工艺相比,具备更好的金属收得率及铸坯质量,且在节约能源方面也具有显著优势。莱氏体钢作为适用于连铸工艺的一种高碳高铬钢,广泛的应用于冷作模具,适用于制造形状复杂、工作条件繁重下的各种模具。
2、目前,现有的莱氏体钢的连铸参数确定过程,主要依靠操作工人根据经验对连铸机进行参数配置,但由于莱氏体钢的含碳量较高,液相线温度比普通低碳钢低100℃以上,保护渣熔化困难,且其热收缩系数较低、凝固坯壳收缩量小,在生产过程中容易发生保护渣难以流入铸坯与结晶器间的通道,保护渣消耗量减少,摩擦力增加,产出的连铸坯表面容易产生凹陷,进而诱发纵裂、漏钢等质量问题。
技术实现思路
1、有鉴于此,本发明提供一种莱氏体钢的连铸参数确定方法、装置、存储介质及连铸机,主要目的在于解决现有莱氏体钢连铸生产的次品率较高的问题。
2、依据本发明一个方面,提供了一种莱氏体钢的连铸参数确定方法,包括:
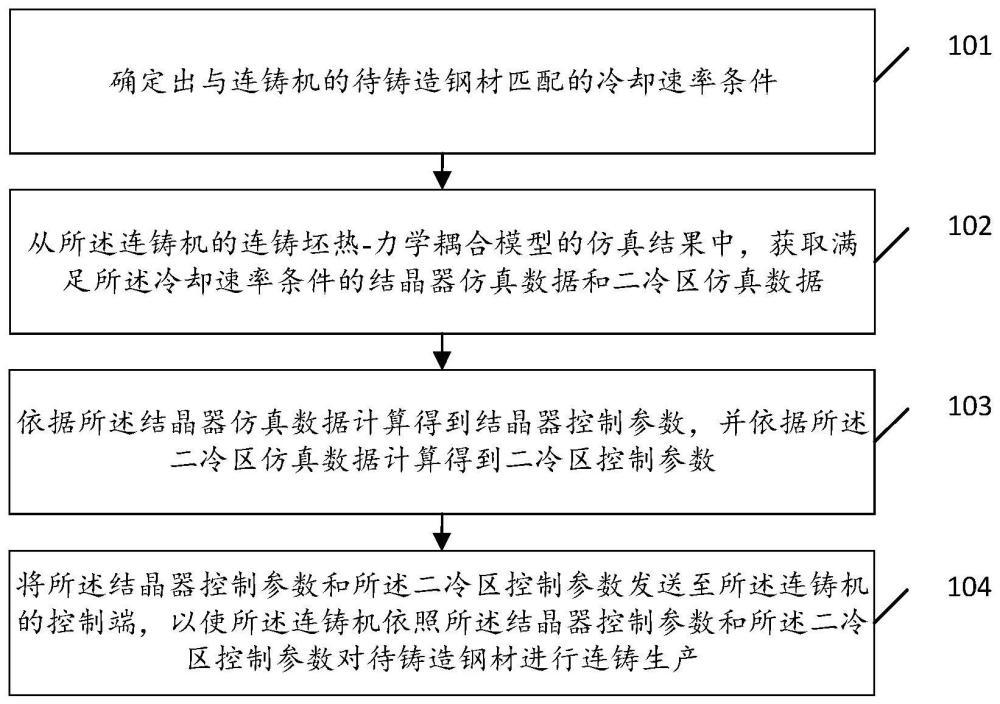
3、确定出与连铸机的待铸造钢材匹配的冷却速率条件,所述冷却速率条件基于所述待铸造钢材在热塑性测试中的目标碳化物尺寸确定;
4、从所述连铸机的连铸坯热-力学耦合模型的仿真结果中,获取满足所述冷却速率条件的结晶器仿真数据和二冷区仿真数据;
5、依据所述结晶器仿真数据计算得到结晶器控制参数,并依据所述二冷区仿真数据计算得到二冷区控制参数;
6、将所述结晶器控制参数和所述二冷区控制参数发送至所述连铸机的控制端,以使所述连铸机依照所述结晶器控制参数和所述二冷区控制参数对待铸造钢材进行连铸生产。
7、进一步地,所述结晶器仿真数据包括结晶器过热度、引锭杆拉速及月弯面热流密度,所述依据所述结晶器仿真数据计算得到结晶器控制参数,包括:
8、获取所述连铸机的冷却水温度、环境温度及关联无量纲参数;
9、依据所述月弯面热流密度、所述冷却水温度、所述环境温度、所述联无量纲参数及热流密度-水量换算关系,计算得到结晶器配水量;
10、依据所述结晶器配水量、所述结晶器过热度及所述引锭杆拉速生成结晶器控制参数。
11、进一步地,所述二冷区仿真数据包括二次冷却区域中各段冷却区的节点面热流密度,所述依据所述二冷区仿真数据计算得到二冷区控制参数,包括:
12、针对各段冷却区,依据所述节点面热流密度及所述冷却水温度、所述关联无量纲参数,计算得到水流密度;
13、依据各段冷却区的所述水流密度生成二冷区控制参数。
14、进一步地,所述从所述连铸机的连铸坯热-力学耦合模型的仿真结果中,获取满足所述冷却速率条件的结晶器仿真数据和二冷区仿真数据之前,所述方法还包括:
15、依据所述连铸机的铸坯尺寸参数,以结晶器中的弯月面位置为体中心平面,构建网格化铸坯结构模型;
16、依据预设热力耦合参数对所述网格化铸坯结构模型进行铸坯热-力学耦合仿真,到所述连铸机的连铸坯热-力学耦合模型的仿真结果。
17、进一步地,所述依据预设热力耦合参数对所述网格化铸坯结构模型进行铸坯热-力学耦合仿真,到所述连铸机的连铸坯热-力学耦合模型的仿真结果,包括:
18、将所述网格化铸坯结构模型的体中心平面以上结构的热-力耦合状态配置为初始状态;
19、依据所述热力耦合参数配置所述网格化铸坯结构模型的体中心平面以下结构的过热度边界条件、过热度变化幅度、引锭杆拉速边界条件及引锭杆拉速变化幅度;
20、对完成热力耦合参数配置的半铸坯结构模型进行仿真运行,得到连铸坯热-力学耦合模型的仿真结果。
21、进一步地,所述依据所述连铸机的铸坯尺寸参数,以结晶器中的弯月面位置为体中心平面,构建网格化铸坯结构模型,包括:
22、获取所述连铸机铸坯的结构对称方向;
23、依据所述结构对称方向上的尺寸参数,以结晶器中的弯月面位置为体中心平面构建半铸坯三维结构模型;
24、对所述半铸坯三维结构模型进行非均匀网格划分处理,得到网格化铸坯结构模型。
25、进一步地,所述确定出与连铸机的待铸造钢材匹配的冷却速率条件之前,所述方法还包括:
26、获取不同铸造钢材的样本在热塑性测试过程中,采集的高温共聚焦原位观察结果;
27、提取所述高温共聚焦原位观察结果中,所述(cr,fe)7c3碳化物尺寸小于10μm的表面冷却速率;
28、依据所述表面冷却速率配置所述铸造钢材的冷却速率条件,并构建所述铸造钢材的材料参数与所述冷却速率条件的映射关系。
29、依据本发明另一个方面,提供了一种莱氏体钢的连铸参数确定装置,包括:
30、确定模块,用于确定出与连铸机的待铸造钢材匹配的冷却速率条件,所述冷却速率条件基于所述待铸造钢材在热塑性测试中的目标碳化物尺寸确定;
31、获取模块,用于从所述连铸机的连铸坯热-力学耦合模型的仿真结果中,获取满足所述冷却速率条件的结晶器仿真数据和二冷区仿真数据;
32、计算模块,用于依据所述结晶器仿真数据计算得到结晶器控制参数,并依据所述二冷区仿真数据计算得到二冷区控制参数;
33、发送模块,用于将所述结晶器控制参数和所述二冷区控制参数发送至所述连铸机的控制端,以使所述连铸机依照所述结晶器控制参数和所述二冷区控制参数对待铸造钢材进行连铸生产。
34、进一步地,所述计算模块,包括:
35、第一获取单元,用于获取所述连铸机的冷却水温度、环境温度及关联无量纲参数;
36、第一计算单元,用于依据所述月弯面热流密度、所述冷却水温度、所述环境温度、所述联无量纲参数及热流密度-水量换算关系,计算得到结晶器配水量;
37、第一生成单元,用于依据所述结晶器配水量、所述结晶器过热度及所述引锭杆拉速生成结晶器控制参数。
38、进一步地,所述计算模块,还包括:
39、第二计算单元,用于针对各段冷却区,依据所述节点面热流密度及所述冷却水温度、所述关联无量纲参数,计算得到水流密度;
40、第二生成单元,用于依据各段冷却区的所述水流密度生成二冷区控制参数。
41、进一步地,所述装置还包括:
42、构建模块,用于依据所述连铸机的铸坯尺寸参数,以结晶器中的弯月面位置为体中心平面,构建网格化铸坯结构模型;
43、仿真模块,用于依据预设热力耦合参数对所述网格化铸坯结构模型进行铸坯热-力学耦合仿真,到所述连铸机的连铸坯热-力学耦合模型的仿真结果。
44、进一步地,所述仿真模块,包括:
45、第一配置单元,用于将所述网格化铸坯结构模型的体中心平面以上结构的热-力耦合状态配置为初始状态;
46、第二配置单元,用于依据所述热力耦合参数配置所述网格化铸坯结构模型的体中心平面以下结构的过热度边界条件、过热度变化幅度、引锭杆拉速边界条件及引锭杆拉速变化幅度;
47、仿真单元,用于对完成热力耦合参数配置的半铸坯结构模型进行仿真运行,得到连铸坯热-力学耦合模型的仿真结果。
48、进一步地,所述构建模块,包括:
49、第二获取单元,用于获取所述连铸机铸坯的结构对称方向;
50、构架单元,用于依据所述结构对称方向上的尺寸参数,以结晶器中的弯月面位置为体中心平面构建半铸坯三维结构模型;
51、网格划分单元,用于对所述半铸坯三维结构模型进行非均匀网格划分处理,得到网格化铸坯结构模型。
52、进一步地,所述装置还包括:
53、所述获取模块,还用于获取不同铸造钢材的样本在热塑性测试过程中,采集的高温共聚焦原位观察结果;
54、提取模块,用于提取所述高温共聚焦原位观察结果中,(cr,fe)7c3碳化物尺寸小于10μm的表面冷却速率;
55、配置模块,用于依据所述表面冷却速率配置所述铸造钢材的冷却速率条件,并构建所述铸造钢材的材料参数与所述冷却速率条件的映射关系。
56、根据本发明的又一方面,提供了一种存储介质,所述存储介质中存储有至少一可执行指令,所述可执行指令使处理器执行如上述莱氏体钢的连铸参数确定方法对应的操作。
57、根据本发明的再一方面,提供了一种连铸机,所述连铸机是基于如权利要求1-7中任一项所述的莱氏体钢的连铸参数确定方法确定出的参数而生产的。
58、借由上述技术方案,本发明实施例提供的技术方案至少具有下列优点:
59、本发明提供了一种莱氏体钢的连铸参数确定方法、装置、存储介质及连铸机,本发明实施例通过确定出与连铸机的待铸造钢材匹配的冷却速率条件,所述冷却速率条件基于所述待铸造钢材在热塑性测试中的目标碳化物尺寸确定;从所述连铸机的连铸坯热-力学耦合模型的仿真结果中,获取满足所述冷却速率条件的结晶器仿真数据和二冷区仿真数据;依据所述结晶器仿真数据计算得到结晶器控制参数,并依据所述二冷区仿真数据计算得到二冷区控制参数;将所述结晶器控制参数和所述二冷区控制参数发送至所述连铸机的控制端,以使所述连铸机依照所述结晶器控制参数和所述二冷区控制参数对待铸造钢材进行连铸生产,大大提高了冷却区水量控制的精确性,避免了基于人工经验对设备调控的不确定性,同时,又确保连铸机水量控制的准确性,降低了出现冷却质量温度的可能性,从而能够有效降低了连铸产出品的次品率。
60、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
本文地址:https://www.jishuxx.com/zhuanli/20240619/9891.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表