一种环形薄壳工件装夹夹具的制作方法
- 国知局
- 2024-07-17 13:28:53
本技术属于切削加工夹具,尤其涉及一种环形薄壳工件装夹夹具。
背景技术:
1、环形薄壳零件是在各类机械设备或装置中广泛应用的零部件,在对这类工件的外形轮廓进行切削加工时,为了防止工件在加工过程中出现形变,通常使用封闭环形压板对工件进行压紧装夹,这种装夹方式对压板表面的平整度、平面度要求较高,加工难度较大,并且随着工件外形尺寸的增大,压板形状尺寸也逐渐增大,制作夹具所需的材料也相应增加,不仅增加了夹具制作成本,并且压板加工精度不易保证,容易增加工件装夹误差,影响工件切削加工精度。
2、现有技术中,公开号为:“cn107263176a”的专利文献,公开了一种l型薄壁环形零件的夹具及加工方法,夹具包括夹具体、定位套、压板a、压板b、压紧套,定位套与夹具体的中心连接,定位套与机床主轴连接,l型薄壁环形零件下端面与夹具体端面齐平,压板a和压板b分别使用销与夹具体的端面定位,压板a和压板b分别使用螺栓与夹具体连接,压板a压平l型薄壁环形零件上端面,压板b将压紧套压平于l型薄壁环形零件台阶面上;采用该专利技术方案,使用一套夹具、两组压板依次对工件进行装夹,减少了加工工序和工件转运的时间,工件的装夹实现了快速定位和找正,提高了工件的刚度,使用工件壁厚的加工更加均匀,然而,现有夹具在对薄壳工件进行装夹时,一般采用螺栓对环形薄壳工件四周多个位置进行装夹或压紧,从而使各个装夹位置能够尽可能保持统一的基准,然而,由于螺孔与螺栓之间存在间隙,使各个装夹孔位之间仍然会存在偏差,并且在对环形薄壳工件进行装夹时,只能沿着环形薄壳工件的四周边沿逐个点位对工件进行装夹,工件上各个相应点位的装夹时间不同,工人装夹时对螺栓施加的紧固力也不相同,也会导致相应点位之间存在较大的形位误差。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种环形薄壳工件装夹夹具。
2、本实用新型通过以下技术方案得以实现。
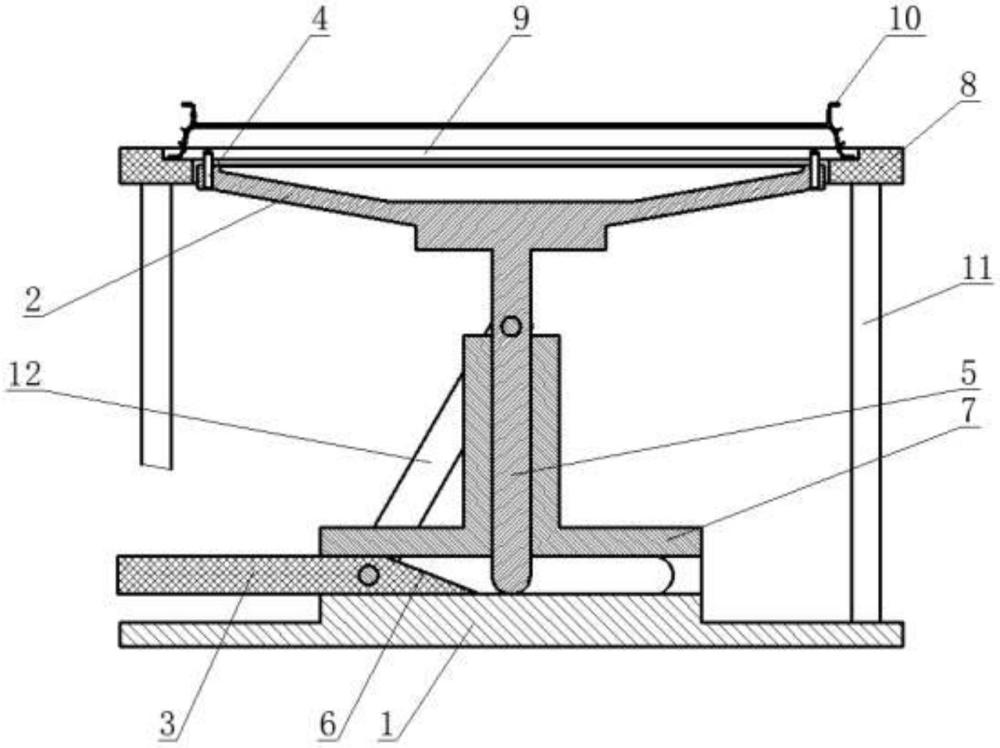
3、本实用新型提供一种环形薄壳工件装夹夹具,包括基座、定心盘、推杆和定位销,所述基座内设有水平导孔和竖直导孔,所述水平导孔与竖直导孔垂直相交且相互连通,所述定位销的下端固连于所述定心盘的边沿处,所述定位销的上端沿着竖直方向向上延伸,所述定心盘的表面还设有定心柱,所述定心柱套装于竖直导孔内,所述推杆的一端设置为斜楔面,所述推杆套装于水平导孔内,并且使所述斜楔面与所述定心柱接近。
4、所述斜楔面相对于水平面之间的倾角为15°至30°。
5、所述基座的表面设有定位凸台,所述水平导孔、竖直导孔均设置于定位凸台内。
6、所述基座还与托板固连,托板的表面设有限位沉槽,限位沉槽的形状、大小与环形薄壳工件的外形形状、大小一致。
7、所述限位沉槽的槽口边沿处还设有若干条刻度线,相邻两条刻度线之间夹角为1°。
8、所述基座与托板通过若干根立柱固连在一起。
9、所述环形薄壳工件装夹夹具还包括连杆,连杆的一端与所述定心柱铰接,连杆的另一端与所述推杆铰接。
10、所述定心柱的下端端面为半球面状。
11、所述推杆的横断面为矩形形状。
12、所述定位销的上端还设有外螺纹。
13、本实用新型的有益效果在于:采用本实用新型的技术方案,先通过定位销对环形薄壳工件进行定位,从而消除了螺孔与螺栓之间的间隙,再通过对推杆施加作用力,使定心柱沿着斜楔面向上爬升,继而使相应的定位销能够同时伸入环形薄壳工件表面相应的定位孔内,从而使对工件上各个点位进行定位的操作时间保持一致,由于定位销直接插装于定心盘的四周边沿,定心盘与定心柱为一体制造成形,使定位销插装位置保持以定心盘的质心作为唯一基准,从而减少了定位销之间的形位误差,尽最大可能地消除了由于逐个点位对工件进行装夹所造成的装配操作误差,为提高工件切削加工精度奠定了基础。
技术特征:1.一种环形薄壳工件装夹夹具,其特征在于:包括基座(1)、定心盘(2)、推杆(3)和定位销(4),所述基座(1)内设有水平导孔和竖直导孔,所述水平导孔与竖直导孔垂直相交且相互连通,所述定位销(4)的下端固连于所述定心盘(2)的边沿处,所述定位销(4)的上端沿着竖直方向向上延伸,所述定心盘(2)的表面还设有定心柱(5),所述定心柱(5)套装于竖直导孔内,所述推杆(3)的一端设置为斜楔面(6),所述推杆(3)套装于水平导孔内,并且使所述斜楔面(6)与所述定心柱(5)接近。
2.如权利要求1所述的环形薄壳工件装夹夹具,其特征在于:所述斜楔面(6)相对于水平面之间的倾角为15°至30°。
3.如权利要求1所述的环形薄壳工件装夹夹具,其特征在于:所述基座(1)的表面设有定位凸台(7),所述水平导孔、竖直导孔均设置于定位凸台(7)内。
4.如权利要求1或3所述的环形薄壳工件装夹夹具,其特征在于:所述基座(1)还与托板(8)固连,托板(8)的表面设有限位沉槽(9),限位沉槽(9)的形状、大小与环形薄壳工件(10)的外形形状、大小一致。
5.如权利要求4所述的环形薄壳工件装夹夹具,其特征在于:所述限位沉槽(9)的槽口边沿处还设有若干条刻度线,相邻两条刻度线之间夹角为1°。
6.如权利要求4所述的环形薄壳工件装夹夹具,其特征在于:所述基座(1)与托板(8)通过若干根立柱(11)固连在一起。
7.如权利要求1所述的环形薄壳工件装夹夹具,其特征在于:所述环形薄壳工件装夹夹具还包括连杆(12),连杆(12)的一端与所述定心柱(5)铰接,连杆(12)的另一端与所述推杆(3)铰接。
8.如权利要求7所述的环形薄壳工件装夹夹具,其特征在于:所述定心柱(5)的下端端面为半球面状。
9.如权利要求1或7所述的环形薄壳工件装夹夹具,其特征在于:所述推杆(3)的横断面为矩形形状。
10.如权利要求1所述的环形薄壳工件装夹夹具,其特征在于:所述定位销(4)的上端还设有外螺纹。
技术总结本技术提供一种环形薄壳工件装夹夹具,包括基座、定心盘、推杆和定位销,基座内设有水平导孔和竖直导孔,水平导孔与竖直导孔垂直相交且相互连通,定位销的下端固连于定心盘的边沿处,定位销的上端沿着竖直方向向上延伸,定心盘的表面还设有定心柱,定心柱套装于竖直导孔内,推杆的一端设置为斜楔面,推杆套装于水平导孔内,并且使斜楔面与定心柱接近。采用本技术的技术方案,当对推杆施力时,定心柱沿着斜楔面向上爬升,使相应的定位销能够同时伸入工件表面相应的定位孔内,实现了对工件各个点位同步定位,减少了定位销之间的形位误差,尽最大可能地消除了由于逐个点位对工件进行装夹所造成的装配操作误差。技术研发人员:严萍,周雨,王朝顺,王泰铭,陈龙彪,董林峰受保护的技术使用者:贵州黎阳国际制造有限公司技术研发日:20231115技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240711/109922.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表