一种超声波自动焊接装置的制作方法
- 国知局
- 2024-07-17 13:53:08
本技术涉及机械,尤其是涉及一种超声波自动焊接装置。
背景技术:
1、铁芯是指用铁制成的、具有磁性的芯片,被广泛应用于电器、电子产品、能源转化等领域,铁芯具有极高的磁导率和磁饱和度,能够有效地增强电磁场的强度,从而提高电器、电子产品和继电器的性能;现有的部分铁芯生产时,是需要将多块铁芯部件焊接形成一个闭环的铁芯,但由于该种铁芯包括多块铁芯部件,使铁芯在放置上料时,需要人工放置,以至于后续也需要人工操作进行铁芯的焊接加工,如此使铁芯加工整体效率低下。公开号为cn115716163a,公开了一种高速铁芯焊接装置,涉及铁芯焊接设备技术领域,为了解决通过铁芯焊接一般采用能量分布呈高斯分布的单光束进行焊接,不易在快速焊接时形成稳定的熔池的技术问题,本发明通过使用双光束焊接头且将光束能量分布调整为类平顶光,小能量光斑焊接头发射的小能量光斑在前进行预热,大能量光斑焊接头发生的大能量光斑在后进行焊接,两个光斑中心点间距0.5-1mm,光斑大小0.2-0.6mm,且双光束分光比例小能量光斑占比30%-50%,使用激光功率800-2000w,这样的能量分布形式有利于在进行铁芯焊接时候形成稳定的熔池,从而实现铁芯的高速焊接。该铁芯焊接装置无法实现多块铁芯的焊接成型,且无法实现铁芯的自动上料与出料。
技术实现思路
1、针对现有技术的不足,本实用新型的目的在于提供一种自动化程度高、实用性强的超声波自动焊接装置。
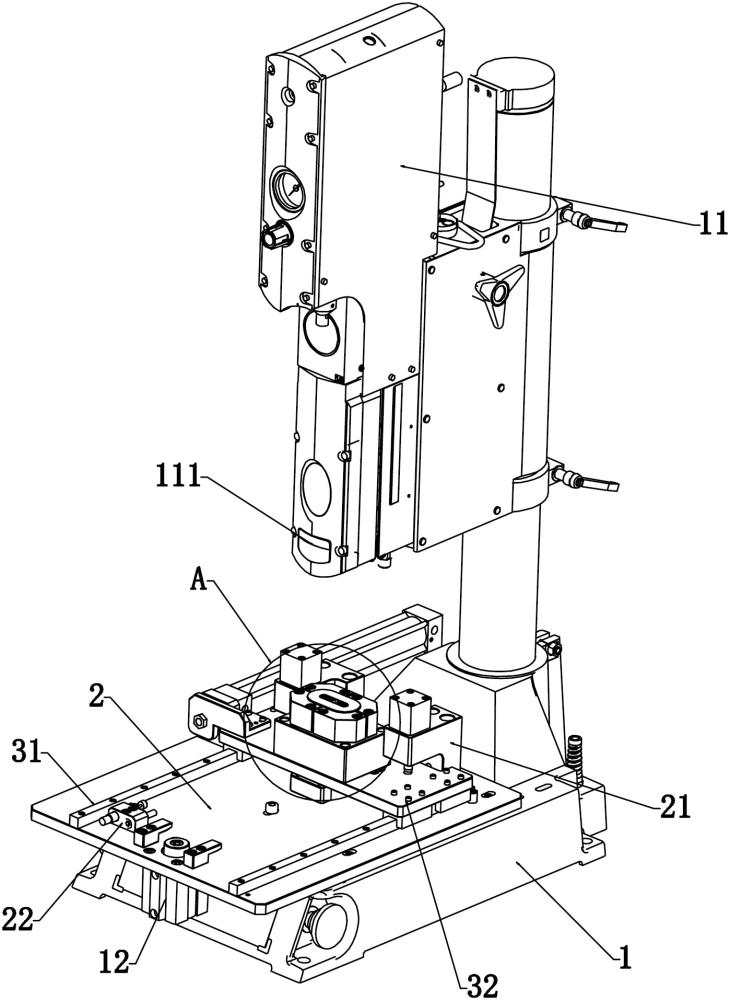
2、为实现上述目的,本实用新型提供的方案为:一种超声波自动焊接装置,包括底座、工作平台、升降气缸、顶出气缸,所述底座上设置所述工作平台,所述工作平台上设置有滑动导轨,所述滑动导轨滑动连接有滑动座,所述滑动座用于固定多块待加工的铁芯,所述升降气缸竖向设置于底座上,所述升降气缸向下连接有压紧块,所述升降气缸用于带动焊接头下移将多块铁芯压紧焊接成型;
3、所述顶出气缸竖向设置于底座上,所述顶出气缸向上连接有顶出块,所述顶出块向上穿出工作平台用于将滑动座上的铁芯顶出。
4、本实用新型的有益效果为:实现铁芯的自动上料、焊接成型、出料,该焊接装置通过设置滑动导轨、滑动座,利用滑动座带动铁芯移动至焊接头正下方,实现铁芯的自动上料,然后通过升降气缸带动焊接头下移,实现将多块铁芯压紧焊接成型,再通过顶出气缸带动顶出块向上穿出工作平台,将滑动座上的铁芯顶出,实现铁芯的自动上料、焊接成型、出料,整体结构自动化程度高,实用性强,加工效率高。
5、进一步地,所述滑动座上设置有四块安装块,四块所述安装块用于共同固定铁芯。本实用新型采用上述结构后,实现固定铁芯,以便于后续对多块铁芯进行焊接连接。
6、进一步地,所述安装块开有固定槽,四块所述安装块的固定槽前后依次环绕连通,四块所述安装块中心处成型有固定块,所述固定块配合四固定槽实现固定铁芯。
7、进一步地,所述工作平台上设置有推进气缸,所述推进气缸的活塞杆连接滑动座,所述推进气缸用于推动滑动座移动。本实用新型采用上述结构后,实现带动滑动座、铁芯移动。
8、进一步地,所述工作平台上设置有两第一定位块,两所述第一定位块间隔设置,当所述滑动座触碰顶压第一定位块时,所述焊接头向下对准固定槽。本实用新型采用上述结构后,实现精确定位。
9、进一步地,所述工作平台开有第一通孔,所述第一通孔内设置有顶出块,所述顶出气缸向上连接所述顶出块,所述顶出气缸用于带动顶出块将固定槽内的铁芯顶出。本实用新型采用上述结构后,实现在铁芯焊接后,将铁芯顶出。
10、进一步地,所述滑动座开有第二通孔,所述第二通孔向上连接固定槽。
11、进一步地,所述工作平台上设置有第二定位块,当所述滑动座触碰第二定位块时,所述第一通孔向上对准第二通孔。本实用新型采用上述结构后,实现精准定位。
12、进一步地,所述第一定位块与第二定位块上分别设置有行程开关。
技术特征:1.一种超声波自动焊接装置,包括底座(1)、工作平台(2)、升降气缸(11)、顶出气缸(12),其特征在于:所述底座(1)上设置所述工作平台(2),所述工作平台(2)上设置有滑动导轨(31),所述滑动导轨(31)滑动连接有滑动座(32),所述滑动座(32)用于固定多块待加工的铁芯(4),所述升降气缸(11)竖向设置于底座(1)上,所述升降气缸(11)向下连接有压紧块,所述升降气缸(11)用于带动焊接头(111)下移将多块铁芯(4)压紧焊接成型;
2.根据权利要求1所述的一种超声波自动焊接装置,其特征在于:所述滑动座(32)上设置有四块安装块(33),四块所述安装块(33)用于共同固定铁芯(4)。
3.根据权利要求2所述的一种超声波自动焊接装置,其特征在于:所述安装块(33)开有固定槽(331),四块所述安装块(33)的固定槽(331)前后依次环绕连通,四块所述安装块(33)中心处成型有固定块(332),所述固定块(332)配合四固定槽(331)实现固定铁芯(4)。
4.根据权利要求3所述的一种超声波自动焊接装置,其特征在于:所述工作平台(2)上设置有推进气缸(25),所述推进气缸(25)的活塞杆连接滑动座(32),所述推进气缸(25)用于推动滑动座(32)移动。
5.根据权利要求4所述的一种超声波自动焊接装置,其特征在于:所述工作平台(2)上设置有两第一定位块(21),两所述第一定位块(21)间隔设置,当所述滑动座(32)触碰顶压第一定位块(21)时,所述焊接头(111)向下对准固定槽(331)。
6.根据权利要求5所述的一种超声波自动焊接装置,其特征在于:所述工作平台(2)开有第一通孔(23),所述第一通孔(23)内设置有顶出块(121),所述顶出气缸(12)向上连接所述顶出块(121),所述顶出气缸(12)用于带动顶出块(121)将固定槽(331)内的铁芯(4)顶出。
7.根据权利要求6所述的一种超声波自动焊接装置,其特征在于:所述滑动座(32)开有第二通孔,所述第二通孔向上连接固定槽(331)。
8.根据权利要求7所述的一种超声波自动焊接装置,其特征在于:所述工作平台(2)上设置有第二定位块(22),当所述滑动座(32)触碰第二定位块(22)时,所述第一通孔(23)向上对准第二通孔。
9.根据权利要求8所述的一种超声波自动焊接装置,其特征在于:所述第一定位块(21)与第二定位块(22)上分别设置有行程开关(24)。
技术总结本技术公开了一种超声波自动焊接装置,包括底座、工作平台、升降气缸、顶出气缸,所述底座上设置所述工作平台,所述工作平台上设置有滑动导轨,所述滑动导轨滑动连接有滑动座,所述滑动座用于固定多块待加工的铁芯;该焊接装置通过设置滑动导轨、滑动座,利用滑动座带动铁芯移动至焊接头正下方,实现铁芯的自动上料,然后通过升降气缸带动焊接头下移,实现将多块铁芯压紧焊接成型,再通过顶出气缸带动顶出块向上穿出工作平台,将滑动座上的铁芯顶出,实现铁芯的自动上料、焊接成型、出料,整体结构自动化程度高,实用性强,加工效率高。技术研发人员:穆大伟,李云受保护的技术使用者:殷华特殊金属有限公司技术研发日:20231117技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240711/112071.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表