一种适用于金属型模具的可控发热保温冒口结构的制作方法
- 国知局
- 2024-07-17 12:55:44
本技术涉及模具铸造领域,尤其是涉及金属磨具铸造,具体为一种适用于金属型模具的可控发热保温冒口结构。
背景技术:
1、现有铝合金金属型模具一般需要在工件厚大部位设置冒口,由于金属型硬模脱模特性,冒口形状下大上小,并且冒口铝水是最后冲满,将会造成冒口局部温度场是上部温度低,下部温度高,正好和理想的冒口凝固顺序相反相反,理想的口凝固顺序为产品先凝固,冒口与产品连接处凝固,冒口最后凝固,因此不利于工艺补缩,存在天然缺陷。
2、此外,现有技术中由于无法改变冒口凝固顺序,往往冒口需要设置很大,延长冒口凝固时间,这将会导致产品出品率低。
3、现有技术中公开的用于电加热冒口结构通常用于轧辊是铸钢零件,主要采用的是壳型、砂型进行铸造,其保温冒口衬套是半永久性的,中间还需要砂填充,安装步骤繁琐,长时间使用后需要进行定期更换以及维修。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种适用于金属型模具的可控发热保温冒口结构,用于解决现有技术的难点。
2、为实现上述目的及其他相关目的,本实用新型提供一种适用于金属型模具的可控发热保温冒口结构,包括:
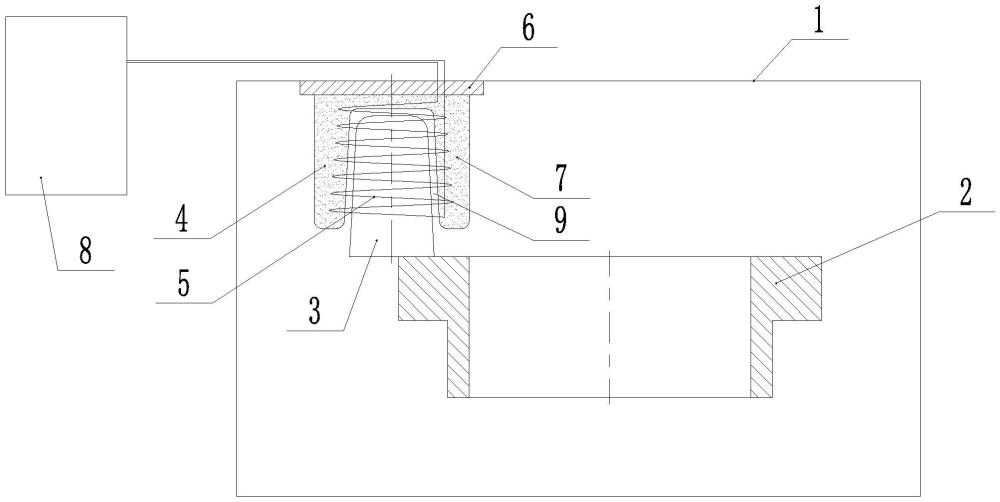
3、低压金属模具1,在所述低压金属模具1内开设有用于浇注铝水形成产品的产品型腔2;
4、冒口通道9,在所述产品型腔2的顶部一端在低压金属模具1内一体延伸形成通向铝水入口的冒口通道9;
5、加热线圈5,所述加热线圈5围着冒口通道9的外形在低压金属模具1内缠绕安装;
6、保温单元,所述保温单元安装在冒口通道9的四周,加热线圈5位于空腔和保温单元之间;
7、变频控制单元和变频操作单元8,所述加热线圈5电连接在变频控制单元和变频操作单元8上实时调整保温单元内加热线圈5的加热温度以调整冒口通道9内冒口3的凝固状态。
8、根据优选方案,铝水入料口位于低压金属模具1的另一侧,图中未画出,从其它的地方入料。
9、根据优选方案,位于所述冒口通道9的四周在低压金属模具1开设有空腔,利用空腔将保温单元和加热线圈5与铝水隔开。
10、根据优选方案,保温单元和加热线圈5与铝水之间通过低压金属模具1的金属材料隔开。
11、根据优选方案,冒口通道9竖直设置,沿着低压金属模具1朝向的顶部方向,冒口通道9的内径逐渐减小。
12、根据优选方案,冒口通道9的尺比常规金属型模具的保温冒口尺寸小,冒口尺寸和铸件要补缩的位置大小有关,有大有小;比如,通常做到直径50~60mm的冒口,可以减小到直径45~50mm。
13、根据优选方案,保温单元包括:
14、保温套4,所述保温套4套设在冒口通道9四周的空腔内,顶部封闭,底部开口用于安装;
15、盖板6,所述盖板6盖设在保温套4的入口上,通过盖板6将保温套4限定在低压金属模具1内,所述盖板6的外径大于保温套4的外径。
16、根据优选方案,保温套4采用保温绝缘材料。
17、根据优选方案,在所述保温套4内还安装有测温点7,所述测温点7电连接在变频控制单元和变频操作单元8上。
18、根据优选方案,加热线圈5采用螺旋形环绕设置在保温套4内。
19、根据优选方案,加热线圈5采用电磁线圈。
20、本实用新型具有以下有益效果:
21、(1)电磁线圈易绕线,便于模具上安装实施,可适用范围广;
22、(2)电磁线圈主动加热,温度可控可调,方便更改铸造工艺参数,提高冒口的补缩能力;
23、(3)通过电磁线圈主动加热、控温、保温,可减小设计冒口尺寸从而提高产品出品率;
24、(4)电磁加热热效率高,节能环保。
25、下文中将结合附图对实施本实用新型的最优实施例进行更详尽的描述,以便能容易地理解本实用新型的特征和优点。
技术特征:1.一种适用于金属型模具的可控发热保温冒口结构,其特征在于,包括:
2.根据权利要求1所述的适用于金属型模具的可控发热保温冒口结构,其特征在于,位于所述冒口通道(9)的四周在低压金属模具(1)开设有空腔,利用空腔将保温单元和加热线圈(5)与铝水隔开。
3.根据权利要求2所述的适用于金属型模具的可控发热保温冒口结构,其特征在于,所述冒口通道(9)竖直设置,沿着低压金属模具(1)朝向的顶部方向,冒口通道(9)的内径逐渐减小。
4.根据权利要求3所述的适用于金属型模具的可控发热保温冒口结构,其特征在于,所述保温单元包括:
5.根据权利要求4所述的适用于金属型模具的可控发热保温冒口结构,其特征在于,在所述保温套(4)内还安装有测温点(7),所述测温点(7)电连接在变频控制单元和变频操作单元(8)上。
6.根据权利要求5所述的适用于金属型模具的可控发热保温冒口结构,其特征在于,所述加热线圈(5)采用螺旋形环绕设置在保温套(4)内。
7.根据权利要求6所述的适用于金属型模具的可控发热保温冒口结构,其特征在于,所述加热线圈(5)采用电磁线圈。
技术总结本技术提供一种适用于金属型模具的可控发热保温冒口结构,包括低压金属模具,在低压金属模具内开设有用于浇注铝水形成产品的产品型腔;在产品型腔的顶部一端在低压金属模具内一体延伸形成通向铝水入口的冒口通道;加热线圈围着冒口通道的外形在低压金属模具内缠绕安装;保温单元安装在冒口通道的四周,加热线圈位于空腔和保温单元之间;加热线圈电连接在变频控制单元和变频操作单元上实时调整保温单元内加热线圈的加热温度以调整冒口通道内冒口的凝固状态。本技术采用电磁线圈易绕线,便于模具上安装实施;电磁线圈主动加热,温度可控可调,方便更改铸造工艺参数,提高冒口的补缩能力;可减小设计冒口尺寸从而提高产品出品率;节能环保。技术研发人员:胡立军受保护的技术使用者:无锡众铸模具科技有限公司技术研发日:20230928技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240716/107094.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表