CCB骨架检具的制作方法
- 国知局
- 2024-07-17 13:14:14
本技术涉及汽车零部件的检测装置,具体为ccb骨架的检测装置。
背景技术:
1、ccb骨架的两端与侧围连接固定,为此在ccb压铸件的两端设有贯通的安装孔,ccb压铸件脱模时的安装孔为盲孔状态,需要后续对其进行冲穿;目前安装孔的冲穿操作一般由工人持工具手动操作,存在漏穿、冲穿不合格等情况,从而造成安装孔未冲穿;这将影响ccb与侧围的装配。此外在ccb骨架上还依照主机厂配套的功能件设有各类孔洞,这些孔洞在脱模后一般也需要进行相应的机加工,因而其位置、大小是否满足设计要求也需要检测。
技术实现思路
1、本实用新型提供一种主要针对ccb压铸件两端与侧围连接孔的检测装置,主要技术方案如下:
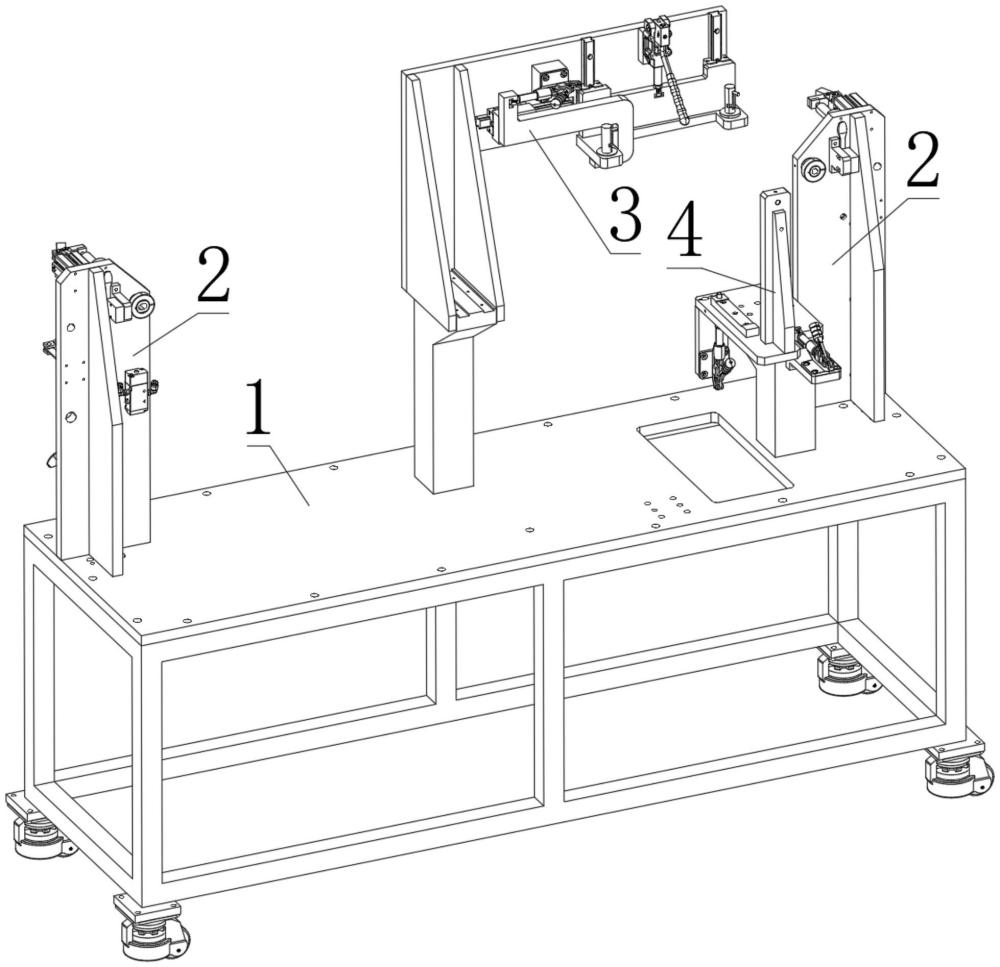
2、一种ccb骨架检具,其关键在于:包括基台,该基台上设有两个相互对立的端部夹持组件,两个所述端部夹持组件之间设有hud孔位检测组件;
3、所述端部夹持组件包括端部支架,该端部支架的上部设有ccb安装孔定位组件、端部压紧组件和孔态感应装置;
4、所述ccb安装孔定位组件包括外套筒,在该外套筒内滑动穿设有定位销,该定位销的两端分别朝向所述端部压紧组件和所述孔态感应装置。
5、以上定位销用于穿设进入ccb两端的安装孔,如果定位销能完全通过安装孔,则不会给孔态感应装置信号,表明前序冲穿合格;而如果定位销不能完全通过安装孔,则会被顶推接触孔态感应装置,给出信号表明前序冲穿不合格;定位销还能起到挂接ccb的作用。
技术特征:1.一种ccb骨架检具,其特征在于:包括基台(1),该基台(1)上设有两个相互对立的端部夹持组件(2),两个所述端部夹持组件(2)之间设有hud孔位检测组件(3);
2.根据权利要求1所述的ccb骨架检具,其特征在于:所述端部压紧组件(25)开关。
3.根据权利要求1所述的ccb骨架检具,其特征在于:所述端部夹持组件(2)还包括复位机构,该复位机构作用于所述定位销(23)使其具有远离孔态感应装置(26)的趋势。
4.根据权利要求3所述的ccb骨架检具,其特征在于:所述复位机构为活套于所述定位销(23)上的复位弹簧(24),所述复位弹簧(24)位于所述外套筒(22)内部,在所述外套筒(22)的内壁、以及所述定位销(23)的外壁分别固定有弹簧挡圈,所述复位弹簧(24)的两端分别与所述弹簧挡圈接触。
5.根据权利要求3所述的ccb骨架检具,其特征在于:所述hud孔位检测组件(3)包括竖向设置的hud孔检测支杆(31),所述hud孔检测支杆(31)的上端设有水平延伸的hud孔检具支板(32),在所述hud孔检具支板(32)上设有竖向滑动件(33),该竖向滑动件(33)的滑动部上设有两个hud孔检测插销(34),两个所述hud孔检测插销(34)水平分布,所述hud孔检测插销(34)竖向设置。
6.根据权利要求5所述的ccb骨架检具,其特征在于:所述hud孔检具支板(32)上还水平滑动装配有hud孔检测辅助座(35),该hud孔检测辅助座(35)上设有基准支撑块(36),该基准支撑块(36)与任一所述hud孔检测插销(34)对应,所述基准支撑块(36)位于对应所述hud孔检测插销(34)的下方。
7.根据权利要求3所述的ccb骨架检具,其特征在于:在所述hud孔位检测组件(3)和一个所述端部夹持组件(2)之间还设有车身孔检测组件(4);
技术总结本技术公开了一种CCB骨架检具,包括基台,该基台上设有两个相互对立的端部夹持组件,两个所述端部夹持组件之间设有HUD孔位检测组件;所述端部夹持组件包括端部支架,该端部支架的上部设有CCB安装孔定位组件、端部压紧组件和孔态感应装置;所述CCB安装孔定位组件包括外套筒,在该外套筒内滑动穿设有定位销,该定位销的两端分别朝向所述端部压紧组件和所述孔态感应装置。采用本技术的显著效果是,能对CCB骨架上的安装孔、HUD孔的状态、位置进行精确检测,确保达到出厂质量。技术研发人员:周春,陈伟,赵骏韦,陈文,冷旭斌,刘强受保护的技术使用者:重庆博奥镁铝金属制造有限公司技术研发日:20231215技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240716/108598.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表