一种轨道交通车辆底架结构及加工方法与流程
- 国知局
- 2024-08-01 08:52:26
本发明属于车辆底架加工,具体而言,涉及一种轨道交通车辆底架结构及加工方法。
背景技术:
1、近年来,国内城市轨道交通处于蓬勃发展阶段,为响应国家绿色交通的号召,城市轨道交通车辆多采用铝合金车体以减轻车辆的重量,底架铝结构作为车辆的重要承载结构,需要承载车辆上体和转向架在各种工况下的载荷和振动。
2、底架结构与转向架直接连接,对接口处的精度和强度有很高的要求,常规底架铝结构是由各种型材和板材焊接而成的,焊接会导致底架铝结构变形,进而导致底架铝结构不能满足接口的精度要求。目前的做法为在底架铝结构焊接后进行整体加工,以保证接口的精度要求。但车辆底架的整体加工需要采用大型龙门加工中心,设备费用昂贵,车辆的生产制造周期较长,也占用了整体加工设备的时间。
技术实现思路
1、本发明的提供一种轨道交通车辆底架结构。
2、本发明的实施例通过以下技术方案实现:
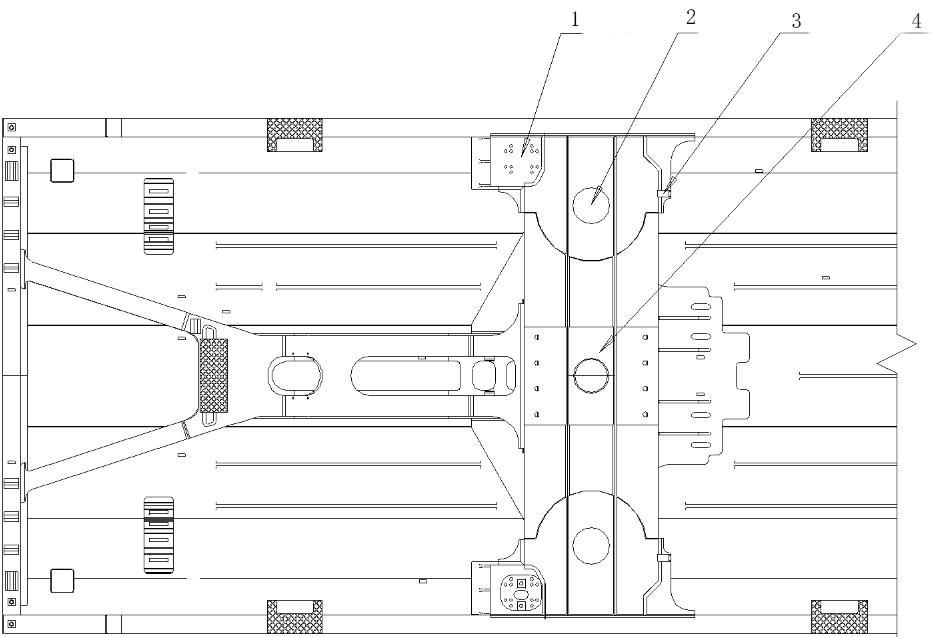
3、一种轨道交通车辆底架结构,包括枕梁、牵引梁、地板、边梁及端梁;所述端梁中段与枕梁中段通过牵引梁焊接在地板上,所述端梁边缘及枕梁边缘通过两组边梁焊接完成连接;
4、所述牵引梁与枕梁之间的焊缝为单v焊缝。
5、进一步的,所述牵引梁上设置有加强筋,所述加强筋与枕梁之间的焊缝为z向焊缝。
6、进一步的,所述枕梁与边梁焊接处设置有扭杆座安装面,所述扭杆座安装面上的扭杆拉铆孔为12个。
7、进一步的,在边梁及地板上加工过线孔的半孔。
8、进一步的,所述半孔的加工偏差为(0,+2)mm。
9、一种轨道交通车辆底架结构的制造方法:其特征在于,包括:
10、s1:在边梁上加工过线孔及设备安装孔,在地板上加工半孔;
11、s2:边梁组对过程中,以过线孔为定位基准,通过工装来定位边梁;
12、s3:焊接,牵引梁与枕梁之间通过焊接连接,焊缝为单v焊缝,牵引梁上加强筋与枕梁之间的焊缝为z向焊缝;
13、s4:安装端梁及地板。
14、进一步的,所述s4中地板安装过程中,将地板的半孔与边梁的半孔对齐,通过微调控制错边量,以消化加工误差。
15、进一步的,所述s4中两底架边梁在y向的组对尺寸按理论尺寸+3的经验数据实施,消化各大焊缝的焊接收缩量。
16、本发明实施例的技术方案至少具有如下优点和有益效果:
17、1.优化双v焊缝为单v焊缝,可以减少焊缝的热输入量,进而降低焊接变形的影响。
18、2.改变设计结构,使加强筋与枕梁之间的焊缝为z向的焊缝,进而使扭杆座安装面不跨越焊缝,组对时确保安装座面和枕梁加工面平齐,固不会因为焊缝的余高而影响安装座面的平面度。
19、3.结构优化,使安装座面不跨越焊缝,组对时确保安装座面和枕梁加工面平齐,因不跨越焊缝,固不会因为焊缝的余高而影响安装座面的平面度。结构优化后,扭杆安装座面不跨越焊缝,仅需在安装座组对时保证与空簧面平齐即可。扭杆拉铆孔有16个更改为12个,经仿真分析,满足强度要求。
20、4.车下安装孔精度保证:车下主横梁和设备安装孔在部件阶段完成加工,为控制组对误差,边梁组对时以过线孔为定位基准,通过工装来定位边梁。为控制设备安装孔y方向的尺寸误差和对角线偏差,需根据焊接经验,边梁组对尺寸按理论尺寸+3控制,通过焊后收缩达到图纸偏差要求。
技术特征:1.一种轨道交通车辆底架结构,其特征在于:包括枕梁(8)、牵引梁(6)、地板(7)、边梁(9)及端梁(5);所述端梁(5)中段与枕梁(8)中段通过牵引梁(6)焊接在地板(7)上,所述端梁(5)边缘及枕梁(8)边缘通过两组边梁(9)焊接完成连接;
2.根据权利要求1所述的一种轨道交通车辆底架结构,其特征在于:所述牵引梁(6)上设置有加强筋,所述加强筋与枕梁(8)之间的焊缝为z向焊缝。
3.根据权利要求1所述的一种轨道交通车辆底架结构,其特征在于:所述枕梁(8)与边梁(9)焊接处设置有扭杆座安装面(1),所述扭杆座安装面(1)上的扭杆拉铆孔为12个。
4.根据权利要求1所述的一种轨道交通车辆底架结构,其特征在于:在边梁(9)及地板(7)上加工过线孔(10)的半孔。
5.根据权利要求4所述的一种轨道交通车辆底架结构,其特征在于:所述半孔的加工偏差为(0,+2)mm。
6.一种轨道交通车辆底架结构的加工方法,用于加工权利要求1-5任一所述的一种轨道交通车辆底架结构:其特征在于,包括:
7.根据权利要求6所述的一种轨道交通车辆底架结构的加工方法,其特征在于:所述s4中地板(7)安装过程中,将地板(7)的半孔与边梁(9)的半孔对齐,通过微调控制错边量,以消化加工误差。
8.根据权利要求6所述的一种轨道交通车辆底架结构的加工方法,其特征在于:所述s4中两底架边梁(9)在y向的组对尺寸按理论尺寸+3的经验数据实施消化各大焊缝的焊接收缩量。
技术总结本发明公开了一种轨道交通车辆底架结构及一种轨道交通车辆底架结构的加工方法,包括枕梁、牵引梁、地板、边梁及端梁;所述端梁中段与枕梁中段通过牵引梁焊接在地板上,所述端梁边缘及枕梁边缘通过两组边梁焊接完成连接;所述牵引梁与枕梁之间的焊缝为单V焊缝。所述牵引梁上设置有加强筋,所述加强筋与枕梁之间的焊缝为Z向焊缝。所述枕梁与边梁焊接处设置有扭杆座安装面,所述扭杆座安装面上的扭杆拉铆孔为12个。技术研发人员:张云,张洪军,王川,赵鹏洋,胡永山受保护的技术使用者:成都中车长客轨道车辆有限公司技术研发日:技术公布日:2024/4/29本文地址:https://www.jishuxx.com/zhuanli/20240718/233790.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表