一种复合材料制品修补用防热材料及其应用的制作方法
- 国知局
- 2024-08-02 17:10:05
本申请涉及一种复合材料制品修补用防热材料及其应用,属于压力容器材料。
背景技术:
1、目前,碳纤维复合材料高压气瓶多采用湿法缠绕成型工艺,而在成型工艺中,需要先制备出头部有连接座而尾部圆滑的内胆材料,内胆材料可以为合金材料或复合材料,而目前复合材料内胆的相关研究备受瞩目,因此复合材料高压容器相关的研究也逐渐增多。在对内胆外侧湿法缠绕成型过程中,由于制备工艺的限制,内胆的尾部圆滑,为了能够进一步进行缠绕,需要额外固定设置连接尾座,连接尾座与制备内胆过程中自然形成的头部连接座配合,能够实现例如预浸的碳纤维复合材料的缠绕。
2、由于目前现有技术中内胆材料多为合金材料,与之配合的连接尾座材料也多采用合金材料,为了适应复合材料内胆的研究方向,有必要提供与之配合的连接尾座材料,现有技术中连接尾座材料多直接基于复合材料内胆材料进行制备,然而连接尾座在缠绕过程中发挥的作用,要求其具有较好的抗拉性能和抗弯性能,与复合材料内胆多重点关注氢气渗透率、抗剪切强度等性能不同,同时由于高压气瓶的工作条件,也对连接尾座在高温和低温条件下的形变大小提出要求。
3、而在复合材料尾座的加工制备过程中,需要采用热压成型的工艺,由于工艺固有的问题往往会出现加工的连接尾座产品出现裂纹,为了使产生细小裂纹的连接尾座能够应用于压力容器中,需要对该连接尾座进行修补,由于尾座所在的压力容器需要应对高温环境,因而尾座修补充用材料需要有较好的防热性能,并且由于需要操作人员手动操作使用该产品对连接尾座进行修补,因此需要考虑其固化时间对操作人员的使用方便性尤为重要,如果固化时间过短,则不方便操作人员涂抹后后期打磨,如果固化时间过长,则会导致生产周期拉长,且固化的效果不好导致产品的硬度不高。
技术实现思路
1、为了解决上述问题,提供了一种复合材料制品修补用防热材料及其应用,本申请提供的复合材料制品修补用防热材料制备的复合材料制品修补用防热腻子产品,具有优异的防热性能,具体表现为在高温条件下,仍具有较好的强度和热冲击抗裂性能,适用于高温条件下使用的压力容器的修补,并且制备的腻子产品在固化2h后硬度较低,从而适合在使用该腻子后方便操作人员进行打磨,而该腻子产品在固化24h后硬度迅速提高,具有较好的修补效果。
2、根据本申请的一个方面,提供了一种复合材料制品修补用防热材料,按重量份包括以下组分:
3、环氧树脂80~120份;
4、固化剂20~40份;
5、石英短切纤维20~30份;
6、蛭石粉20~30份;
7、酚醛树脂微球15~20份;
8、二氧化锆5~10份;
9、低熔点玻璃粉15~20份;
10、湿法云母粉30~40份。
11、可选的,所述环氧树脂包括ag-80和ag-90。
12、可选的,所述ag-80和ag-90的比例为1:0.8~1.2。
13、可选的,所述固化剂包括jh-0420和ty650。
14、可选的,所述jh-0420和ty650的重量比为2~4:1。
15、可选的,所述短切石英纤维的长度为10~20mm。
16、可选的,所述低熔点玻璃粉为氨基硅烷改性低熔点玻璃粉,所述氨基硅烷改性低熔点玻璃粉的制备步骤包括使用氨基硅烷偶联剂与低熔点玻璃粉在紫外线下交联反应的步骤。
17、可选的,所述氨基硅烷改性低熔点玻璃粉的制备步骤具体包括:
18、s1、将低熔点玻璃粉在有机溶剂中超声分散,干燥去除有机溶剂;
19、s2、将氨基硅烷偶联剂溶于有机溶剂中,加入s1中所得低熔点玻璃粉,浸泡处理后过滤并真空干燥;
20、s3、将s2所得低熔点玻璃粉在紫外线条件下照射固化后,即获得所需氨基硅烷改性低熔点玻璃粉。
21、根据本申请的另一个方面,提供了一种复合材料制品修补用防热腻子的制备方法,所述复合材料制品修补用防热腻子的组成成分任一上述的复合材料制品修补用防热材料所述,所述制备方法包括以下步骤:
22、s1、将固化剂加热混合搅拌,获得固化剂预混合物;
23、s2、将环氧树脂加热混炼搅拌,加入预混合固化剂、适应短切纤维、蛭石粉后继续混炼搅拌;
24、s3、加入酚醛树脂微球、二氧化锆、低熔点玻璃粉和湿法云母粉,继续混炼搅拌;
25、s4、将混炼物倒入预热模具进行压力成型,冷却后获得成型的复合材料制品修补用防热腻子。
26、根据本申请的最后一个方面,提供了任一上述的复合材料制品修补用防热材料或上述的复合材料制品修补用防热腻子在压力容器修补中的应用。
27、1.本申请提供的复合材料制品修补用防热材料,制备的腻子产品兼具较好的防热性能的同时,还能方便使用,具体表现为固化时间合适,且在使用2h后硬度不大,方便操作人员使用后进行打磨,而在使用后24h后能够快速固化,迅速达到较高的硬度。
28、2.本申请提供的复合材料制品修补用防热材料,通过添加改性低熔点玻璃粉,能够明显改善该腻子产品的热冲击抗裂性能,尤其是其中采用氨基硅烷改性低熔点玻璃粉,对产品性能的提升最为显著。
29、3.本申请提供的复合材料制品修补用防热材料,jh-0420固化剂与ty650固化剂配伍使用,能够使得该腻子产品在使用后2h后硬度在60~70mpa之间,方便操作人员进行后续打磨操作,而在使用后24h后又能快速固化,并且达到较好的固化硬度效果。
30、4.本申请提供的复合材料制品修补用防热材料,采用酚醛树脂微球、二氧化锆、低熔点玻璃粉、湿法云母粉等进行配伍使用,在提高该腻子产品的强度的同时,还能获得较好的防热性能,满足该腻子产品修补高温条件下使用的压力容器的需要。
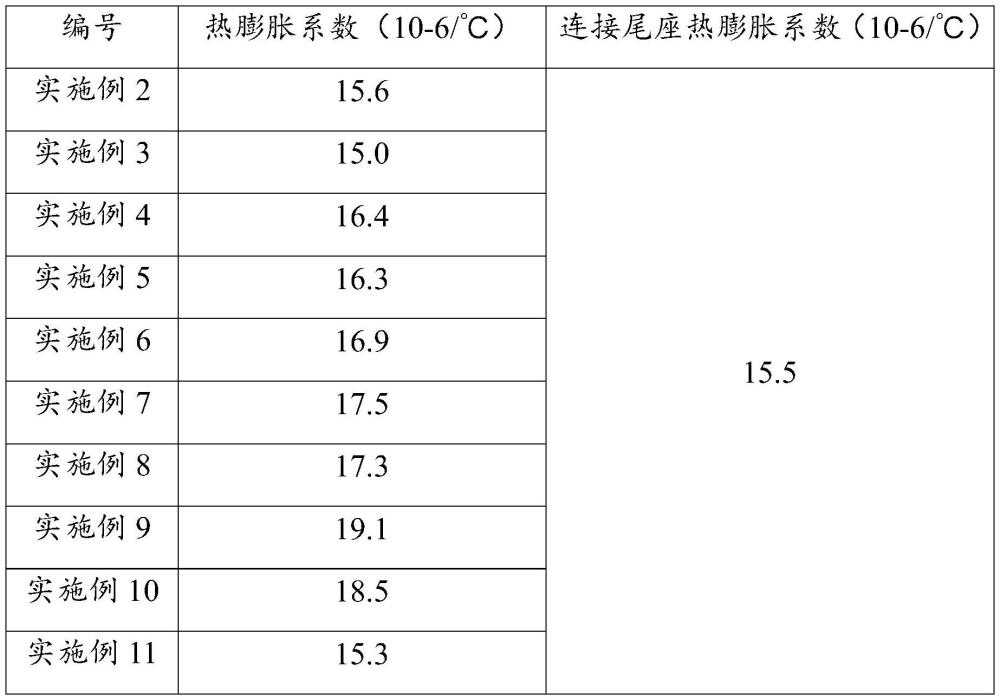
31、5.本申请提供的复合材料制品修补用防热材料,与连接尾座的热膨胀系数相容性较好,能够较好地修补连接尾座并且适用于高温条件,除此之外,还具有较好的隔热性能,这使其不仅能够用于修补连接尾座,还具有修补复合材料压力容器内胆的潜力,提高了该修补用产品的适用性。
技术特征:1.一种复合材料制品修补用防热材料,其特征在于,按重量份包括以下组分:
2.根据权利要求1所述的复合材料制品修补用防热材料,其特征在于,所述环氧树脂包括ag-80和ag-90。
3.根据权利要求2所述的复合材料制品修补用防热材料,其特征在于,所述ag-80和ag-90的比例为1:0.8~1.2。
4.根据权利要求1所述的复合材料制品修补用防热材料,其特征在于,所述固化剂包括jh-0420和ty650。
5.根据权利要求4所述的复合材料制品修补用防热材料,其特征在于,所述jh-0420和ty650的重量比为2~4:1。
6.根据权利要求1所述的复合材料制品修补用防热材料,其特征在于,所述短切石英纤维的长度为10~20mm。
7.根据权利要求1所述的复合材料制品修补用防热材料,其特征在于,所述低熔点玻璃粉为氨基硅烷改性低熔点玻璃粉,所述氨基硅烷改性低熔点玻璃粉的制备步骤包括使用氨基硅烷偶联剂与低熔点玻璃粉在紫外线下交联反应的步骤。
8.根据权利要求7所述的复合材料制品修补用防热材料,其特征在于,所述氨基硅烷改性低熔点玻璃粉的制备步骤具体包括:
9.一种复合材料制品修补用防热腻子的制备方法,其特征在于,所述复合材料制品修补用防热腻子的组成成分如权利要求1~8任一项所述的复合材料制品修补用防热材料所述,所述制备方法包括以下步骤:
10.如权利要求1~8所述的复合材料制品修补用防热材料或如权利要求9所述的复合材料制品修补用防热腻子在压力容器修补中的应用。
技术总结本申请涉及一种复合材料制品修补用防热材料及其应用,属于压力容器材料技术领域。该复合材料制品修补用防热材料,按重量份包括以下组分:环氧树脂80~120份;固化剂20~40份;石英短切纤维20~30份;蛭石粉20~30份;酚醛树脂微球15~20份;二氧化锆5~10份;低熔点玻璃粉15~20份;湿法云母粉30~40份。本申请方案提供的复合材料制品修补用防热材料制备的复合材料制品修补用防热腻子产品,具有优异的防热性能,在高温条件下仍具有较好的强度和热冲击抗裂性能,并且固化2h后硬度较低适合使用后打磨,而固化24h后硬度大幅提高,具有较好的修补效果。技术研发人员:屠硕,蔡立柱,裴金迪,李涵受保护的技术使用者:沈阳欧施盾新材料科技有限公司技术研发日:技术公布日:2024/5/12本文地址:https://www.jishuxx.com/zhuanli/20240718/254492.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表